引言近年来,生物质气化技术得到很快的发展,多种形式的气化炉被开发出来,这些气化炉分为固定床气化炉和流化床气化炉两类[1]。固定
引言
近年来,生物质气化技术得到很快的发展,多种形式的气化炉被开发出来,这些气化炉分为固定床气化炉和流化床气化炉两类[1]。固定床气化炉分为下吸 式、上吸式、横吸式和开心式几种。下吸式气化炉在微负压下运行,对密封要求不高,产出可燃气热值高、焦油含量少,但是可燃气中灰分多,且可燃气出炉温度 高。上吸式气化炉在微正压下运行,对密封要求高,可燃气中焦油含量高。流化床气化炉, 炉内温度高而且恒定,焦油在高温下裂解生成气体,燃气中焦油比较少,但出炉的燃气中含有较多的灰分,并且流化床气化炉结构比较复杂,设备投资大,大型气化 设备较多。
从气化炉的研究发展趋势来看,改进气化炉的结构和气化工艺,提高产气热值和清洁度,达到系统要求的焦油含量(标准状态下小于10 mg/m3),提高生物质能源利用系统的热效率,一直是国内外学者关注的焦点[2~6]。本文从提高燃气热值、降低焦油的角度出发,设计一种内燃加热式气 化炉。
1内燃加热式气化炉的工作原理
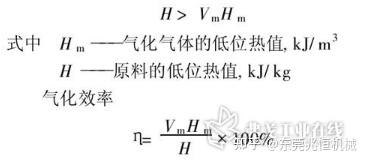
内燃加热式气化炉结构如图1所示。气化炉将生物质气化与焦油的催化裂解集于一体,这样就不需要再为催化裂解提供热源,简化了制气设备,提高了能源利 用率。炉身有3个圆筒将生物质气化区与催化裂解区分开。生物质物料由料斗加入,电动机带动回转阀转动,物料落入炉内滑板上,经过层层滑落,最后落到炉体底 部。当炉内物料进入一定量后,从炉体侧窗口点燃物料,燃气引风机工作,使炉内气体由炉体下部沿两圆筒间缝隙向上运动,经过过滤层进入催化裂解区;再由燃气 管引出燃气,一部分由废气引风机抽取经回流燃气风量调节阀、止火器,与空气混合点燃后进入蛇形管给气化炉内提供热量,最后成废气排出;另一部分经过热交换 器,由燃气引风机引出的气体,可作为燃气收集。灰渣从底部由连续排灰装置排出。
?0?2
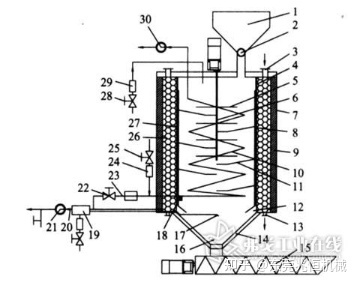
图 1内燃加热式气化炉原设计结构简图
1. 料斗2.进料机构3.催化剂顶部入口4.滤网5.搅拌叶片6.搅拌轴7.炉体8.耐高温炉壁9.保温层10.内燃管道11.挡板12.燃气出口13.催化 剂底部出口14.锥状炉底15.出渣机构16.排渣口17.雾化器18.点火器19.热交换器20.输气管道21.引风机22.燃气量调节阀23.燃气回 流支路24.空气流量计25.空气调节阀26.催化剂床层27.燃气通道28.进风量调节阀29.风量流量计30.排气风机
该气化炉的气化过程大致可分为生物质气化[7~10]与焦油的催化裂解2个过程。生物质首先被干燥。当温度达到或超过160℃时,生物质将会发生热 解并析出挥发分,反应产物较为复杂,主要为碳、氢气、水蒸气、一氧化碳、二氧化碳、甲烷、焦油和其他烃类物质等。少量空气的加入,使挥发分、炽热的炭和空 气中氧气发生不完全氧化反应,生成一氧化碳、二氧化碳和水蒸气,同时也释放出热量。雾化水蒸气和氧化生成的二氧化碳、水蒸气与炽热的炭发生还原反应生成一 氧化碳、氢气和甲烷等可燃气体。最后,这些混合气体由引风机抽取沿壁缝向上运动进入催化裂解区。混合气中的焦油在很高的温度(1 000~1 200℃)下能分解成小分子气体,但实现这样高的温度是比较困难的。若在气化过程加入催化剂,在700~900℃温度下,能将绝大部分焦油裂解,裂解的产 物与燃气成分相似[11~13]。
