催化燃烧设备厂家定制,催化燃烧设备是目前有效净化有机废气的工艺,设备净化效率高。在工业生产过程中,排放的有机尾气通过引风机进入
催化燃烧设备厂家定制,催化燃烧设备是目前有效净化有机废气的工艺,设备净化效率高。在工业生产过程中,排放的有机尾气通过引风机进入设备的旋转阀,通过旋转阀将进口气体和出口气体完全分开。气体首先通过陶瓷材料填充层(底层)预热后发生热量的储备和热交换,其温度几乎达到催化层(中层)进行催化氧化所设定的温度,这时其中部分污染物氧化分解;废气继续通过加热区(上层,可采用电加热方式或天然气加热方式)升温,并维持在设定温度;其再进入催化层完成催化氧化反应,即反应生成CO2和H2O,并释放大量的热量,以达到预期的处理效果。经催化氧化后的气体进入其它的陶瓷填充层,回收热能后通过旋转阀排放到大气中,净化后排气温度仅略高于废气处理前的温度。系统连续运转、自动切换。通过旋转阀工作,所有的陶瓷填充层均完成加热、冷却、净化的循环步骤,热量得以回收。
催化燃烧废气处理装置,催化燃烧废气治理,活性炭吸附浓缩催化燃烧装置是高效节能的新型系列产品。适用于中低浓度的有机废气处理。系统原理:主要根据多孔活性炭的吸附性能和活性炭在高温状态所表现的脱附性质而将有机物分别吸附和脱附,脱附后的有机物进入催化燃烧炉在300-400℃进行催化燃烧将C、H化合物氧化为CO2和H2O等。
在工业生产过程中,排放的有机尾气通过引风机进入活性炭吸附箱进行吸附浓缩后送入催化燃烧室,在250°C-400°C的较低温度下进行催化反应,反应生成CO2和H2O实现达标排放。
催化燃烧是把有机废气加热到启燃温度,在催化剂的作用下进行无火焰燃烧,生成二氧化碳和水并释放大量热量。催化燃烧净化装置根据催化燃烧机理,由催化室、电加热箱、热交换器、风机、电控柜五大部分组成。 当有机废气进入装置首先到热交换器,用催化燃烧后余热通过热交换器把有机废气温度尽可能的提高,通常温升Δt=50~60℃,然后送入到电加热箱内,通过电热管加热到启燃温度,一般在200~250℃。达到温度会自动关闭加热系统,这时就进入催化箱内,进行催化燃烧反应,使有机废气氧化分解成二氧化碳和水,并且释放大量的热量。这时,当有机废气浓度一定量时,产生的余热通过热交换器后温升已经达到启燃温度,这时催化燃烧装置就达到动态热平衡,这样就节省大量的电热功率。
1、废气收集
在保证集气和排风效果的基础上,集气罩的配置应与生产工艺协调一致,尽量不影响工艺操作。同时尽量减少排风量,以减轻吸附装置的负担。
2、 预处理
吸附法对废气中的粉尘、气溶胶和一些引起分子筛中毒的物质要求严格,在废气进入吸附器之前必须将粉尘、漆雾处理干净,并对气溶胶进行破坏。预处理设备应根据废气的成分、性质和影响吸附过程的物质及含量进行选择。
3 、吸附装置
选择合适的分子筛,在分子筛选定后,分子筛用量应根据一个吸附周期内吸附床层的动态吸附量确定。
吸附器的净化效率应不低于90%,同时装置出口污染物的排放浓度应低于国家、地方和行业相关排放标准的要求。吸附器的压力损失宜低于4kPa。
4、催化燃烧装置
