Q1= n2Dh1(D-h1)ntan φ +tan φ 提高固体物料输运速率的方法 ①提升D大型螺杆加工困难,挤出机加大 ②提升h1螺杆根径减小,易扭断 ③提升n扭矩增大,且熔化段停留时间下降

7、分散相总就是较基体强度与硬度高、刚度大。()8、玻璃钢问世于二十世纪四十年代。(v)9、一般酚醛树脂与沥青的焦化率基本相同,在高压











7、分散相总就是较基体强度与硬度高、刚度大。()
8、玻璃钢问世于二十世纪四十年代。(v)
9、一般酚醛树脂与沥青的焦化率基本相同,在高压下,它们的焦化率可以提高到90%。(v)
10、硼纤维就是由三溴化硼沉积到加热的钨丝芯上形成的。(V)
二、判断题(20分,每题2分)【得分:
】
1、复合材料就是由两个组元以上的材料化合而成的。()
2、混杂复合总就是指两种以上的纤维增强基体。()
3、层板复合材料主要就是指由颗料增强的复合材料。()
4、最广泛应用的复合材料就是金属基复合材料。(×)
5、复合材料具有可设计性。(v)
6、竹、麻、木、骨、皮肤就是天然复合材料。()
78910BACA
11、对玻璃纤维与聚酰胺树脂构成的复合材料命名不正确的就是()。A.玻璃纤维聚酰胺树脂复合材料B.玻璃纤维/聚酰胺树脂复合材料C.聚酰胺材料D.聚酰胺基玻璃纤维复合材料
12、目前,复合材料使用量最大的增强纤维就是()。
A.碳纤维B.氧化铝纤维
C.玻璃纤维
D.碳化硅纤维
13、目前,复合材料使用量最大的民用热固性树脂就是()。
A.环氧树脂B.不饱与聚酯
C.酚醛树脂
D.尼龙
14.聚合物基复合材料制备的大体过程不包括()
A.预浸料制造B.制件的铺层
C.固化及后处理加工D.干燥
15、有关环氧树脂,说法正确的就是()
A、含有大量的双键B、使用引发剂固化
C、使用胺类固化剂固化D、属于热塑性塑料
题号1112
答案CCBDD
7、碳纤维增强环氧复合材料力学性能受吸湿影响,原因之一就是()A、环氧树脂吸湿变脆。B、水起增塑剂作用,降低树脂玻璃化温度。
C、环氧树脂发生交联反应。D、环氧树脂发生水解反应。
8、玻璃纤维()
A、由SiO2玻璃制成。B、在所有纤维中具有最高的比弹性模量。
C、其强度比整块玻璃差。D、价格贵、应用少。
9、生产锦纶纤维的主要原料有()
A、聚碳酸酯。B、聚丙烯腈。
C、尼龙。D、聚丙烯。
10、晶须()
A、其强度高于相应的本体材料。B、长径比一般小于5。
C、直径为数十微米。D、含有很少缺陷的长纤维。
题号123456
答案CABADA
一、选择题(30分,每题2分)【得分:
】
1.复合材料中的“碳钢”是()
A、玻璃纤维增强A1基复合材料。B、玻璃纤维增强塑料。
C、碳纤维增强塑料。D、氧化铝纤维增强塑料。
2.材料的比模量和比强度越高()
A、制作同一零件时自重越小、刚度越大。
B、制作同一零件时自重越大、刚度越大。
C、制作同一零件时自重越小、刚度越小。
D、制作同一零件时自重越大、刚度越小。
3.在体积含量相同情况下,纳米颗粒与普通颗粒增强塑料复合材料()A、前者成本低B、前者的拉伸强度好
C、前者原料来源广泛D、前者加工更容易
4、Kevlar纤维()
A、由干喷湿纺法制成。B、轴向强度较径向强度低。
C、强度性能可保持到1000℃以上。D、由化学沉积方法制成。
5、碳纤维()
A、由化学沉积方法制成。B、轴向强度较径向强度低。
C、强度性能可保持到3000℃以上。D、由先纺丝后碳化工艺制成。6、聚丙烯增强塑料的使用温度一般在:()
A、120℃以下B、180℃以下C、250℃以下D、250℃以上
(3)稀释剂
稀释剂的目的是降低溶胶塑料的粘度和削弱分散剂的溶剂化能力。稀释剂是烃类,沸点一般为100~200℃。但稀释剂的沸点均应低于分散剂。(4)胶凝剂
胶凝剂的作用是使溶胶体变成凝胶体。
当溶胶体中加有胶凝剂时,即能在静态下以物理力结成的三维结构的凝胶体。宾哈流体。常用的胶凝剂有金属皂类和有机质膨润土,后一类比前一类效果好,但无润滑作用。胶凝剂的使用量约为树脂的3%~5%。
(5)填充剂
填充剂是磨细或沉淀的碳酸钙、重晶石、煅烧白土、硅土和云母粉等。
颗粒大小和形样对填充剂的分布均匀性和制品的性能具有一定的影响。
填充剂的吸油量对溶胶塑料的粘度有影响,吸油量大,粘度增加越大。填充剂的用量一般不超过树脂的20%。
(6)表面活化剂
用来降低或稳定溶胶塑料的粘度的。
常用的有三乙醇胺、羟乙基化的脂肪酸类和各种高相对分子质量的烷基磷酸钠等。用量一般不超过树脂的4%。Back
(3)稀释剂
稀释剂的目的是降低溶胶塑料的粘度和削弱分散剂的溶剂化能力。稀释剂是烃类,沸点一般为100~200℃。但稀释剂的沸点均应低于分散剂。(4)胶凝剂
胶凝剂的作用是使溶胶体变成凝胶体。
当溶胶体中加有胶凝剂时,即能在静态下以物理力结成的三维结构的凝胶体。宾哈流体。常用的胶凝剂有金属皂类和有机质膨润土,后一类比前一类效果好,但无润滑作用。胶凝剂的使用量约为树脂的3%~5%。
(5)填充剂
填充剂是磨细或沉淀的碳酸钙、重晶石、煅烧白土、硅土和云母粉等。
颗粒大小和形样对填充剂的分布均匀性和制品的性能具有一定的影响。
填充剂的吸油量对溶胶塑料的粘度有影响,吸油量大,粘度增加越大。填充剂的用量一般不超过树脂的20%。
(6)表面活化剂
用来降低或稳定溶胶塑料的粘度的。
常用的有三乙醇胺、羟乙基化的脂肪酸类和各种高相对分子质量的烷基磷酸钠等。用量一般不超过树脂的4%。Back
1.残余应力引起的裂纹
对于超填情况之下的开裂,解决方法主要有下列几个方面:由于直闸门的压力损失很小,如果开裂主要发生在直闸门邻近,可考虑采用多点配点闸门、侧闸门和拉手闸门;在树脂不分解变质的前提之下,适当提高树脂温度可以降低熔体粘度,提高流动性,降低注射压力,降低应力;一般来说,模具温度较低时,容易产生应力,因此应适当提高温度。但当注射速度较高时,即使模具温度较低,也能降低应力;如果注射时间和保温时间过长,也会产生应力,宜适当缩短或切换保温时间的次。