整个气化炉的正常运行,是一个平衡的过程,炉内压力为微负压,通过进料量、各个阀门的调节得到最理想的气化燃气。气化过程如图2所示。
?0?2

图 2[$NewPage$]
?0?2
2内燃加热式气化炉的主要参数设计
影响气化炉性能的主要设计参数有:每小时处理生物质量、燃气质量、气化效率、气化剂用量、回流燃烧燃气量、回流燃气燃烧所需空气量、燃烧所产生的废 气量、产气量输出功率等。通过分析4种气化方式以及相互间的关系,由空气气化逐步推理计算出气化炉气化工作时(空气-水蒸气气化加部分燃气回流燃烧)的主 要参数。由于生物质种类较多,本次设计所选用的原料为麦秸,具有一定的代表性。
2.1空气气化
空气气化可以做到自供热,但由于空气中N2的体积分数约为80%,使生成气中的N2体积分数高达50%左右,因而气体热值比较低,大约只有5 MJ/m3左右[7]。
某厂家固定床气化麦秸生成的燃气成分(体积分数)为:CO 17·6%、H28·5%、CH41.36%、CO214.0%、O21.7%、N256.84%,低位热值为3 663 kJ/m3。由文献[7]得,麦秸在自然风干情况下的低位热值为15.36 MJ/kg。
根据元素守恒,气化反应后气体中C含量约小于原料中C的含量,得
?0?2
根据能量守恒,自供热气化反应生成的燃气总低位热值应小于原料的低位热值,即
?0?2
2.2空气-水蒸气气化
空气(或氧气)-水蒸气气化比单用空气或单用水蒸气气化都优越,它是自供热系统,不需要复杂昂贵的外供热源;另外气化所需的一部分氧气可由水蒸气裂 解来提供,减少了外供空气(或氧气)的消耗量,并生成更多的H2,碳氢化合物,特别是在有催化剂作用的条件下一氧化碳可以与氢气反应生成甲烷,降低了气体 中CO 的含量,使气体燃料更适合于用作城市燃气。在水蒸气(800℃)与生物质比为0.95,氧气当量比为0.2的情况下,氧气-水蒸气气化生成气的成分(体积 分数)为:CO2 8%、H232%、CO232%、CH47.5%、CnHm2.5%,气体热值约为11~12 MJ/m3,属中热值气体[7]。
由空气气化生成气中N2的体积分数为50%左右,再由元素守恒和能量守恒,可设空气-水蒸气气化的气体特性为表1所示。气化气体的低位热值Qg简化计算公式为
Qg=126φCO+108φH2+359φCH4+665φCnHm
2.3水蒸气气化加部分燃气回流燃烧
水蒸气气化一般不单独使用,而是与氧气(或富氧空气)气化联合采用,否则仅由水蒸气本身提供的热量难以为气化提供足够的热源。典型的水蒸气气化生成 气的成分 (体积分数)为:CO 28%~42%、H220%~26%、CO216%~23%、CH410%~20%、C2H42%~4%、C2H61%、CnH=2%~3%。由于氢气和 甲烷含量较高,故生成气的热值可以达到11~19 MJ/m3[7]。
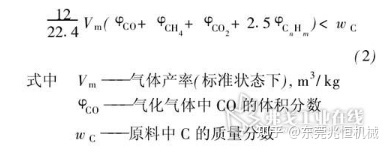
由麦秸空气-水蒸气气化生成气中N2的体积分数约为50%,气体产率(标准状态下)约为
2·0m3/kg,所以设水蒸气气化气体产率约为1 m3/kg,再设水蒸气气化的气体特性如表1所示,经式(2)~
(3)核算符合。