催化剂的工作温度应低于700℃,并能承受900℃短时间高温冲击。设计工况应大于8500h。催化燃烧装置的空速宜大于10000h-1,但不应高于4000h-1。
进入燃烧室的气体温度应达到气体组分催化剂上的引燃温度,混合气体按照引燃温度最高组分确定。催化燃烧装置的压力损失应低于2kPa。治理后产生的高温烟气宜进行热能回收。
5、 脱附
利用热气流脱附时,严格控制进入吸附器的热气流的温度,吸附器尾气中的有机物浓度不能超过其爆炸极限下限的25%浓度限制,不能有造成爆炸的危险。
6、 催化燃烧后处理
经过催化燃烧后产生的高温烟气的余热。在大多数情况下是用于吸附器的再生,降低设备的运行费用,也可以用于余热锅炉或引入生产工艺中。利用高温烟气的余热对吸附器进行再生的方式有两种:一是通过冷风机在高温烟气中补充部分新鲜空气,使烟气温度降到分子筛再生所需要的温度后直接引入吸附器进行分子筛的再生。二是增加一个气-气换热器,利用高温烟气加热新鲜空气至分子筛脱附所需要的温度后引入吸附器进行分子筛的脱附。
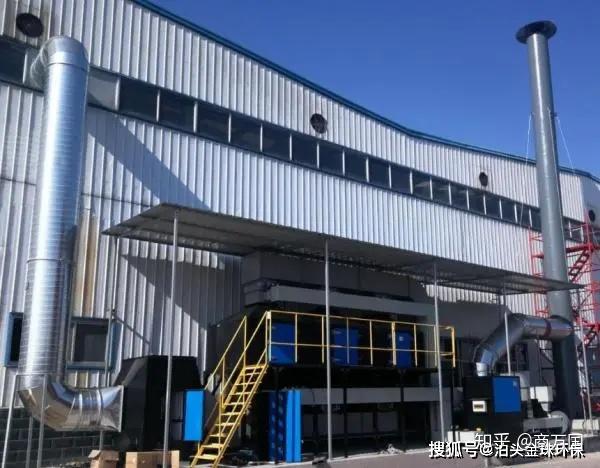
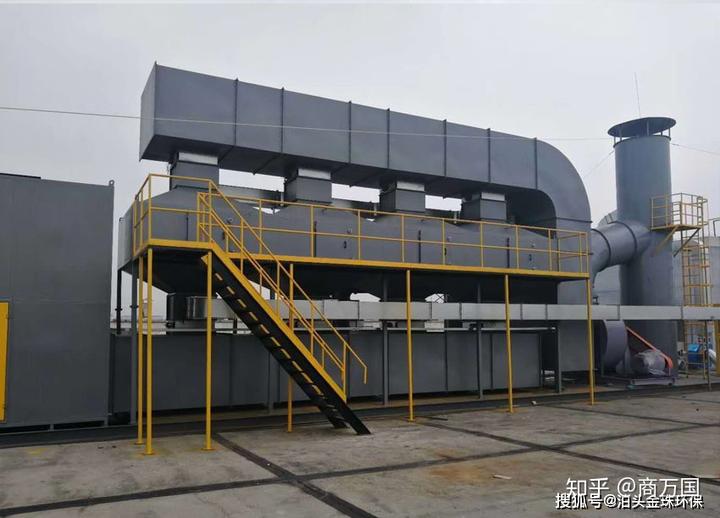
催化燃烧设备主要由阻火器,热交换器,催化反应床,风机等部件组成。与直接燃烧相比,催化燃烧温度更低,燃烧更完全。
催化燃烧设备使用的是表面具有贵金属或贵金属氧化物的催化剂(通常是铂、钯等贵金属化合物),可以在较低的温度下将废气中的有机污染物氧化成二氧化碳和水。这里需要注意的是催化剂的加入并不能改变原有的化学平衡,只是提高了化学反应的速度,而在反应前后,催化剂本身的性质并不发生变化。
在焚烧炉中加入贵金属催化剂,将有机废气进行催化燃烧,发生氧化反应生产无毒害的水和二氧化碳,从而达到废气处理的效果。
催化剂可以降低热力燃烧反应所需的起燃温度,节省废气治理工程的运行成本。相较于传统的废气净化技术,催化燃烧废气净化更彻底。煤触催化燃烧技术在反应的全程无明火,安全性更高。
RCO催化燃烧废气处理设备适用范围广,可处理多种行业的有机废气,装置结构简单,废气处理效率高(可达到95%以上)。在节能减排方面,催化燃烧技术因无二次污染等多项优点更符合环保的要求,是当下国家环保部门力推的一种废气净化装置。

催化燃烧废气处理设备说明
电催化氧化(Electric Catalytic Oxidizer 简称 ECO)设备能有效的降低热量损耗及能耗资源,同时大大降低净化后气体排出温度。ECO 设计独特,布局合理,具有以下特点:
①操作方便:工作时全自动控制。
②能耗低:达到一定浓度时,无功率(或低功率)运行。
③安全可靠:泄压、自保,阻火除尘、超温报警及先进的自控。
④阻力小效率高:采用当今先进的贵金属钯、铂浸渍的蜂窝陶瓷催化剂,比表面积大。
⑤占地面积小:仅为同行业同类产品的 70%。
⑤使用寿命长:催化剂一般 2 年更换,并且载体可再生。
ECO 主机由阻火除尘器、热交换器、预热器、催化反应室、主排风机、控制系统、电加热组件以及催化剂组成,是设备的核心部件。