2.内部应力引起的开裂
此处的外部应力主要是由于设计不合理引起的应力集中,特别是在尖角处。
3.外部环境引起的开裂。
化学剂、吸湿引起的水降解、过度使用再生材料会降低物理性能并引起开裂。
5.6.2溶胶塑料的组成与作用
溶胶塑料所含组成有树脂、分散剂、稀释剂、胶凝剂、
稳定剂、填充剂、着色剂、表面活化剂以及为特殊目的而加入的其他助剂等。
各组分的作用
(1)树脂
采用的树脂应具有成糊性能。
对其粒度要求是:用于塑性溶胶塑性凝胶的,直径约0.20~2.0μm,其他两类则为0.02-0.2μm。颗粒太大易在分散体中下沉。颗粒太小室温下常会过度溶剂化使溶胶塑料的粘度偏高。
(2)分散剂
分散剂包括增塑剂和挥发性溶剂两类,这两
类物质都是极性的。
增塑剂和挥发性溶剂的粘度大小对溶胶塑料
的粘度有直接的影响,即粘度高的,所配溶胶塑
料的粘度也高。
增塑剂和挥发性溶剂的溶解能力大小对溶胶
塑料的存放时间有影响,溶解能力越大的,粘度
增长快,越不利于久放。
5.5.3溶液的配制
为了加速聚合物等的溶解,通常用带有强烈搅拌和加热夹套的釜。以下两种工业上常用的具体配制方法。
(1)慢加快搅法
配制时,先将选定的溶
剂在溶解釜内加热至一定温度,然后在快速搅拌和定温下,缓缓加入粉状或片状的聚合物,
直至投完应加的量为止。投料的速率应以不出现结块现象为度。缓慢加料的目的在于使聚合物完全分散之前不致结块,而快速搅拌则既有加速分散和扩散作用,又借搅拌桨叶与挡板间的剪应力来撕裂可能产生的团块。Back
(2)低温分散法先将溶剂在溶解釜内进行降温,直到它对聚合物失去活性的温度为止,然后将应加的聚合物粉状物或片状物一次投入釜中,并使它很好地分散在溶剂中,最后再不断地搅拌将混合物逐渐升温。这样当溶剂升温而恢复活性时,就能使已经分散的聚合物很快溶解。
配制溶液时,在可能的情况下温度尽量低,以减少溶剂的过多损失和提高生产安全性。另外,高温引起聚合物的降解。搅拌过猛也可使聚合物有一定降解。用上述方法配制的溶液均须经过滤、脱泡后方能使用。
5.5.2聚合物的溶解
(1)无定形聚合物
聚合物溶解是通过溶胀和扩散来完成的。溶剂分子侵入聚合物分子链段间的空隙,发生溶剂化,聚合物的体积逐渐膨胀,即发生溶胀。粘性的小团块粘结成较大团块,若不搅动溶涨和扩散需要几天时间,才能成为溶液。溶解过程的关键是加速溶胀和扩散作用,其办法通常有:采用疏松或颗粒较小的聚合物作原料;加热溶解,利用搅拌防止团块的发生或摧毁团块等。Back
(2)晶形聚合物
也是溶胀和扩散两个过程,但比无定型聚合物困难和复杂。
因为结晶区但是由于它们的分子排列很规整,敛集比较紧密和分子间的作用力大。许多晶形聚合物室温时在溶剂中只能作轻微的溶胀而不溶解。升高温度晶型被破坏,有利于溶解。
(4)细度与均匀度
细度是指塑料颗粒直径的毫米数
均匀度是指颗粒间直径大小的差数
(A)细度与塑料的比体积有关。颗粒小的塑料能提高制品的外观质量。有时还能提高制品的介电和物理力学性能。颗粒太小的塑料并不是很好的,因为它在压制中所包入的空气不容易排出,甚至还会引起制品在脱模时起泡。
(B)均匀度好的塑料,其比体积较一致,可以采用容量法计量,受热也比较均匀,使制品质量有所提高。
⑤压缩率制品的相对密度塑料的表观比容积
压缩率=塑料的表观相对密度制品的比容积
塑料的压缩率总是大于1。
压缩率越大,所需模具的装料室也越大,不仅模具耗费钢材多,而且不利于加热。
压缩率越大,装料时带入模具中的空气就越多,如需排出空气,便会使成型周期增长。
⑥硬化速度
硬化速率是指用塑料压制标准试样(一般用直径为100mm厚为5mm±0.2mm的圆片)时使制品物理力学性能达到最佳值的速率,通常都用“秒/毫米厚度”来表示,此值越小时,硬化速率就越大。
硬化速率依赖于塑料的交联反应性质和成型条件。
硬化速率应适当,过小时成型周期长,过大时又不宜用作压制大型或复杂的制品。
(2)热塑性塑料的工艺性能
与热固性塑料的工艺性能基本相同。
①硬化速率
热塑性塑料在成型时的硬化是物理的冷却过程,与模具的冷却速率有关。
②收缩率
与热塑性塑料收缩最密切的是塑料体积与温度和压力的关系。前者表现为热收缩,后者则为弹性恢复。B
图5-20为无定形聚合物加热与冷却
时的比体积-温度典型曲线。
A→B升温,体积膨胀
B一C冷却,体积收缩
C→A在等温情况下体积回到原来的
平衡态。但时间很长(数天)。
CA过程所需的时间依赖于加热和冷
却的速率。如果极为缓慢,则AB与BC两Tg
温度
曲线就可以重合。
另,体积压力成反比。图5-20无定型聚合物加热与
冷却式的体积与温度典型曲
线
热塑性塑料的流动性是它在熔融状态下的粘度
的倒数。
流动性不仅依赖于成型条件(温度、压力、剪
切速率),而且还依赖于塑料中的聚合物和助剂的
性质。前面已经讨论。其关系已在本篇第2章和本
章有关的章节中讨论过。
熔体流动速率(Melt flow rate)也反映某些热塑
性塑料的流动性能。Back
5.5溶液
5.5.1溶液的组成与作用
用流延法生产薄膜、胶片及生产某些浇铸制品等常常使用聚合物
的溶液作为原料。
溶液的主要组分是溶质与溶剂。
溶质是聚合物和除溶剂外的有关助剂,
溶剂通常则是指烃、芳烃、氯代烃类、酯类、醚类和醇类。溶剂的选择:溶解性能、无色、无毒、化学稳定性高等等。溶解原理:“结构相似相容原理”来判断溶解性可靠性差,可由从
热力学推导出的溶度参数δ来判断。
δ=(AE1V)
式中△E为物质的摩尔蒸发能量(以J计);
Vm为摩尔体积(cm3/mol).