气化气体中H2由还原反应产生,消耗热量,空气-水蒸气气化比水蒸气气化生成气中H2的量多;又气化气体温度升高消耗热量,燃气最高温度约为1 200℃,每千克原料水蒸气气化气体量约为空气水蒸气气化时的1/2;所以每千克麦秸水蒸气气化所消耗的热量不超过空气-水蒸气气化所消耗的热量,得水蒸 气气化所消耗的热量不超过3.5 MJ/kg所以需要不超过约1/4的燃气回流燃烧。
由燃气中CO、H2与其燃烧所需氧气的体积比约为2,CH4与其燃烧所需氧气的体积比约为0.5,
考虑到CnHm,经计算可得回流燃烧所需氧气量由空气中氧气的体积分数约为20%,可得回流燃烧所需空气量。由于空气中的N2不参加反应,根据燃烧反应方程式可得燃气回流燃烧所产生的废气量(标准状态下,且水以水蒸气形式存在)。
3内燃加热式气化炉的机构设计
3.1气化炉内旋转机构的设计
温度与滞留时间是决定气相反应程度的主要因素,文献 [14]表明在700℃,滞留时间大于8 s时,气相反应基本结束。提高反应温度,有利于以产气为主要目的的气化过程的进行[7]。为调节物料在炉内的下落时间,通过控制电动机速度来控制旋转机构 的转动速度,使物料缓慢滑落。气化炉内旋转机构的原设计因固定滑板不便于安装拆卸而不能采用,最终设计成如图3所示的无固定滑板的可拆卸结构。
电动机经齿轮传动带动气化炉内旋转机构转动。齿轮传动与电动机直接连接在轴端相比,可减少热量传递;与链传动、带传动相比,简化机构,可以在较低的速度下运行。
锥形滑板的倾角设计成45°;物料在滑板上滑落,再由电动机调速可调节物料的滞留时间,使生物质物料在炉内有足够的滞留时间,利于热量的传递,减少热解气中焦油含量[15]。
?0?2
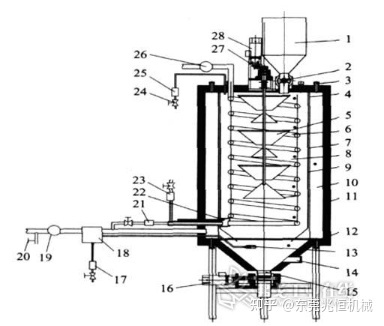
图 3内燃加热式气化炉简图
1. 料斗2.回转阀3.催化剂入口4.过滤网5.锥形滑板6.蛇形管换热器7.耐火层8.气化区9.狭缝燃气通道10.裂解区11.保温层12.催化剂出口 13.增湿器14.侧窗口15.出灰口16.调速电动机17.进水流量计18.换热器19.燃气引风机20.燃气取样阀21.止火器22.点火器23.空 气流量计24.风量调解阀25.空气流量计26.废气引风机27.齿轮28.调速电动机
3.2蛇形管内燃烧换热装置的设计
采用燃气回流燃烧为气化供热,既减少空气需求量,又可提高燃气热值。回流燃气经过燃气回流调解阀、止火器与经过风量调解阀、空气流量计的空气混合后 由电子打火器点燃燃烧,燃烧气体经过蛇形管向气化炉内传递热量。由于燃气燃烧温度非常高,最高温度可达1 200℃以上,所以对燃烧管的耐高温性能要求非常高,可采用0Gr25Ni20。燃烧火焰部位内衬陶瓷管,防止高温烧蚀。
热量传递方式有热传导、热对流和热辐射。实际的热量传递往往是2种或3种基本方式的组合。燃气回流燃烧向炉内传递热量方式为强制对流换热。回流燃烧 换热管的尺寸设计根据水蒸气气化加部分燃气回流燃烧和空气-水蒸气气化加部分燃气回流燃烧两种情况计算,其计算方法相同。设一根燃烧换热管时,燃烧产生的 废气最高温度为1 200℃,废气出炉温度为300℃,炉内燃烧管附近最高温度为1 000℃,最低温度为100℃,管壁平均温度比废气平均温度低100℃。
3.3气化炉压力控制和加料方式的选择与设计
气化炉采用平衡通风方式,燃气引风机抽动炉内气体运动,炉内压力为微负压,在炉体顶部安装安全阀,避免炉内压力过大。气化炉原设计采用螺旋进料机 构,但由于炉顶的面积有限,不便于设计安装,故改用回转阀加落料管式加料法,该方法虽然密封性欠佳,但炉内的生物质气化需要一定量氧气,因而可满足工作要 求。在工作过程中,通过调节各个阀门和电动机转速使系统平稳运行。
