专业供应吉林生物质锅炉除尘器,泊头市金珠环保设备有限公司专业生产各种除尘设备,锅炉除尘器设备,矿山除尘设备,铁矿除尘器,石料厂除
专业供应吉林生物质锅炉除尘器,泊头市金珠环保设备有限公司专业生产各种除尘设备,锅炉除尘器设备,矿山除尘设备,铁矿除尘器,石料厂除尘器,采石场除尘器,铁矿干选厂除尘器,洗煤厂除尘器,选煤厂除尘器,破碎机除尘器,振动筛分机除尘器,气箱脉冲袋式除尘器,单机袋式除尘器,布袋式收尘器,。除尘器配件,除尘布袋,除尘骨架,电磁脉冲阀,电磁脉冲阀膜片,脉冲控制仪,手动插板阀,卸料器等各种除尘设备及除尘器配件。也可根据客户要求进行非标设计改造。
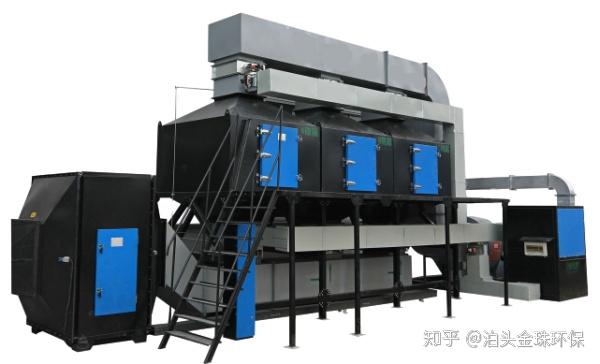
生物质锅炉除尘器本体结构主要由上部箱体、中部箱体、下部箱体(灰斗)、清灰系统和排灰机构等部分组成。
袋式除尘器性能的好坏,除了正确选择滤袋材料外,清灰系统对袋式除尘器起着决定性的作用。为此,清灰方法是区分袋式除尘器的特性之一,也是袋式除尘器运行中重要的一环。
袋式除尘器的种类很多,因此其选型计算显得特别重要,选型不当,如设备过大,会造成不必要的浪费;设备选小会影响生产,难于满足环保要求。选型计算方法很多,一般地说,计算前应知道烟气的基本工艺参数,如含尘气体的流量,性质,浓度以及粉尘的分散度,浸润性、黏度等。知道这些参数后,通过计算过滤风速、过滤面积、滤料及设备阻力、再选择设备类别型号。
锅炉布袋除尘器主要零部件的加工
袋式收尘器的主要部件为箱体、顶盖、花板、滤袋、骨架、立柱、入孔门、防爆门。为了保证质量,在整个制造过程中必须人工逐序认真进行。
用于制造收尘器的板材均有平面度要求,对超过标准的必须经平板后方可使用,一律采用剪切或半自动切割,数控切割机切割,不准用手把火焰切割,这即保证了切口表面的粗糙度,又为下道工序保证质量奠定了基础。
1顶盖、箱体、灰斗箱体、顶盖、灰斗属于大型薄板结构件,为了便于运输和安装,在我厂三大部分制造,在用户现场进行整体组装焊接,在加工制造时为了控制和减少焊接变形,我们采取了如下的工艺保证措施:首先将各大部分进一步分解成小的部件进行装配焊接,如将各箱体的侧面板、入孔门、花板等分别进行组装焊接,焊后进行修整,平整,经检查合格后,再组装焊接成大部件;其次,采用先进的焊接方法——CO2+Ar气体保护焊,电流=160-180A,电压=24-26V,焊丝为HO3Mn2SiAΦ2mm,焊接、降低焊缝热输入量,达到减少焊接变形的目的,再次设计了合格的装配——焊接顺序和焊接方向,控制和减少了焊接变形。
为了保证焊缝严密漏气的设计要求,我们对焊缝进行了煤油渗漏试验,并对不合格处进行返修,补焊,使焊缝的渗透实验100%合格。
2花板
袋式收尘器花板,厚度一般为6-8mm,在每块花板上需加工不同孔量的Φ80mm—Φ180mm孔,按设计要求,这些孔要有良好的通用性和互换性,花板表面平整,冲压后周围不得有毛刺,夹角。我们采取的方法是钳工号钻Φ3定位孔,保证孔距的精度,用冲孔模具压力机床上冲制Φ134.5mm—Φ180mm孔,再用数控铣床加工,然后由铆工对花板在平台上进行校平。这样,保证了上述技术要求。