如果聚合物与溶剂两者的溶度参数近于相等(差值在0.1以内),
则两者即能互溶,相差较大时,则溶解就有限制或不溶。Back
②流动性
塑料在受热和受压下充满整个模具型腔的能力称为
流动性。它与塑料在粘流态下的粘度有密切关系。
目前测定方法有三种:
(A)测流程法:在特定的模具中,一定温度、压力及施压速率下,测定塑料在模具中的流动距离。最简单。
(B)测流动时间法:从开始对模具加压至模具完全关闭所需的时间。
(C)流程时间测量法:将上两法结合起来,用流动速度来表示。
影响流动性因素可归为两类
(A)属于塑料本身的,一般树脂相对分子质量越小,填料颗粒细小而又呈球状的,增塑剂、润滑剂、水含量增高时,流动性增大。
(B)属于模具与成型条件的,模具型腔表面的光洁程度和流道的形状工艺条件;模具和制品的设计等。
③水分与挥发分
塑料中水分与挥发分过多时,会使其流动性过大(水分有增塑作用);成型周期增长,制品收缩率增大,多孔以及易于出现翘曲、表面带有波纹和闷光等现象。更重要的是降低了制品的介电性能和力学性能。
绝对干燥的塑料也是不适用的,因其流动性较低,预压和压制发生困难。
②流动性
塑料在受热和受压下充满整个模具型腔的能力称为
流动性。它与塑料在粘流态下的粘度有密切关系。
目前测定方法有三种:
(A)测流程法:在特定的模具中,一定温度、压力及施压速率下,测定塑料在模具中的流动距离。最简单。
(B)测流动时间法:从开始对模具加压至模具完全关闭所需的时间。
(C)流程时间测量法:将上两法结合起来,用流动速度来表示。
影响流动性因素可归为两类
(A)属于塑料本身的,一般树脂相对分子质量越小,填料颗粒细小而又呈球状的,增塑剂、润滑剂、水含量增高时,流动性增大。
(B)属于模具与成型条件的,模具型腔表面的光洁程度和流道的形状工艺条件;模具和制品的设计等。
③水分与挥发分
塑料中水分与挥发分过多时,会使其流动性过大(水分有增塑作用);成型周期增长,制品收缩率增大,多孔以及易于出现翘曲、表面带有波纹和闷光等现象。更重要的是降低了制品的介电性能和力学性能。
绝对干燥的塑料也是不适用的,因其流动性较低,预压和压制发生困难。
5.4.3粉粒料的工艺性能
为了正确控制成型作业和提高制品质量,了解粉料和粒料(包括热固性塑料)的工艺性能是十分重要的。
“模塑(成型)周期”的定义:它是指循环而又按一定顺序的模塑作业中,由一个循环的某一特定点进至下一循环同一点所用的时间。
例如:从粉料或粒料加入模具中起,经加热加压、硬化到解除压力、脱出制品、清理模具至重新开始加料为止所需的总时间。
(1)热固性塑料的工艺性能
热固性塑料的工艺性能主要有以下六种:
①收缩率
在模具中成型中,当制品冷却到室温后,其尺寸将发生收缩。收缩率的定义由下式表示。
式中:
S=x100%S——塑料的收缩率;
Lo——模具型腔在室温和标准压力下的单维尺寸;
L—制品在相同情况下与模具型腔相应的单维尺寸。
S在各维的变化比较复杂,有零、相等和不相等的变化。影响热固性制品收缩的基本原因:
(A)化学结构的变化:制品中的聚合物是体型结构,而
所用塑料中的则为线型结构,前者的密度较后者为大,因而
产生了收缩。
(B)热收缩:塑料的热膨胀系数比钢材大,故制品冷却
后的收缩较模具为大。
(C)弹性回复:制品在硬化后并非刚性体,脱模时压力
降低即有一弹性回复。这将会减小收缩率。
(D)塑性变形:脱模时压力降低,但模壁仍紧压着制品
四周,从而使制品发生局部塑性变形。发生变形部分的收缩
率比没有发生的要大些。
影响制品收缩率的因素可归为三类
(A)工艺条件;
(B)模具和制品的设计,
(C)塑料的性质。
5.2.3混合设备的简介
塑料工业中常用的混合设备有:
捏合机(图5-13)、高速混合机(图5-14)、转鼓式混合机(图5-15)、管道式捏合机(图5-16)等,主要用于初混合;
双辊塑炼机(图5-17)、密炼机(图5-18)和挤出机等主要用于混合塑炼。捏合机
图5-13捏合机高速混合机
进料口
图5-14高速混合机回转盖
1-回转容器盖;2-回转容器;
3-挡板;4-快速叶轮;5-放料口;容器
6-电动机;7-机座挡板
叶片电机
出料口底座
高速混合机东方仿真CPYRGHT
①原料的预处理
过筛或吸磁处理除去粒状杂质和金属杂质等,过筛还会使聚合物颗粒度大小比较均匀,以便与其它添加剂混合。
干燥对易吸湿的聚合物进行干燥。
增塑剂的预热以降低其粘度并加快其向聚合物中扩
散的速度,加速溶胀,提高混合效率。
配成浆料或母料防老剂、色料和填料等添加剂等组分的固体粒子大都在0.5μm左右,在塑料中分散困难,且粉尘严重。
②称量
保证物料各组分比例准确可靠,以保证制品的性能和质量。
输送
前面已经讨论
(2)原料的初混
对于非润性物料,该混合是在聚合物熔点温度以下和较为缓和的剪切应力下进行的一种简单混合。
初混过程只是增加各组分微小粒子空间的无规排列程度,而并不减小粒子本身。在塑炼前进行初混的理由为:
①塑炼要求的条件比较苛刻,所用设备的承料量不可能很大。
②由于塑炼设备特性的限制,若不进行初混,达到塑炼要求的塑炼时间必须延长。即延长了生产周期,又使树脂产生更多的降解。
混合工艺加料的次序一般为:树脂、稳定剂、加工助剂、冲击改性剂、色料、填料、润滑剂等顺序加入。
对于加液体组分的润性塑料,增塑剂要完全渗入聚合物内部。提高塑炼效果。
转鼓式混合机、高速混合机、捏和机等混合设备主要用于初混合。
(3)初混物的塑炼