3.4狭缝燃气通道的设计
生物质气化区与催化裂解区之间设计有狭缝式燃气通道,该设计可使燃气与灰渣有效分离。当燃气由引风机抽动向上运动时,灰渣则由于自身重力作用向下运 动;同时由于气体沿着圆筒壁做螺旋上升运动,作离心运动时灰渣碰到炉壁将滑落到炉体底部。另外使气化炉具有下吸式气化炉的优点,气化过程产生的可燃气中焦 油含量低。
3.5监测系统设计
影响生物质气化的一个重要因素是温度,炉内最高温度约在1 000℃左右,采用镍铬镍硅热电偶来测量炉内温度,为了测量不同区域的温度,布置了多个测温孔,图3中“·”为测温点,各热电偶经过转换开关接到数字式毫 伏表,可以观察不同区域的温度变化。燃气取样处采集的气样采用奥式气样分析仪在常温下对采样气进行分析。另外,在炉体上部安装有摄像头,以便于随时监测炉 内的实时反应情况。
4结论
(1)本文设计炉的气化工作原理是结合下吸式固定床气化炉、干馏气化、空气气化、水蒸气气化和焦油的催化裂解的特点设计出的,气化产生中热值的气体。
(2)本实验炉有效地将生物质气化与焦油的催化裂解集于一体,提高了燃气热值,避免再为催化裂解单独提供热源,简化了生物质气化设备。
(3)设计炉内旋转机构的设计,延长了物料在炉内的停留时间,减少气化过程中焦油的产生,增强了气化效率。
(4)设计炉内蛇形管内燃烧换热装置的设计,减少了燃气中N2含量,提高燃气热值。
(5)设计炉内雾化增湿装置的,能够冷却生物质燃气,又提高燃气热值。摘要
根据生物质气化原理,针对目前气化炉产气热值低和存在焦油的问题,设计了一种内燃加热式气化炉。内燃加热式气化炉优于已有的固定床气化炉、流化床气 化炉;类似于下吸式固定床气化炉,热解气中焦油含量低;设置以热解气为燃料的内加热系统,减少了空气入炉量,提高了热解气热值。内燃加热式气化炉是将生物 质气化与焦油的催化裂解集于一体,不需要再为催化裂解提供热源。
引言
近年来,生物质气化技术得到很快的发展,多种形式的气化炉被开发出来,这些气化炉分为固定床气化炉和流化床气化炉两类[1]。固定床气化炉分为下吸 式、上吸式、横吸式和开心式几种。下吸式气化炉在微负压下运行,对密封要求不高,产出可燃气热值高、焦油含量少,但是可燃气中灰分多,且可燃气出炉温度 高。上吸式气化炉在微正压下运行,对密封要求高,可燃气中焦油含量高。流化床气化炉, 炉内温度高而且恒定,焦油在高温下裂解生成气体,燃气中焦油比较少,但出炉的燃气中含有较多的灰分,并且流化床气化炉结构比较复杂,设备投资大,大型气化 设备较多。
从气化炉的研究发展趋势来看,改进气化炉的结构和气化工艺,提高产气热值和清洁度,达到系统要求的焦油含量(标准状态下小于10 mg/m3),提高生物质能源利用系统的热效率,一直是国内外学者关注的焦点[2~6]。本文从提高燃气热值、降低焦油的角度出发,设计一种内燃加热式气 化炉。
1内燃加热式气化炉的工作原理
内燃加热式气化炉结构如图1所示。气化炉将生物质气化与焦油的催化裂解集于一体,这样就不需要再为催化裂解提供热源,简化了制气设备,提高了能源利 用率。炉身有3个圆筒将生物质气化区与催化裂解区分开。生物质物料由料斗加入,电动机带动回转阀转动,物料落入炉内滑板上,经过层层滑落,最后落到炉体底 部。当炉内物料进入一定量后,从炉体侧窗口点燃物料,燃气引风机工作,使炉内气体由炉体下部沿两圆筒间缝隙向上运动,经过过滤层进入催化裂解区;再由燃气 管引出燃气,一部分由废气引风机抽取经回流燃气风量调节阀、止火器,与空气混合点燃后进入蛇形管给气化炉内提供热量,最后成废气排出;另一部分经过热交换 器,由燃气引风机引出的气体,可作为燃气收集。灰渣从底部由连续排灰装置排出。
