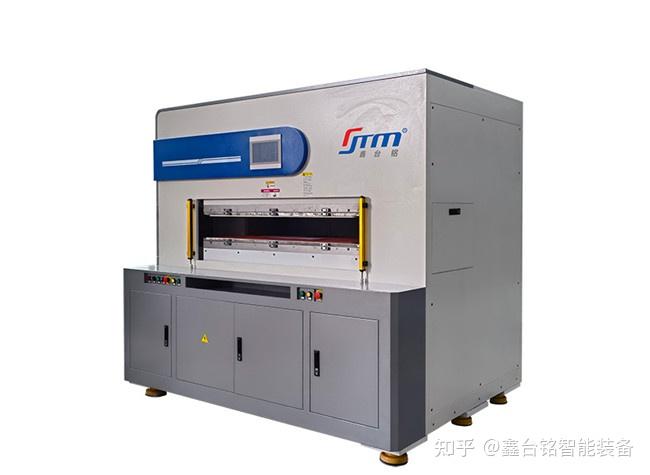
真空热压机(真空压合机)
真空热压机设备采用四柱式结构设计,配备精密伺服电机驱动,自动将产品移动到热压工位进行抽真空热压,冷压工位冷却保压成型,动作结构平
真空热压机设备采用四柱式结构设计,配备精密伺服电机驱动,自动将产品移动到热压工位进行抽真空热压,冷压工位冷却保压成型,动作结构平稳高效,可兼容各种新型隔热材料的热压封装成型工艺。配备PLC微电脑触控式操作系统,集成温度防呆,压力、温度、真空度多组生产数据实时显示和调节,配备安全光栅、信号报警灯,平衡脚杯,适用于各种真空压合成型工艺的产品。
真空热压机(真空压合机)采用单开口式,并采用液压式压合,其各层开口之板材夹于上下两热压盘间,压力由下往上压,热力则由上下热压盘加热传至板材。整个压合工艺流程为:上料、压制、下料。其中,采用数控压力传感器进行压力控制,加热方式采用电加热。压合时采用加热盘进行平坦性压合,固定传热效率快的硅铝板。采用离形膜进行离形作用,防止复印,利用玻纤布抑制流胶量,阻隔矽油,防止滑动。并采用硅钢板,增加平坦度等。
开口数:
1.工作台面(开口数):单开口
2.下工作台型出入:带型出入
真空:
1.抽真空方式:治具室内抽真空
2.最大工作真空度:720-760mmHg
操控:
1.控制方式:PLC 控制
2.操作方式:机械按钮
主要优点:
1、操作简单、实用。
2、成本低,无维护。
3、能耗低省空间,维修方便。
4、品质易控制。
5、产品变形小,溢胶量少。
6、成型压合前,先抽真空,气囊填充式压合,更适合高低落差大的产品这压合。
主要结件配件:
1、油压缸:活塞式,共3只,进口密封圈,自制活塞油缸。
2、侧板:整体钢板加工,结实,不变形。40mm45#优质碳钢、热处理。
3、顶板、底板:45#优质钢板,镀铬处理,结实,镀铬防生锈。
4、加热板:锰钢,热处理,镀铬,变形小,镀铬防生锈。
5、真空系统:真空采用油式真空泵,抽气速度快,寿命长。
6、增压系统:增压系统采用长制程增压泵,压力输出稳定。
7、液压系统:所有阀均采用进口元器件,稳定,不掉压,不漏油。
隔热板:玻璃纤维+耐高温树脂
控制方式:触摸屏控制+数字压力控制
加热方式及热板工作表面温差(感温线):电热管加热(±5℃)
加压后相邻两热板的平行度(感压纸):压力纸着色面积≥80%

设备特点:
1、采用伺服油路系统,3只活塞缸,低噪音,高效节能,成品率高。
2、采用电加热,温度均匀稳定,误差在±5度内,大大提高产品的良率。
3、真空采用油式真空泵,抽气速度快,寿命长。真空泵0.75Kw。
4、加热板采用锰钢,热处理,镀铬,经久耐用,不变形。
5、加热温度升温过程可设置多段加热,使温度更准确,上下独立控制加温。
6、PLC微电脑触摸屏控制,数字压力控制,温度、速度可调可控。
7、品质易控制,稳定,产品变形小,溢胶量少。
8、操作简单,实用。成本低,能耗低,省空间,维修方便。
设备功能:
1、触摸屏微电脑控制:性能稳定,外观美观,操作简单。
2、加热盘温度均匀稳定:每个加热盘都采用了4组感温电偶和温度控制器,使热盘的温度绝对均匀和稳定。
3、产品变形小,溢胶量少:压合机压制时间短,一次只需一至二分钟,时间大大缩短,对产品来说不论从变形或溢胶都有大大的改善,从而使产品质量及合格率得以很大提高。
4、高效率,低耗能:压合机压制过程为:上料-压制-下料,过程为约二分钟。由于免去了升温和降温工作,从而大量节约了升温所需的电能和降温所需要水(油)能及升温降温所消耗的时间。
5、压力均匀测试:着色面积为80%以上。
6、压盘表面平行度:机械加工精度为5丝以内。
7、油缸上升,下降速度:时间都在5秒以内。
安全设计:
1、电控保护:过载、过流、漏电自动保护功能。
2、压力报警:当压力和设定值偏差超过接收值时,机台自动报警,并提示报警原因。
3、温度控制:温度达不到或超过接收范围时,机台会提示温度报警。
4、双手操作:如无送料器时,机台需双手操作才能启动,以保证操作员安全。
5、系统监控:控制系统会对整个机台作全方位监控,并及时提示相关参数。
6、安全光栅:机台两个温区均独立安全光栅保护,以确保人员操作安全。

下一篇:碳纤维复合材料真空热压机