压延机辊筒导热油加热与冷却控温系统选型分析
压延机是塑料、橡胶制品生产过程中的基本设备,压延机的主要零部件为:辊筒、辊筒轴承、机架、传动系统、辊距调节与指示装置、辊
压延机是塑料、橡胶制品生产过程中的基本设备,压延机的主要零部件为:辊筒、辊筒轴承、机架、传动系统、辊距调节与指示装置、辊筒挠度补偿装置、辊筒加热与冷却温度控制系统、润滑系统、电气控制系统及附属装置等。今天着重介绍压延机辊筒导热油加热与冷却控温系统-辊筒油温机选型分析。

压延机辊筒导热油加热与冷却控温系统
压延机的种类较多。一般可以按工艺用途和辊筒数量及辊筒排列形式进行分类:
(1)按工艺用途可分为贴胶压延机、擦胶压延机、压片压延机、压型压延机、贴合压延机和试验用压延机等。
(2)按辊筒数量可分为两辊压延机、三辊压延机、四辊压延机、五辊压延机及多辊压延机等。
(3)按辊筒排列形式可分为I型压延机、F型压延机、L型压延机、Z型压延机、斜Z型压延机、S型压延机、Δ型压延机及其它形式的压延机等。
压延机辊筒导热油加热与冷却控温系统广泛用于纺织物的贴胶与擦胶、钢丝帘布的贴胶、塑胶料的压片及压型、帘布贴隔离胶片和多层胶片的贴合等。
各种压延机过程都需要在一定的温度下进行,辊筒温度的变化和不均匀性对压延制品质量有很大的影响,不同品种的塑胶料和不同的工艺方法对辊筒有不同的温度要求。大多数塑胶料的压延温度在160~180℃之间,个别特殊塑料温度在50~120℃以上,在压延过程中不仅要设法维持工艺上所需要的辊筒温度,而且应力求辊筒整个工作面温度均匀一致,并能进行准确控制。因此,压延机应设置一套反应灵敏、效果良好和操作方便的导热油加热与冷却装置及其温度控制系统。
一、辊筒导热油加热与冷却控温系统介绍
辊筒的导热油加热与冷却方式及其结构形式根据辊筒的结构导热油加热与冷却方式有以下两种:电热棒加热(冷却静态导热油)和燃煤、燃油、燃气加热(冷却循环导热油)。前一种主要用于中空结构的辊筒,后一种则主要用于钻孔结构的辊筒。
(1)电热棒加热与冷却结构电热棒加热与冷却结构的优点是不用锅炉及其附属设备,结构简单、价格低廉;缺点是温度不均匀、调温不方便。这种结构主要有用于中空结构的辊筒,在辊筒空腔中充以导热油,并装入管状电热棒,通过电加热将辊筒内的静态导热油加热,使辊筒升温。同时,辊筒内腔还装有叶片式冷却器,需要时可通入冷态导热油使辊筒降温。
(2)导热油循环加热与冷却结构目前新型压延机均采用钻孔辊筒,而钻孔辊筒通常采用导热油进行循环加热与冷却。导热油循环加热一般采用热油炉将导热油加热后,用热油循环泵将热态导热油通过管道、辊筒端部的旋转接头及中心管进入辊筒内腔,导热油再沿辊筒内的斜孔流入靠近辊面的孔中,将辊面加热,然后又通过斜孔及中心管和辊筒内腔之间经旋转接头排出辊筒,重新回到热油炉。根据所需的辊温,再将导热油加热。如此不断循环,把辊筒表面加热到工艺所需的温度。
(3)采用导热油循环加热与冷却装置有如下特点:可在提高温度时不必提高油压,热油温度为180~220℃时,热油压力仅为0.3~0.5MPa,由于工作压力较低,可方便压延机和管路的制造、使用和维修。不必经常清洗压延机和管道,可免去水处理设备。加热与冷却反应灵敏,辊面温度比较均匀。