?0?2
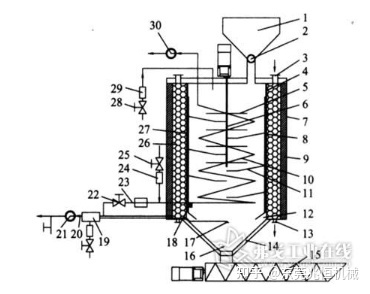
图 1内燃加热式气化炉原设计结构简图
1. 料斗2.进料机构3.催化剂顶部入口4.滤网5.搅拌叶片6.搅拌轴7.炉体8.耐高温炉壁9.保温层10.内燃管道11.挡板12.燃气出口13.催化 剂底部出口14.锥状炉底15.出渣机构16.排渣口17.雾化器18.点火器19.热交换器20.输气管道21.引风机22.燃气量调节阀23.燃气回 流支路24.空气流量计25.空气调节阀26.催化剂床层27.燃气通道28.进风量调节阀29.风量流量计30.排气风机
该气化炉的气化过程大致可分为生物质气化[7~10]与焦油的催化裂解2个过程。生物质首先被干燥。当温度达到或超过160℃时,生物质将会发生热 解并析出挥发分,反应产物较为复杂,主要为碳、氢气、水蒸气、一氧化碳、二氧化碳、甲烷、焦油和其他烃类物质等。少量空气的加入,使挥发分、炽热的炭和空 气中氧气发生不完全氧化反应,生成一氧化碳、二氧化碳和水蒸气,同时也释放出热量。雾化水蒸气和氧化生成的二氧化碳、水蒸气与炽热的炭发生还原反应生成一 氧化碳、氢气和甲烷等可燃气体。最后,这些混合气体由引风机抽取沿壁缝向上运动进入催化裂解区。混合气中的焦油在很高的温度(1 000~1 200℃)下能分解成小分子气体,但实现这样高的温度是比较困难的。若在气化过程加入催化剂,在700~900℃温度下,能将绝大部分焦油裂解,裂解的产 物与燃气成分相似[11~13]。
整个气化炉的正常运行,是一个平衡的过程,炉内压力为微负压,通过进料量、各个阀门的调节得到最理想的气化燃气。气化过程如图2所示。
?0?2
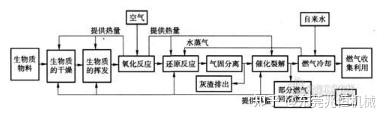
图 2[$NewPage$]
?0?2
2内燃加热式气化炉的主要参数设计
影响气化炉性能的主要设计参数有:每小时处理生物质量、燃气质量、气化效率、气化剂用量、回流燃烧燃气量、回流燃气燃烧所需空气量、燃烧所产生的废 气量、产气量输出功率等。通过分析4种气化方式以及相互间的关系,由空气气化逐步推理计算出气化炉气化工作时(空气-水蒸气气化加部分燃气回流燃烧)的主 要参数。由于生物质种类较多,本次设计所选用的原料为麦秸,具有一定的代表性。
2.1空气气化
空气气化可以做到自供热,但由于空气中N2的体积分数约为80%,使生成气中的N2体积分数高达50%左右,因而气体热值比较低,大约只有5 MJ/m3左右[7]。
某厂家固定床气化麦秸生成的燃气成分(体积分数)为:CO 17·6%、H28·5%、CH41.36%、CO214.0%、O21.7%、N256.84%,低位热值为3 663 kJ/m3。由文献[7]得,麦秸在自然风干情况下的低位热值为15.36 MJ/kg。
根据元素守恒,气化反应后气体中C含量约小于原料中C的含量,得
?0?2
根据能量守恒,自供热气化反应生成的燃气总低位热值应小于原料的低位热值,即
?0?2
2.2空气-水蒸气气化
