锅炉及压力容器用钢板 GB713-2008本标准中5.2.1、6.1.1.4、6.1.1.5、6.3.3、6.3.4,6.3.5.1、6.4.1.1、6.4.1.2、6.4.2、6.4.3、6
锅炉及压力容器用钢板 GB713-2008
本标准中5.2.1、6.1.1.4、6.1.1.5、6.3.3、6.3.4,6.3.5.1、6.4.1.1、6.4.1.2、6.4.2、6.4.3、
6.4.4、6.5、6.7、表1中的脚注b、8.3、8.4.1为协议条款,其余技术内容为强制性。
本标准与ISO 9328-2:20046压力容器用钢板和钢带 供货技术条件 第2部分:规定室温和高温
性能的非合金钢和低合金钢》的一致性程度为非等效。
本标准参考EN 10028-2:2003《压力容器用钢板 第2部分:规定高温性能的非合金钢和合金钢》
等,对GB 713-1997《锅炉用钢板》和GB 6654-1996《压力容器用钢板》进行合并修改。
本标准自实施之日起,GB713-1997《锅炉用钢板》和GB 6654-1996《压力容器用钢板》废止。
本标准与GB 713-1997、GB 6654-1996相比,主要变化如下:
-扩大钢板厚度、宽度范围;
-改变标准名称和牌号表示方法;
-取消15MnVR、15MnVNR,纳入14CrlMoR 和12Cr2Mo1R;
-20R和20g合并为Q245R,16MnR和16Mng、19Mng 合并为Q345R,13MnNiMoNbR和
13MnNiCrMoNbg合并为13MnNiMoR;
-降低各牌号的S、P含量;
-提高各牌号的V型冲击功指标;
-取消20g、16Mng时效冲击试验。
本标准的附录A为资料性附录。
本标准由中国钢铁工业协会提出。
本标准由全国钢标准化技术委员会归口。
本标准主要起草单位:重庆钢铁股份有限公司、冶金工业信息标准研究院、鞍钢股份有限公司、中国
通用机械工程总公司、武汉钢铁(集团)公司、济南钢铁股份有限公司、中国特种设备检测研究中心。
本标准主要起草人:李红、王晓虎、秦晓钟、唐一凡、杜大松、朴志民、李书瑞、张爱民。
本标准所代替标准的历次版本发布情况为:
GB 713-1963、GB 713-1972、GB 713-1986、GB 713-1997;
-GB 6654-1996.
锅炉和压力容器用钢板
1 范围
本标准规定了锅炉和压力容器用钢板的尺寸、外形、技术要求、试验方法、检验规则、包装、标志及质
量证明书等。
本标准适用于锅炉及其附件和中常温压力容器的受压元件用厚度为3mm~200mm的钢板。
2 规范性引用文件
下列文件中的条款通过本标准的引用而成为本标准的条款。凡是注日期的引用文件,其随后所有
的修改单(不包括勘误的内容)或修订版均不适用于本标准,然而,鼓励根据本标准达成协议的各方研究
是否可使用这些文件的最新版本。凡是不注日期的引用文件,其最新版本适用于本标准。
GB/T 222 钢的成品化学成分允许偏差
GB/T 223.3 钢铁及合金化学分析方法 二安替吡啉甲烷磷钼酸重量测定磷量
GB/T 223.10 钢铁及合金化学分析方法 钢铁试剂分离-铬天青S光度法测定铝量
GB/T 223.11 钢铁及合金化学分析方法 过硫酸铵氧化容量法测定铬量
GB/T 223.14 钢铁及合金化学分析方法 钽试剂萃取光度法测定钒量
GB/T 223.17 钢铁及合金化学分析方法 二安替吡啉甲烷光度法测定钛量
GB/T 223.18 钢铁及合金化学分析方法 硫代硫酸钠分离-碘量法测定铜量
GB/T 223.23 钢铁及合金化学分析方法 丁二酮肟分光光度法测定镍量
GB/T 223.26 钢铁及合金化学分析方法 硫氰酸盐直接光度法测定钼量
GB/T 223.27 钢铁及合金化学分析方法 硫氰酸盐-乙酸丁酯萃取分光光度法测定钼量
GB/T 223.40 钢铁及合金 铌含量的测定 氯磺酚S分光光度法
GB/T 223.60 钢铁及合金化学分析方法 高氯酸脱水重量法测定硅含量
GB/T 223.63 钢铁及合金化学分析方法 高碘酸钠(钾)光度法测定锰量
GB/T 223.68 钢铁及合金化学分析方法 管式炉内燃烧后碘酸钾滴定法测定硫含量
GB/T 223.69 钢铁及合金化学分析方法 管式炉内燃烧后气体容量法测定碳含量
GB/T 223.76 钢铁及合金化学分析方法 火焰原子吸收光谱法测定钒量(GB/T 223.76-1994,
eqv ISO 9647:1989)
GB/T 228金属材料 室温拉伸试验方法(GB/T 228-2002,eqv ISO 6892:1998)
GB/T 229金属夏比缺口冲击试验方法
GB/T 232金属材料 弯曲试验方法(GB/T 232-1999,eqv ISO 7438:1985)
GB/T 247钢板和钢带检验、包装、标志及质量证明书的一般规定
GB/T709热轧钢板和钢带的尺寸、外形、重量及允许偏差
GB/T 2970厚钢板超声波检验方法
GB/T 2975钢及钢产品力学性能试验取样位置及试样制备(GB/T 2975-1998,eqv ISO 3771997)
GB/T 4336碳素钢和中低合金钢火花源原子发射光谱分析方法(常规法)
GB/T 4338金属材料 高温拉伸试验
GB/T 5313厚度方向性能钢板(GB/T 5313-1985,eqv ISO 7778:1983)
GB/T 6803铁素体钢的无塑性转变温度落锤试验方法
GB 713-2008
GB/T 17505钢及钢产品一般交货技术要求(GB/T 17505-1998,eqv ISO 404:1992)
GB/T 20066钢和铁 化学成分测定用试样的取样和制样方法
YB/T 081冶金技术标准的数值修约与检测数值的判定原则
JB/T 4730.3承压设备无损检测
3 订货内容
按本标准订货的合同或订单应包括下列内容:
a)标准编号;
b)产品名称;
c)牌号;
d)尺寸;
e)交货状态;
f)重量;
g)特殊技术要求(如超声检测、提高冲击功指标等)。
4 牌号表示方法
碳素钢和低合金高强度钢的牌号用屈服强度值和“屈”字,压力容器“容”字的汉语拼音首位字母表
示。例如:Q245R.