阻火除尘器:我们进出口全部有阻火器,采用双阻火器,将设备和废气源之间的危险阻隔开来,保证处 理设备和生产设备之间的安全,同时除去废气源中的粉尘。结构为波纹网型,参照国家标准制造,更换快捷,清理方便。是本设备中安全设施之一。
热交换器:将有机气体分解后的热能和废气源冷气流进行冷热交换,置换热能,提高废气源的温度。当废气浓度达到一定值时,通过热交换器的作用,可以保证设备在无运行功率(或低功率)的状态下正常运转,是催化净化装置中对废气源进行第一次温度提升装置,也是设备中节能设施之一;通过热交换器内部对气流的合理控制,使交换器的效率保证在 60%以上。结构采用不锈钢冲压成板式换热器,合理的布置, 使冷热气流全面接触,能量进行全面置换。
预热室:废气源在进入催化燃烧室之前,经温度检测仪检测,温度达不到催化反应的条件,由布置在预热室内的电加热系统进行温度的第二次提升;电加热组件为红外线加热管,由固定绝缘板固定,维护更换十分方便。
催化反应室:采用不锈钢焊接,顶部装有防爆装置,防止催化反应室分成二级设计,内有均流板和导流板, 催化剂采用交错摆放,达到温度条件的有机废气进入第一级催化反应室反应;分二级反应的好处是当 T3 传感器检测到反应温度较高时马上减小进气浓度,避免二级催化剂温度过高,,内装蜂窝状催化剂交错摆放, 提高废气的净化效率.
主排风机:选用国内名牌优质风机,耐高温低转速,保证工作效果同时保证风机噪声不超过 85dB,没有二次污染,是整个装置气流运转的动力源。配置减振台座及减振器。
控制系统:监控所有动力点起动、停止、故障,反映整个运转过程中气体的升温、气体分解状况,对设备整个过程进行全方位安全动力保护,可以根据废气源性质及生产线状态进行设定。主要控制组件选用进口产品,保证设备的良好运行、安全性及使用寿命。
电加热组件:电加热组件为红外线电热管,利用电加热的辐射原理。电加热管由φ16 高温薄管,内衬
高温氧化镁及电加热丝组成,具有效率高、散热快、寿命长等特点,严格按照国家标准制作和验收。其性能参数为:
表 4 电加热组件参数
电功率NkW
功率偏差±10%
冷态绝缘电阻200MΩ
老化时间3000 h
拉力≥998N
热态绝缘电阻≥5MΩ
催化剂:催化剂是在化学反应中能改变反应温度而本身的 组成和重量在反应后保持不变的物质。本装置中选用的催化剂型号为工业废气 VOC 净化催化剂,是处理各种不同类型有机废气的高效广谱型催化剂。
工业废气 VOC 净化催化剂,催化剂蜂窝陶瓷做载体,内浸渍贵金属铂和钯,具有高活性、耐高温及使用寿命长等特点
有机废气处理催化燃烧设备制作安装
活性炭吸附脱附RCO催化燃烧设备,废气治理,效果显著
工业vocs废气处理,处理vocs什么工艺最好,vocs废气治理设施
 RCO催化燃烧设备,RCO催化燃烧设备厂家,RCO催化燃烧设备安装-泊头市金珠环保设备有限公司
RCO催化燃烧设备,RCO催化燃烧设备厂家,RCO催化燃烧设备安装-泊头市金珠环保设备有限公司
问:2023年锅炉价格/多少钱?
上一篇:不属别类的打火器具商标转让多少钱
下一篇:2019年各地“煤改电”数据汇总