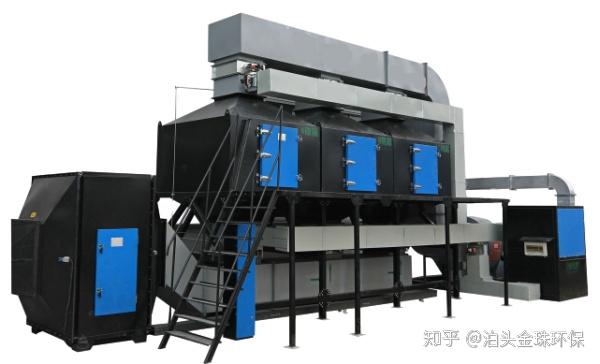
辊筒导热油加热与冷却控温系统
二、压延机辊筒导热油加热与冷却控温系统选型分析
案例介绍:
1、辊轮2根;辊轮的直径320mm ,辊轮的长度2000mm,辊轮的接口尺寸一寸,辊轮的旋转接头离地面的高度1米 。
2、辊轮容积和壁厚客户没法提供,客户提供自测数据,把导热油灌进辊轮满后,再到入一圆桶内,测出数据为:圆桶直径为350mm 油液高度为400mm, 壁厚没有提供,按我们正常估算范围计算;
3、选择泵要求油泵流量为12.5M³/H, 扬程为50m,功率7.5HP;
4、需要外置一个100L的方形油罐;
5、冷却要求:从150度冷却辊筒至常温的状态为30-45分钟左右;
计算选型步骤如下:
(一)加热功率计算:
辊轮自身升温所需要的加热功率的计算,根据条件2可知单条辊轮油的体积V=3.5/2*3.14*4≈40L
辊轮的直径320mm,长度2000mm,可知总体积为0.16立方米,
大概的估算下单条辊轮的重量
M=7800×(0.16-0.04)=936KG,
辊轮从常温加热到150需要1小时,设△t=130度,时间T=1h,
钢铁比热为0.11Kcal/(kg·℃),
单条辊轮所需加热功率:
P=M×△t×C/ (860×T)
单条辊轮所需加热功率:
P=936×130×0.11÷(860×1)≈15.56KW;
所以2条辊轮自身升温所需的
加热功率P=15.56×2=31.12KW。
油升温所需要的加热功率的计算
导热油比热为0.55Kcal/(kg·℃),密度为0.86Kg/L,单条辊轮内的导热油为40L,所以2条辊轮加上自身设备管路里的油的总体积设为100L,所以导热油的重量M=86kg,加热时间T为1小时,温差△t=150度
导热油所需加热功率:
P=M×△t×C/ (860×T)
导热油所需加热功率:
P=86×150×0.55/(860×1)=8.25KW;
所以2条辊轮所需要的功率
P=31.12+8.25=39.37KW
由于计算中按照100%热效率,没有计算升温过程中能量的损失,所以实际选择中加0.2倍的安全系数:
39.37×1.2=47.244KW,选择50KW的导热油加热器。
(二)循环泵的选择:
根据客户提供的泵的流量以及扬程的要求,结合常见泵的类型,
泵选择WRY50-32-200,功率为5.5KW,流量12.5m3/h,扬程50m。

压延机加热与冷却控温系统
导热油加热与冷却控温系统可分为单用式和共用式两种。单用式是一台压延机每个辊筒有一组独立的加热与冷却装置及循环系统;共用式是一台压延机数个辊筒合用一组加热与冷却装置及循环系统。共用式的优点是结构比较简单,管路不复杂,设备费用较少。但缺点是各个辊筒相互之间的加热与冷却有影响,不能单独控制,故只适用于各个辊筒工作温度相差不多的情况。
压延机辊筒导热油加热与冷却控温系统是根据压延工艺的要求由温度控制仪自动进行控制。首先在仪表上预先给定所需的温度值,然后通过设在辊筒出口处和进口处的测温电阻或热电隅,测出辊筒出口温度和进口温度,并将其讯号输入温度控制仪,与温度控制仪内的设定值进行比较,然后输出比较后的讯号,从而通过调节阀控制输入的热态导热油或是冷态导热油,并调节输入的导热油循环流量。此外,整个导热油循环加热与冷却装置的密封结构必须良好,且使用一段时间后需换新的导热油。
上一篇:燃油有机热载体炉产品特点是什么?
下一篇:燃油燃烧机的启用流程及维修知识