空气(或氧气)-水蒸气气化比单用空气或单用水蒸气气化都优越,它是自供热系统,不需要复杂昂贵的外供热源;另外气化所需的一部分氧气可由水蒸气裂 解来提供,减少了外供空气(或氧气)的消耗量,并生成更多的H2,碳氢化合物,特别是在有催化剂作用的条件下一氧化碳可以与氢气反应生成甲烷,降低了气体 中CO 的含量,使气体燃料更适合于用作城市燃气。在水蒸气(800℃)与生物质比为0.95,氧气当量比为0.2的情况下,氧气-水蒸气气化生成气的成分(体积 分数)为:CO2 8%、H232%、CO232%、CH47.5%、CnHm2.5%,气体热值约为11~12 MJ/m3,属中热值气体[7]。
由空气气化生成气中N2的体积分数为50%左右,再由元素守恒和能量守恒,可设空气-水蒸气气化的气体特性为表1所示。气化气体的低位热值Qg简化计算公式为
Qg=126φCO+108φH2+359φCH4+665φCnHm
2.3水蒸气气化加部分燃气回流燃烧
水蒸气气化一般不单独使用,而是与氧气(或富氧空气)气化联合采用,否则仅由水蒸气本身提供的热量难以为气化提供足够的热源。典型的水蒸气气化生成 气的成分 (体积分数)为:CO 28%~42%、H220%~26%、CO216%~23%、CH410%~20%、C2H42%~4%、C2H61%、CnH=2%~3%。由于氢气和 甲烷含量较高,故生成气的热值可以达到11~19 MJ/m3[7]。
由麦秸空气-水蒸气气化生成气中N2的体积分数约为50%,气体产率(标准状态下)约为
2·0m3/kg,所以设水蒸气气化气体产率约为1 m3/kg,再设水蒸气气化的气体特性如表1所示,经式(2)~
(3)核算符合。
气化气体中H2由还原反应产生,消耗热量,空气-水蒸气气化比水蒸气气化生成气中H2的量多;又气化气体温度升高消耗热量,燃气最高温度约为1 200℃,每千克原料水蒸气气化气体量约为空气水蒸气气化时的1/2;所以每千克麦秸水蒸气气化所消耗的热量不超过空气-水蒸气气化所消耗的热量,得水蒸 气气化所消耗的热量不超过3.5 MJ/kg所以需要不超过约1/4的燃气回流燃烧。
由燃气中CO、H2与其燃烧所需氧气的体积比约为2,CH4与其燃烧所需氧气的体积比约为0.5,
考虑到CnHm,经计算可得回流燃烧所需氧气量由空气中氧气的体积分数约为20%,可得回流燃烧所需空气量。由于空气中的N2不参加反应,根据燃烧反应方程式可得燃气回流燃烧所产生的废气量(标准状态下,且水以水蒸气形式存在)。
3内燃加热式气化炉的机构设计
3.1气化炉内旋转机构的设计
温度与滞留时间是决定气相反应程度的主要因素,文献 [14]表明在700℃,滞留时间大于8 s时,气相反应基本结束。提高反应温度,有利于以产气为主要目的的气化过程的进行[7]。为调节物料在炉内的下落时间,通过控制电动机速度来控制旋转机构 的转动速度,使物料缓慢滑落。气化炉内旋转机构的原设计因固定滑板不便于安装拆卸而不能采用,最终设计成如图3所示的无固定滑板的可拆卸结构。
电动机经齿轮传动带动气化炉内旋转机构转动。齿轮传动与电动机直接连接在轴端相比,可减少热量传递;与链传动、带传动相比,简化机构,可以在较低的速度下运行。
锥形滑板的倾角设计成45°;物料在滑板上滑落,再由电动机调速可调节物料的滞留时间,使生物质物料在炉内有足够的滞留时间,利于热量的传递,减少热解气中焦油含量[15]。
?0?2
图 3内燃加热式气化炉简图