钼钢、铬-钼钢的牌号,用平均含碳量和合金元素字母、压力容器“容”字的汉语拼音首位字母表示。
例如:15CrMoR.
5 尺寸、外形、重量及允许偏差
5.1 钢板的尺寸、外形及允许偏差应符合GB/T709的规定。
5.2 厚度允许偏差按GB/T709的B类偏差。
5.2.1 根据需方要求,经供需双方协议,可供应减小负偏差且公差不变的钢板。
5.3 钢板按理论重量交货,理论计重采用的厚度为钢板允许的最大厚度和最小厚度的算术平均值。钢
的密度为7.85g/cm3.
6 技术要求
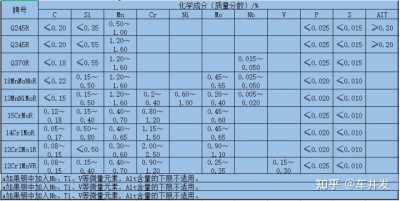
6.1 牌号和化学成分
6.1.1 钢的牌号和化学成分(熔炼分析)应符合表1的规定。
6.1.1.1 厚度大于60mm的Q345R钢板,碳含量上限可提高至0.22%.
6.1.1.2 作为残余元素的铬、镍、铜含量应各不大于0.30%,钼应不大于0.080%,这些元素的总含量
应不大于0.70%.供方若能保证可不做分析。
6.1.1.3 Q245R、Q345R和Q370R钢中可添加微量铌、钒、钛元素,其含量应填写在质量证明书中,上
述3个元素含量总和应分别不大于0.050%、0.10%、0.12%.
6.1.1.4 根据需方要求,经供需双方协议,可规定Q345R和Q370R钢的P含量≤0.015%、S含量
≤0.005%,14Cr1MoR和12Cr2Mo1R钢的P含量≤0.012%.
6.1.1.5 根据需方要求,经供需双方协议,Q245R、Q345R、Q370R等牌号可以规定碳当量,其数值由
双方商定。
碳当量按公式(1)计算:CE(%)=C+Mn/6+(Cr+Mo+V)/5+(Ni+Cu)/15......(1)
6.1.1.6全铝Alt含量可以用测定酸溶铝含量代替,此时酸溶铝Als含量应不小于0.015%.
6.1.2 成品钢板的化学成分允许偏差应符合GB/T 222的规定。
6.2 制造方法
6.2.1 钢由氧气转炉或电炉冶炼。
6.2.2 连铸坯压缩比不小于3.
6.3 交货状态
6.3.1 钢板交货状态按表2规定。
6.3.2 18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR的回火温度应不低于620℃,12Cr2Mo1R、
12Cr1MoVR的回火温度应不低于680℃.
6.3.3 经需方同意,厚度大于60mm的18MnMoNbR、13MnNiMoR、15CrMoR、14Cr1MoR、
12Cr2Mo1R、12CrlMoVR钢板可以退火或回火状态交货。此时,这些牌号的试验用样坯应按表2交货
状态进行热处理,性能按表2规定。样坯尺寸(宽度x厚度x长度)应不小于3axax3a(a为钢板厚度)。
6.3.4 经供需双方协议,铬钼钢可以正火后加速冷却加回火交货,此时,按每轧制坯组批检验。
6.3.5 钢板应剪切或用火焰切割交货。
6.3.5.1 受设备能力限制时,经供需双方协议,并在合同中注明,允许以毛边状态交货。
6.4 力学和工艺性能
6.4.1 钢板的拉伸试验、夏比(V型缺口)冲击试验和弯曲试验结果应符合表2的规定。
6.4.1.1 厚度大于60mm的钢板,经供需双方协议,并在合同中注明,可不做弯曲试验。
6.4.1.2 根据需方要求,经供需双方协议,Q245R、Q345R和13MnNiMoR 钢板可进行-20℃冲击试
验,代替表2中的0℃冲击试验,其冲击功值应符合表2的规定。
6.4.1.3 夏比(V型缺口)冲击功,按3个试样的算术平均值计算,允许其中1个试样的单个值比表2
规定值低,但不得低于规定值的70%.