塑炼目的是借助温度和剪切力使聚合物获得熔化、剪切、混合等作用,使各组分的分散更趋均匀和驱出其中的挥发物(如驱出残存的单体、催化剂残余体等),使物料有利于输送和成型。
混合塑炼是在流动温度以上和高剪切力
下进行的,这可能会造成聚合物分子的
热降解、力降解、氧化降解以及分子的2200
定向等。此外助剂也会对其产生影响以1
及助剂自身的性能变化。见图5-192000
18002
因此,不同的塑料而
应有相宜的塑炼条件,1600
年3
并需通过实践来确定。1400
主要的工艺控制条件是1200
塑炼温度、时间和剪切1
2345
塑炼时间,小时Back
力。图5-19不同初期聚合度的聚氯乙烯
塑炼时间与聚合度的关系(150℃)(4)塑炼物的粉碎和粒化
粉碎将片状塑炼物用切碎机先初碎。再用粉碎机完成的,其颗粒大小不等。
粒化粒料是用切粒机来完成,塑炼物可以是片状也可是条状。
27/63
混合不均匀度可由下式来表示:
100∑(C1-C)2n
k
CCon-1
式中:
C1试样某一组分浓度;C同一组分理想均
匀情况下的浓度;
n为取样次数;K。不均匀系数。
生产中根据配制物料的种类和使用要求来掌握混合的程度并尽量做到以下三方面:
1)在混合过程中要尽量增大不同组分间的接触面,减少物料的平均厚度;
2)各组分的交界面(接触面)应相当均匀地分布在被混合的物料中;
3)使在混合物的任何部分,各组分的比率和整体的比率相同。
5.3.2混合程度的评价
(1)液体物料混合效果的衡量
可以分析混合物不同部分的组成差异情况。
(2)固体或塑性物料混合效果的衡量
①
物料的分散程度
物料的分散程度从图5-11可以明显看出,三种情况是相差很远的。关于物料的分散程度,通常都可从混入物料间的距离来考虑。距离越短,分散程度越好。而物料间的距离,则与各组分粒子的大小有关。粒子的体积越小,或在混合过程中不断减小粒子的体积,则可达到的均匀程度越高(见图5-12)。S
rV
ab
C
图5-11两组分固体物料的混合情况图5-12两组分混合时条痕厚度
V微粒的体积S粒子表面积
V
r=S越大距离越短,分散程度
S/2越好
2组成的均匀程度
组成的均匀程度是指混入物占物料的比率与理论或总体比率的差异。但就是相同比率的混合情况也是十分复杂的。
取样分析其组成,如结果与总组成相等,则均匀度高。但取样点要有足够的量。均匀度是统计值。均匀度变化见图5-12。
ab
C
d
图5-12混合均匀度示意图
③剪切作用
剪切作用是利用剪切力促使物料组分均一的混合过程。见图5-9。在剪切力作用下,物料块本身体积没有变化,只是截面变小,向倾斜方向伸长,并使表面积增大和扩大了物料分布区域,而达到混合。特别适用于塑性物料,因其粘度大,流动性差。
剪切的混合效果与剪切速率的大小和剪切力的方向有关。
剪切速率越大,对混合作用越为有利。
剪切力对物料的作用方向,最好是能不断作90度角的改变。如双辊塑炼等图5-9塑性物料在剪切作用下的变形
混炼操作有搅拌、P
混合和塑炼。s
A
压缩、剪切和分配:
人
D
BB
B
置换称之为混炼三要素。
如图5-10。整个混炼分P
SS
散操作是由这三要素多
方面反复地进行才完成
的。s
在聚合物混合过程D
中,混合机理包括“剪
切”、“分流、合并和图5-10混炼三要素
置换”挤压(压缩)”、P-压力S-剪切D-置换
“拉伸”、“集聚”诸
作用。Back
(2)气力输送装置
(A)负压式气力输送装置如图5-3,适用于单机供料
原理是风机将料斗内抽成
真空,使物料通过接料器上料
管吸到料斗内,上料时间由时
间继电器控制。延长时间一到
即切断电源,风机停止工作,
料斗内压力回升至大气压力,图5-3DY250A上料机
靠自身重量打开放料活门,将
物料加入成型机料斗内。(B)正压式气力输送装置如图5-4和图5-5
1图5-4正压力输送装置
1-直送管2-送料弯管3-料斗4-闸门5-文丘里管6-高压风机图5-5文丘里挤压机构
16/63
C)脉冲式密相输送装置
如图5-6图5-6脉冲式密相输送流程
1一原料2一气动密封板3一料斗
一气体分配器5一脉冲发生器和电磁
6一输送管道内的气体7一输送管道
内的物料8一空精Back
5.3原料的混合
混合的目的是将原料各组分相互分散以获得成分均匀物料的过程原料混合后的均匀程度显然将直接影响制品质量,混合是关键问混合过程分析和混合物的鉴定是一个十分复杂的问题。一个混合
物通常由两种或更多可鉴别组分组成。
凡是只使各组分作空间无规分布的称为简单混合(见图5-7)如果还要求组分聚集体尺寸减小的则称为分散混合(见图5-8)。在塑料配制过程中,大多数为分散混合。
●0●0●0
剪切等作用●●●
●●●0
●●●
混合前混合后
图5-7混合过程两物料所占空间位置变化示意图
固体物质
或颗粒机械分散
分散体系
溶解气化凝结
凝聚分散
原子或分
子分散沉积
沉积物
图5-8分散作用示意图Back
5.3.1混合作用机理
混合、捏合、塑炼是属于塑料配制中常用的混合过程一般不容易被区分。
一般来讲:
混合是指粉状固体物的混合
捏合是指液体与粉状(纤维状)固体物料的浸渍与混合塑炼是指塑性物料与液体或固体物料的混合。
前两者是在低于聚合物流动温度和缓和的剪切力作用下进行的。
而塑炼是在高于聚合物流动温度和高剪切力作用下进
行的。混合和分散过程被认为是一个层流又能变形
的流体,物料产生层状剪切形变。
混合一般是靠扩散、对流和剪切作用来实现的。