3入孔门
入孔门的密封胶条选用耐高温的4002橡胶,为保证密封胶条粘合强度,并达到耐高温的要求,选用403粘接剂,在粘合前首先以蘸汽油的纱布团对入孔门盖板粘合表面进行脱脂。金属在脱脂后进行喷砂或打毛处理,门盖用1.5号砂纸打磨。打磨后用汽油揩擦一次并停放十分钟,准备涂胶,涂胶时,按403胶粘接剂使用说明书严格进行操作及保养。
4工作台
工作台底部由花纹钢板或规定的钢板网铺成,外沿有Φ12mm的钢棍组成的栏杆围成。各焊接部分采用连续焊接,保证工作台坚固牢靠,以确保维护人员的安全及维护工作的工作空间。
5管路系统
安装前应把所有管道吹扫干净,组装后通气前对系统吹扫干净,设备安装前,管路进行试压,不许有漏气现象(试压15分钟)管路安装后各管连接处不许漏气,用试压工装试压。
6防爆门
防爆门装配有设置力要求,装配时将防爆门固定在门柜上后进行设备力试验(用设置力试验工装)试验合格满足图纸要求后,进行总装配。
7袋笼
采用进口自动生产线一次成型。它是由顶帽、底帽和钢丝环,钢丝组成的圆结构件,上下帽结构比较复杂,它要求所有表面均应光滑、无裂痕等缺陷,我们对上下帽零件的形状,分别采用8套工装加以保证,为了保证钢丝的强度和提高外观质量,我们采用Φ6.5mm圆钢拉制,而后在对焊胎上成体组对,修磨达到技术要求。在顶帽配有专制文氏管(钢制文氏管),引导气流直接进入滤袋,使气流更顺畅、清灰更彻底、更干净。
8装配
整体密封性
A、壳体进气管道,各种气阀等部件所有气密性要求的焊接头均作煤油渗漏试验,确保100%合格后再转入下道工序。
B、各管道,阀体等联接处,涂平面密封胶和螺纹密封胶,提高密封的可靠性。
C、入孔门,检查门在装配时,先与相关件结合而打磨修研接触门达98%以上,再涂粘接剂、粘接密封垫,达到关闭严密不漏气出厂前将管理系统固定的箱体上并将电控箱与反吹装置管路接通后,通入反吹风,按技术条件规定的程序试验,试验结果,反吹清灰装置工作稳定,准确可靠,反吹装置动作灵活,关闭到位,严密不漏气,符合技术要求。
9表面处理与涂漆
对结构件的内外表面在涂漆前进行喷沙处理,将氧化层打磨掉,露出金属光泽,并且要求处理后五小时内涂漆,这样保证了漆工膜的附着力和漆膜强度。
质量控制上,首先对用户签订的合同进行评审,确保顾客的每项要求我厂都能做到,对存在问题与顾客一道找出解决办法,保证合同顺利实施,在对设计控制基础上,严格控制采购。所有进厂原材料及配套件进行检验,不合格不准入库,对零部件做标识,记入产品档案,对质量形成过程进行记录,以便追溯,除按工艺要求对关键设备进行认可外还要对所有检验、试验及加工设备进行定期检查确保满足检验要求,对出现的不合格品要隔离并做出标识,严格按程序文件进行处理,确保出厂产品合格率100%。在生产过程中欢迎顾客来我公司现场监制,可以查阅质量记录,使顾客对整个设备制造过程中质量状况进行全面掌握,使顾客满意。

问:2023年锅炉价格/多少钱?
上一篇:锅炉及压力容器用钢
下一篇:小型锅炉黑烟处理设备哪家好