1. 料斗2.回转阀3.催化剂入口4.过滤网5.锥形滑板6.蛇形管换热器7.耐火层8.气化区9.狭缝燃气通道10.裂解区11.保温层12.催化剂出口 13.增湿器14.侧窗口15.出灰口16.调速电动机17.进水流量计18.换热器19.燃气引风机20.燃气取样阀21.止火器22.点火器23.空 气流量计24.风量调解阀25.空气流量计26.废气引风机27.齿轮28.调速电动机
3.2蛇形管内燃烧换热装置的设计
采用燃气回流燃烧为气化供热,既减少空气需求量,又可提高燃气热值。回流燃气经过燃气回流调解阀、止火器与经过风量调解阀、空气流量计的空气混合后 由电子打火器点燃燃烧,燃烧气体经过蛇形管向气化炉内传递热量。由于燃气燃烧温度非常高,最高温度可达1 200℃以上,所以对燃烧管的耐高温性能要求非常高,可采用0Gr25Ni20。燃烧火焰部位内衬陶瓷管,防止高温烧蚀。
热量传递方式有热传导、热对流和热辐射。实际的热量传递往往是2种或3种基本方式的组合。燃气回流燃烧向炉内传递热量方式为强制对流换热。回流燃烧 换热管的尺寸设计根据水蒸气气化加部分燃气回流燃烧和空气-水蒸气气化加部分燃气回流燃烧两种情况计算,其计算方法相同。设一根燃烧换热管时,燃烧产生的 废气最高温度为1 200℃,废气出炉温度为300℃,炉内燃烧管附近最高温度为1 000℃,最低温度为100℃,管壁平均温度比废气平均温度低100℃。
3.3气化炉压力控制和加料方式的选择与设计
气化炉采用平衡通风方式,燃气引风机抽动炉内气体运动,炉内压力为微负压,在炉体顶部安装安全阀,避免炉内压力过大。气化炉原设计采用螺旋进料机 构,但由于炉顶的面积有限,不便于设计安装,故改用回转阀加落料管式加料法,该方法虽然密封性欠佳,但炉内的生物质气化需要一定量氧气,因而可满足工作要 求。在工作过程中,通过调节各个阀门和电动机转速使系统平稳运行。
3.4狭缝燃气通道的设计
生物质气化区与催化裂解区之间设计有狭缝式燃气通道,该设计可使燃气与灰渣有效分离。当燃气由引风机抽动向上运动时,灰渣则由于自身重力作用向下运 动;同时由于气体沿着圆筒壁做螺旋上升运动,作离心运动时灰渣碰到炉壁将滑落到炉体底部。另外使气化炉具有下吸式气化炉的优点,气化过程产生的可燃气中焦 油含量低。
3.5监测系统设计
影响生物质气化的一个重要因素是温度,炉内最高温度约在1 000℃左右,采用镍铬镍硅热电偶来测量炉内温度,为了测量不同区域的温度,布置了多个测温孔,图3中“·”为测温点,各热电偶经过转换开关接到数字式毫 伏表,可以观察不同区域的温度变化。燃气取样处采集的气样采用奥式气样分析仪在常温下对采样气进行分析。另外,在炉体上部安装有摄像头,以便于随时监测炉 内的实时反应情况。
4结论
(1)本文设计炉的气化工作原理是结合下吸式固定床气化炉、干馏气化、空气气化、水蒸气气化和焦油的催化裂解的特点设计出的,气化产生中热值的气体。
(2)本实验炉有效地将生物质气化与焦油的催化裂解集于一体,提高了燃气热值,避免再为催化裂解单独提供热源,简化了生物质气化设备。
(3)设计炉内旋转机构的设计,延长了物料在炉内的停留时间,减少气化过程中焦油的产生,增强了气化效率。
(4)设计炉内蛇形管内燃烧换热装置的设计,减少了燃气中N2含量,提高燃气热值。
(5)设计炉内雾化增湿装置的,能够冷却生物质燃气,又提高燃气热值。
问:2025年锅炉价格/多少钱?
上一篇:Q420R容器钢板
下一篇:生物质锅炉布袋除尘器方案