(B)按气流中固相浓度分类
气力输送中常用混合比μ表示气流中的固相浓度。
G物
G
式中:
G物——单位时间内输送物料的量(kg/h);
G气——单位时间内通过输料管的空气量
(kg/h)。
根据混合比的大小,气力输送可分为:
1)稀相输送:混合比在25以下(一般μ=0.1-5)。在稀相输送中,固体颗粒呈悬浮状态。塑料加工厂的集中或独立的气力输送装置应用稀相输送较多。
2)密相输送混合比大于25。在密相输送中颗粒呈集团状态。
密相输送的特点是低风量和高混合比,物料在管内呈柱塞状运动,密相输送在塑料加工厂一般可用作塑料粉料的输送,如PVC树脂的输送
5.2.2材料的输送
随着塑料工业的发展,材料的输送已采用气力输送。
(1)气力输送的分类
(A)按气流压强分类
(a)负压式专为一个或几个取料点把料抽到指定的投料点
输送物料的管道处于负压状态下工作。
气源真空度不超过10kPa的称为低真空式。主要用于近距离、
小输送量的粉料的输送。
气源真空度在10~50kPa间的称为高真空式,主要用于粒料的
输送,吸引距离不超过50~100m。
目前塑料加工厂的气力输送装置大都采用负压式。
(b)正压式把物料从一处运到他处或高处
输送物料的管道处于正压状态下工作。有低压式和高压式二
种。一般都是低压式,气源表压力不超过50kPa,适用于粉料或粒
料的近距离输送。
9/63
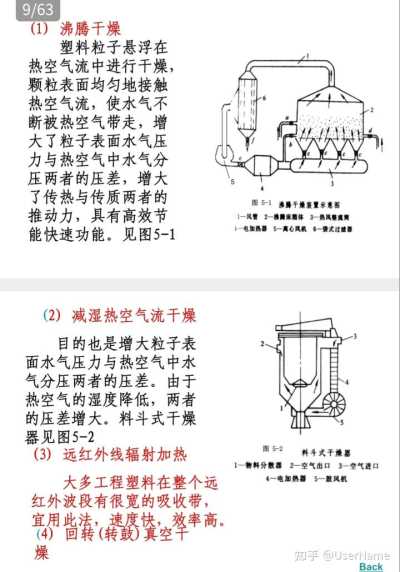
(1)沸腾干燥
塑料粒子悬浮在
热空气流中进行干燥,
颗粒表面均匀地接触
热空气流,使水气不
断被热空气带走,增
大了粒子表面水气压
力与热空气中水气分
压两者的压差,增大5
了传热与传质两者的图5-1
沸腾干燥装置示意图
推动力,具有高效节1一风管2-沸腾床箱体3一热风整流筒
能快速功能。见图5-14一电加热器5一高心风机6一袋式过滤器
(2)减湿热空气流干燥3
目的也是增大粒子表2
面水气压力与热空气中水
气分压两者的压差。由于
热空气的湿度降低,两者
的压差增大。料斗式干燥
器见图5-2
(3)远红外线辐射加热图5-2
料斗式干燥器
1一物料分散器2一空气出口3一空气进口
大多工程塑料在整个远4一电加热器5一鼓风机
红外波段有很宽的吸收带,
宜用此法,速度快,效率高。
(4)回转(转鼓)真空干
燥Back
方法:
聚酯PET合成路线:直缩法、酯交换法、环氧乙烷法。BHET(对苯二甲酸二乙二醇酯)合成酯交换法:对苯二甲酸二甲酯(DMT)与乙二醇(EG)直接酯化法:对苯二甲酸(TPA)与EG直接酯化。
1、尼龙-6:由己类酰胺水解聚合,另外还有阴阳离子聚合。尼龙-66:己二酸,己二胺质子催化聚合。
2、聚丙烯腈:通常由丙烯腈自由基引发剂引发聚合而成,一步法可溶解单体和聚合物的溶剂(NaSCN水溶液,氢氧化锌水溶液,二甲基亚,聚合物可直接纺丝),两步法可溶解单体不能溶解聚合物的溶剂(合成絮状聚合物后再溶解纺丝)。
3、聚乙烯醇:由乙酸乙酯聚合成聚乙酸乙烯酯,醇解成聚乙烯醇。
4、聚氯乙烯:由单体VC在自由基型引发剂引发下经悬浮聚合法合成
5、聚丙烯:见前面
24、写出七大合成橡胶的名称,简称及聚和方法?
丁苯橡胶SBR,顺丁橡胶BR,异戊橡胶IR,丁基橡胶IIR,乙丙橡胶EPDM,氯丁橡胶CR,丁腈橡胶NBR。
丁苯橡胶SBR聚合方法:氧化还原引发体系低温乳液聚合,丁二烯一苯乙烯阴离子共聚反应生产溶液聚合丁苯橡胶。
顺丁橡胶BR:丁二烯经配位聚合得到顺式-1,4-含量在96~98%的聚丁二烯,称为顺丁橡胶,产量占合成橡胶的第二位。
异戊橡胶IR:异戊二烯经配位聚合得高顺式1,4-聚异戊二烯橡胶,简称异戊橡胶,其结构与天然橡胶一样,又称合成天然橡胶。聚合工艺与BR相似,采用溶液聚合,引发体系有三类:Ziegler-Natta型:非均相引发剂,烷基锂型:主要是丁基锂,稀土型。丁基橡胶IIR:由主要单体异丁烯和少量辅助单体异二烯经阳离子聚合而成,聚合温度在-100℃左右。有溶液聚合和淤浆聚合两种,工业上主要采用淤浆法。以氯代甲烷作溶剂。用液态乙烯作冷却剂。
乙丙橡胶EPDM:由乙烯和丙烯经配位聚合而成,常加少量的非共轭二烯烃作第三单体。采用Ziegler-Natta催化剂(V-A1),合成工艺有以下两种:溶液法:用己烷作溶剂:悬浮法:用液态丙烯作悬浮剂。第三单体:双环戊二烯、亚乙烯降冰片烯、1,4-己二烯。
氯丁橡胶CR:氯丁二烯经自由基乳液聚合成CR。
丁腈橡胶NBR:由丁二烯和丙烯腈经自由基乳液聚合而成
3/63第五章成型物料的配制
5.1概述5.5溶液
5.2聚合物干燥与输送5.5.1溶液的组成与作用
5.2.1材料的干燥5.5.2聚合物的溶解
5.2.2材料的输送5.5.3溶液的配制
5.3原料的混合5.6分散体
5.3.1混合作用机理5.6.1成型用的分散体和分类
5.3.2混合程度的评价5.6.2溶胶塑料的组成与作用
5.2.3混合设备的简介5.6.3溶胶塑料的制备
5.4粉粒料的配制
5.4.1粉粒料的组成
5.4.2粉粒料的配制
5.4.3粉粒料的工艺性能Back
5.1概述
为了改善成型工艺性能、制品的使用性能或降低成本等,聚合物成型用的原料大多数都不是单一的聚合物,要添加许多助剂或添加剂。
根据聚合物成型过程的需要,要将聚合物与助剂配制成粉料、粒料、溶液或分散体。
(1)粉料和粒料在生产上使用得比较多,它们的区别不在组成而在混合、塑化和细分的程度不同。千粉料→塑化→粒料.