6.4.1.4 对厚度小于12mm钢板的夏比(V型缺口)冲击试验应采用辅助试样,>8mm~<12mm钢
板辅助试样尺寸为10mmx7.5mmx55mm,其试验结果应不小于表2规定值的75%,6mm~8mm
钢板辅助试样尺寸为10mmx5mmx55mm,其试验结果应不小于表2规定值的50%,厚度小于
6mm的钢板不做冲击试验。
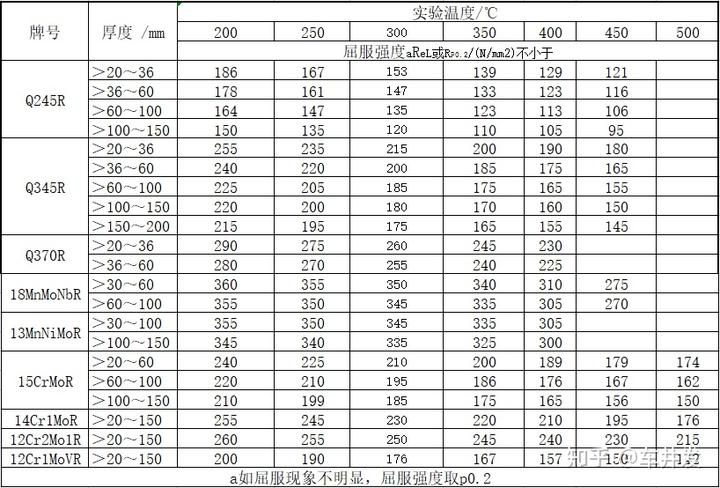
6.4.2 根据需方要求,经供需双方协议,对厚度大于20mm的钢板可进行高温拉伸试验,试验温度应
在合同中注明。高温下的规定非比例延伸强度(Rpo.2)或下屈服强度(Ra)值应符合表3的规定。
6.4.3 根据需方要求,经供需双方协议,可进行厚度方向的拉伸试验,试验结果填写在质量证明书中。
6.4.4 根据需方要求,经供需双方协议,可进行落锤试验,试验结果填写在质量证明书中。
6.5 超声检测
根据需方要求,经供需双方协议,钢板可逐张进行超声检测,检测方法按GB/T 2970或JB/T 4730.3
的规定,检测标准和合格级别应在合同中注明。
6.6 表面质量
6.6.1 钢板表面不允许存在裂纹、气泡、结疤、折叠和夹杂等对使用有害的缺陷。钢板不得有分层。
如有上述表面缺陷允许清理,清理深度从钢板实际尺寸算起,不得大于钢板厚度公差之半,并应保
证清理处钢板的最小厚度。缺陷清理处应平滑无棱角。
6.6.2 其他缺陷允许存在,其深度从钢板实际尺寸算起,不得超过钢板厚度允许公差之半,并应保证缺
陷处钢板厚度不小于钢板允许最小厚度。
6.7 其他附加要求
根据需方要求,经供需双方协议并在合同中注明,可附加规定临氢用途铬钼钢、抗HIC用途碳素钢
和低合金钢的其他要求。

检验规则
8.1钢板的质量由供方质量技术监督部门进行检查和验收。
钢板应成批验收,每批钢板由同一牌号、同一炉号、同一厚度、同一轧制或热处理制度的钢板组成,
8.2每批重量不大于30 t.
对长期生产质量稳定的钢厂,提出申请报告并附出厂检验数据,由国家特种设备安全监察机构审查
合格批准后,按批准扩大的批重交货。
8.3根据需方要求,经供需双方协议,厚度大于16mm的钢板可逐轧制坯进行力学性能检验。
8.4 力学性能试验取样位置按GB/T2975的规定。对于厚度大于40mm的钢板,冲击试样的轴线应
位于厚度四分之一处。
8.4.1 根据需方要求,经供需双方协议,冲击试样的轴线可位于厚度二分之一处。
8.5 夏比(V型缺口)冲击试验结果不符合6.4.1.2规定时,应从同一张钢板(或同一样坯)上再取3个
试样进行复验,前后两组6个试样的平均值不得低于规定值,允许有2个试样低于规定值,但其中低于
规定值70%的试样只允许有1个。
8.6 其他检验项目的复验和判定按GB/T 17505的有关规定执行。
9 包装、标志及质量证明书
钢板的包装、标志及质量证明书应符合GB/T247的规定。
问:2023年锅炉价格/多少钱?
上一篇:临沂生物质颗粒燃料
下一篇:长春热力公司100吨锅炉脱硝厂家