(2)溶液:PVA水溶液、醋酸纤维溶液等。
(3)分散体:聚氯乙烯溶胶塑料或聚氯乙烯糊”。
不饱和聚酯树脂原料:不饱和二元酸:顺丁烯二酸或其酸酐(马来酸酐):饱和二元酸:邻苯二甲酸酐、间苯或对苯二甲酸等:二
元醇:丙二醇、二乙二醇等。不饱和聚酯树脂的固化过程:1固化剂自由基引发剂:BPO、过氧化甲乙酮等;活化剂(促进剂):
环烷酸钴、二甲基苯胺等(室温)。2凝胶和固化。
22、工程塑料有哪些?说明其聚合方法。
一通用工程塑料:聚酰胺(PA)、聚碳酸酯(PC)、聚甲醛(POM)、聚苯醚(PPO)、聚对苯二甲酸酯类(PBT,PET)。聚酰胺的合成方法:(1)二元胺和二元酸的缩聚(2)-氨基酸的缩聚(3)环状内酰胺的开环聚合
聚碳酸酯(PC)的合成方法:(1)酯交换法双酚A与碳酸二苯酯在高温、高真空条件下熔融缩聚;(2)光气法(主要方法)光
气和双酚A在常温、常压下进行界面缩聚。
聚甲醛(POM)的合成化学:1甲醛的聚合;高纯度的无水甲醛可以进行阴离子或阳离子聚合,工业上采用阴离子聚合,对单体甲
醛纯度要求高。2三聚甲醛的聚合三聚甲醛是碳氧原子构成的六元杂环,在阳离子型引发剂引发下可开环聚合。聚合工艺主要
采用本体聚合和溶液聚合。
聚苯醚(PPO)合成与生产工艺2,6-二甲基苯酚与氧发生氧化-偶合反应;溶液缩聚法:以吡啶、苯、氯苯为反应介质;沉淀缩聚
法:将溶剂和沉淀剂混合作为反应介质。
聚对苯二甲酸酯类:直接酯化法和酯交换法
23、合成纤维的主要品种有哪些?聚合方法如何?
合成纤维包括:聚酯(涤纶):约占合成纤维总产量的60%:聚酰胺(锦纶):占20%;聚丙烯腈(腈纶):占13%:聚乙烯醇(维纶);聚丙烯(丙纶);聚氯乙烯(氯纶)等。
微悬浮聚合:微悬浮聚合分两个阶段:均化阶段和聚合阶段。均化是将油溶性引发剂、乳化剂、水、单体等借助均匀分散设备,使之形成均匀乳液:聚合是将均化好的细小单体液滴按悬浮聚合方式进行升温聚合。特点:含固量高,稳定性高,设备投资大,能耗大。
20、出酚醛树脂、氨基树脂的主要单体及聚合反应。
一酚醛树脂原料:酚类:主要是苯酚;醛类:以甲醛为主。缩聚反应两步:1羟甲基化反应:Ⅱ缩合反应。强酸催化:反应快,热塑性酚醛树脂(酸法树脂)。碱催化:反应快,生成多羟甲基衍生物,受热后可固化,热固性酚醛树脂(碱法树脂)氨基树脂原料:氨基化合物:脲(H2N-CO-NH2)最重要,三聚氰胺次之;醛类化合物:甲醛水溶液。缩聚反应两步:1羟甲基化反应:Ⅱ缩合反应。间歇法生产,以六亚甲基四胺为催化剂,缩聚后得氨基树脂水溶液,经处理后得电玉粉、玻纤模压料。
21、写出环氧树脂、不饱和聚酯树脂的主要单体、固化剂及固化机理。
一环氧树脂原料:双酚A、环氧氯丙烷,NaOH为催化剂。反应分两步进行:I开环加成;I脱除HCI形成环氧基团。环氧树脂固化机理:1催化固化机理(1)路易氏酸作用下为阳离子聚合机理(BF3)(2)路易氏碱作用下为阴离子聚合机理(叔胺):2固化剂参与固化反应的固化机理(1)胺类与环氧树脂的固化反应,伯胺基含有两个活泼氢,可与两个环氧基反应。(2)酸酐与环氧树脂的固化反应(酯化反应)。环氧树脂固化剂:(1)胺类固化剂(活性大,可室温固化),(2)酸酐固化剂
率达90%以上加入。
二步法(又称后浸渍法):苯乙烯、水、分散剂、引发剂→聚合→洗涤→离心脱水→干燥→筛分→料仓)水、发泡剂、分散剂→浸渍→洗涤→脱水干燥→包装
丙烯腈-苯乙烯共聚树脂采用方法:本体法、悬浮法制得,其中本体法占绝对优势。本体法:聚合热的移除单靠夹套冷却远远不够,最有效的移热方法是不断加入冷的单体,让部分单体和溶剂蒸发也是移热的好措施。可采用单釜满料聚合工艺、单釜不满料聚合工艺、双釜串联满料聚合工艺。
ABS树脂采用方法:乳液聚合法、本体聚合法、本体-悬浮法、乳液-悬浮法及乳液-本体法。
19、氯乙烯的生产方法有哪些?生产工艺及其产品各有何特点?画出方框流程图。
一聚氯乙烯生产方法:自由基悬浮聚合(主要方法),乳液聚合,微悬浮聚合,本体聚合。
PVC悬浮聚合法工艺:工艺条件控制:反应温度波动土0.2℃。单体:纯度>99.98%;反应介质:去离子水;主分散剂:纤维素醚、聚乙烯醇、明胶;助分散剂:表面活性剂:引发剂:多用复合引发剂。聚合温度50~60℃。其他助剂:链终止剂、链转移剂、抗鱼眼剂、防粘釜剂等。
本体聚合:本体聚合用液态氯乙烯(VC)作悬浮剂,PVC不溶于VC,在搅拌下生成颗粒,成粒机理与悬浮聚合法相似。(1)预聚合采用立式不锈钢热压釜,容积8~25m3,聚合温度62~75℃,转化率7~12%,反应时间30min。(2)聚合反应釜现采用立式聚合釜,容积12~50m3,反应时间3~9小时。优点:不需要经过干燥工序,设备生产能力大,生产成本低,产品性能好,三废少。缺点:未反应的单体难以充分脱除,会产生10%的大颗粒,须经筛分、研磨为合格品。
乳液聚合:用于生产PVC糊树脂,制作人造革、泡沫塑料、搪塑制品。
氰酸酯的二聚反应(2)异氰酸酯的三聚反应(3)异氰酸酯的线型聚合反应(4)异氰酸酯的脱二氧化碳缩聚反应:3.二元(或多元)异氰酸酯和二元(或多元)醇:(1)一步法,由异氰酸酯和醇直接反应,如双组分的聚氨酯粘合剂,聚氨酯泡沫塑料也可由一步法直接合成(2)两步法(预聚体法),第一步:合成预聚体,二元醇和过量的二元异氰酸酯反应,生成两端皆为-NCO基团的加成物。第二步:预聚体进行扩链反应和交联反应。(3)扩链反应:(4)交联反应。
聚氨酯最主要的用途是什么?简述其生产工艺。
生产聚氨酯泡沫塑料
①一步法:各种原料一次混合催化发泡。各种物料在反应过程中同时发生链增长、扩链、交联及发泡等反应。
优点:工艺流程简单,投资少,制品性能好,大量用于软泡生产;
缺点:工艺难度大,不易控制。
②预聚体法(两步法):将聚醚(或为聚酯)多元醇与异氰酸酯先反应生产两端带有-NCO基团的预聚体,再加入催化剂、发泡剂、泡沫稳定剂等组分,进一步反应和发泡。
优点:易控制,成品率高,主要用于硬泡、半硬泡的生产。
缺点:工艺过程多、生产过程复杂,较老的生产工艺。
16、PE的主要品种有哪些?各有什么特点?生产方法如何?简述工艺流程(写典型工艺)。影响PE性能的因素有哪些?
一①主要品种有:(1)高压低密度聚乙烯(LDPE)0.915~0.930g/cm3;(2)线型低密度和中等密度聚乙烯(LLDPE)0.915~0.94g/cm3;(3)高密度聚乙烯(HDPE)0.96~0.97g/cm3。此外,还有超高分子量聚乙烯、改性聚乙烯(交联、氯化、氯磺化、
接枝)等品种。
②其品种特点:(1)LDPE:支链多,结晶度低,密度低:用途:薄膜(农膜、包装膜)、涂层、注塑产品等:方法:本体聚合(2)HDPE:支链少,结晶度高,密度高;用途:注塑、吹塑、挤出;方法:配位聚合,淤浆法、溶液法和气相法。(3)LLDPE:由共聚单体引入短支链,结晶度低,密度低;用途:薄膜、注塑、滚塑、挤塑:
③方法:气相法(本体聚合),溶液法,淤液法。
影响PE性能的因素:密度是影响聚乙烯性能的主要因素,密度增加,对气体的屏蔽性、硬度、耐磨性、拉伸强度、刚性、耐热性、耐化学腐蚀性及表面光洁度等性能提高;降低密度则柔韧性、耐应力破裂性、透明性及伸长性提高,冷流性和收缩率降低。此外,聚乙烯的分子量及其分布对其性能也产生重要影响。
17、PP的生产方法有哪些?简述工艺流程
一PP有等规、间规、无规三种立体异构物,工业生产的PP要求等规PP含量在95%以上。采用配位聚合。生产方法:溶剂淤浆法,间歇液相本体PP。间歇液相本体聚合法:单釜间歇操作,反应釜容积多为12m3;原料丙烯主要来自炼厂气,纯度>99.5%;催化剂采用Z-N催化剂体系,用高纯度H2调节PP分子量。反应条件:操作压力3.3~3.5MPa,温度75~80℃,时间3~6h,转化率70%左右。反应达到“干锅”状态时,回收未反应的丙烯,回收压力1.0~1.2MPa。从反应釜出来的物料进入闪蒸釜,通N2置换丙烯,通空气使催化剂脱活,得到粉状的PP。采用液相预聚合、液相均聚和气相共聚相结合的方法:液相均聚反应一般都采用两
组串联的环管反应器,每组反应器由四根管子组成。预聚合后催化剂淤浆先进第一组环管反应器,另加丙烯和H2;再送到第二组环管反应器,另加丙烯和H2:淤浆质量分数保持在55%左右。反应温度40~70℃,压力3~3.5MPa。聚合物淤浆从第二组反应器底部出来,经过一条加热管(闪蒸线),使单体全部汽化,进入旋风式闪蒸罐分离。
18、聚苯乙烯类树脂主要有哪些?分别采用什么方法生产?画出方框流程图。
一聚苯乙烯类树枝主要有:通用型PS;可发性PS:苯乙烯-丙烯腈共聚树脂;高抗冲PS:苯乙烯-马来酸酐共聚树脂;苯乙烯-甲基丙烯酸甲酯共聚树脂;丙烯腈-丁二烯-苯乙烯共聚树脂(ABS)。
1通用型采用方法:本体聚合法,溶液本体法(改良本体法)和悬浮聚合法。
本体法:聚合条件:预聚温度80~120℃,转化率2050%;聚合温度120~180℃,转化率5595%;物料停留时间:48小时。溶剂用量为2%~30%。后处理:送入闪蒸器脱除可挥发组分。闪蒸罐闪蒸器>转膜蒸发器>脱挥发挤出机
悬浮聚合法:油相:苯乙烯、共聚单体、引发剂、链转移剂等:水相:去离子水、分散剂(无机分散剂)。引发剂:多采用混合引发剂;主分散剂:常用磷酸三钙(磷酸钠+氯化钙);助分散剂:表面活性剂如石油磺酸钙等。反应温度80~140℃;时间5~24h,一般8~9h。与本体法相比,悬浮法产品透明度较差,质量不如本体法稳定,自动化程度较低,运转成本较高,且有大量污水排出。因此,悬浮法生产GPPS已逐渐被淘汰,现主要用于苯乙烯共聚物及可发性PS(EPS)的生产。
高抗冲聚苯乙烯采用方法:本体法、本体-悬浮法等,多用本体法,工序如下:橡胶→溶解→本体预聚→本体聚合→挤出造粒→产品
发泡聚苯乙烯采用方法:用戊烷或戊烷混合物作发泡剂,采用悬浮聚合法,制备工艺有一步浸渍法和两步浸渍法之分。一步法:将单体、引发剂、分散剂、水、发泡剂和其他助剂一起加入反应釜内,聚合得到含发泡剂的珠粒树脂,发泡剂一般应在聚合转化
氰酸酯的二聚反应(2)异氰酸酯的三聚反应(3)异氰酸酯的线型聚合反应(4)异氰酸酯的脱二氧化碳缩聚反应:3.二元(或多元)异氰酸酯和二元(或多元)醇:(1)一步法,由异氰酸酯和醇直接反应,如双组分的聚氨酯粘合剂,聚氨酯泡沫塑料也可由一步法直接合成(2)两步法(预聚体法),第一步:合成预聚体,二元醇和过量的二元异氰酸酯反应,生成两端皆为-NCO基团的加成物。第二步:预聚体进行扩链反应和交联反应。(3)扩链反应;(4)交联反应。
聚氨酯最主要的用途是什么?简述其生产工艺。
生产聚氨酯泡沫塑料
①一步法:各种原料一次混合催化发泡。各种物料在反应过程中同时发生链增长、扩链、交联及发泡等反应。
优点:工艺流程简单,投资少,制品性能好,大量用于软泡生产;
缺点:工艺难度大,不易控制。
②预聚体法(两步法):将聚醚(或为聚酯)多元醇与异氰酸酯先反应生产两端带有-NCO基团的预聚体,再加入催化剂、发泡剂泡沫稳定剂等组分,进一步反应和发泡。
优点:易控制,成品率高,主要用于硬泡、半硬泡的生产。
缺点:工艺过程多、生产过程复杂,较老的生产工艺。
16、PE的主要品种有哪些?各有什么特点?生产方法如何?简述工艺流程(写典型工艺)。影响PE性能的因素有哪些?
一①主要品种有:(1)高压低密度聚乙烯(LDPE)0.915~0.930g/cm3;(2)线型低密度和中等密度聚乙烯(LLDPE)0.915~0.94g/cm3:(3)高密度聚乙烯(HDPE)0.96~0.97g/cm3。此外,还有超高分子量聚乙烯、改性聚乙烯(交联、氯化、氯磺化、
应而脱除,聚合物溶液可直接用作产品。缺点是溶剂可能有毒、易燃,提高了成本,增加了缩聚物分离、精制、溶剂回收等工序,生产高分子量产品时须将溶剂蒸出后进行熔融缩聚。适用于单体或缩聚物熔融后易分解的产品生产。
界面聚合的特点:优点是反应条件缓和,反应时不可逆的,对两种单体的配比要求不严格。缺点是必须使用高活性单体,需要大量溶剂,产品不易精制。适用于气液相、液-液相界面缩聚和芳香族酰氯生产芳酰胺等特种性能聚合物。
固相缩聚的特点:优点是反应温度低于熔融缩聚温度,反应条件缓和。缺点是原料需充分混合,要求达一定细度,反应速度低,小分子不易扩散脱除。适用于提高已生产的缩聚物的分子量以及难溶的芳族聚合物的生产。
13、简述影响线型缩聚高聚物分子量的影响因素。
—①线型高分子量缩聚物生产过程中单体转化率的高低对产品的平均分子量产生重要影响;
②缩聚物生产过程中两种二元官能团单体的摩尔比应严格相等,而加入适量的一元官能团单体以控制产品的平均分子量;
③缩聚反应生成的小分子化合物须及时用物理方法或化学方法除去,其残存量对聚合度产生明显影响。
14、具有反应活性的低聚物可分为哪两类?各举两例。
一具有反应活性的低聚物有(1)反应性官能团为可发生缩聚反应的合成树脂:酚醛树脂、氨基树脂、醇酸树脂、有机硅树脂等。(2)反应性官能团为不能发生缩聚反应的合成树脂:不饱和聚酯树脂、环氧树脂、端羟基聚醚或聚酯等。
15、生产聚氨酯的主要原料有哪些?简述聚氨酯的合成原理。
一聚氨酯(PUR):塑料、橡胶、合成纤维、涂料、粘合剂。是世界五大塑料之一,主要产品是泡沫塑料,占78%。生产聚氨酯原料有异氰酸酯,多元醇化合物(包括聚醚多元醇,聚酯多元醇,其他类型的多元醇)扩链剂,催化剂及其它助剂。
聚氨酯的合成原理:1.异氰酸酯的化学反应:(1)异氰酸酯与含活泼氢化合物间的反应;2.异氰酸酯的自聚反应:(1)芳香族异
①阳离子聚合反应工业应用:聚异丁烯:聚乙烯亚胺;聚甲醛。此外还可以合成端基为某功能团的聚合物,具有功能性悬挂基团的聚合物,嵌段共聚物,大单体。实施方法:乙烯基单体或某些杂环单体在阳离子引发剂作用下生成相应阳离子进行聚合的反应阴离子聚合反应工业应用:合成分子量甚为狭窄的聚合物;合成利用先后加入不同种类单体进行阴离子聚合的方法合成AB型,ABA型以及多嵌段、星形、梳形等不同形式的嵌段共聚物;利用在聚合反应结束时需要加入终止剂这一点,合成某些具有适当功能团端基的聚合物。实施方法:有两种情况,一是聚合引发剂和单体分子之间有两个电子转移而生成一个键;二是单电子转移而不生成键,首先生成自由基离子,然后二聚成为双离子。
配位聚合反应工业应用:合成树脂中HDPE、聚丙烯及其共聚物;合成橡胶中顺丁橡胶(BR)、顺式聚异成二烯(合成天然橡胶)以及乙烯-丙烯-二烯烃三元共聚物(乙丙橡胶)。实施方法:乙烯和a-烯烃的配位聚合、1,3-烯烃配位聚合。②原因:离子聚合与配位聚合都使用相应的催化剂进行催化聚合反应,由于有些催化剂对HO的作用是灵敏的。或由于反应过程中生成的碳正离子增长链(~~CX)、碳负离子增长链(~~C-M+)、阴离子配位键对HO的作用是灵敏的,所以不能采用HO为反应介质。因此与游离基聚合不同,不能采用以H0为反应介质的悬浮聚合生产方法和乳液聚合生产方法进行生产。而采用无反应介质的本体聚合方法或有反应介质存在的溶液聚合方法。
12、工业上用于生产线型缩聚高聚物的方法有哪些?各有何特点?
熔融缩聚特点:优点是生产工艺过程简单生产成本低,可连续法生产直接纺丝,聚合设备的生产能力高。缺点是反应温度高,要求单体和缩聚物在反应温度下不分解,单体配比要求严格,反应物料粘度高,小分子不易脱除,局部过热可能产生副反应,对聚合设备密封性要求高。广泛用于大品种缩聚物。
溶液缩聚特点:优点是溶剂存在下可降低反应温度避免单体和产物分解,反应平稳易控制,可与产生的小分子共沸或与之反
浓度范围叫做爆炸极限。
4、简述乙烯在高聚物合成方面的重要性。
一乙烯可以合成各种单体,从而得到各种合成树脂与合成橡胶
例如:
CH2=CH2-聚乙烯CH2=CH2+CH3-CH=CH2-乙丙橡胶
CH2=CH2+C12+02-CH2C1-CH2C1-CH2=CHC1-聚氯乙烯
CH2=CH2+CH3C00H+02-CH2=CH-00CCH3-聚乙酸乙烯酯一聚乙烯醇一维纶树脂
5、如何选择自由基聚合的引发剂?
一首先,根据聚合操作方式和反应温度条件,选择适当分解速度的引发剂。
第二,根据引发剂的分解速度随温度的不同而变化,所以要根据反应温度选择合适的引发剂。
第三,根据分解速度常数选择引发剂。
第四,根据分解活化能(E)选择引发剂。
第五,根据引发剂的半衰期选择引发剂。
6、在自由基聚合生产中,主要采用什么方法控制产品的平均分子量?
一控制平均分子量的手段:(1)严格控制引发剂的用量,一般仅为千分之几;(2)严格控制反应温度和其他反应条件;(3)选择适当的分子量调节剂并严格控制其用量。
在实际生产中,由于聚合物品种不同,采用的控制手段各有所侧重,根据主要影响因素来选择控制手段。
7、自由基聚合反应的实施方法有哪几种?分别能生产哪些主要的高聚物品种?
自由基聚合反应的实施方法有哪几种?分别能生产哪些主要的高聚物的品种?
一高分子聚合反应实施方法有自由基聚合(本体聚合、乳液聚合、悬浮聚合、溶液聚合):离子与配位聚合(本体聚合、溶液聚合)。本体聚合生产的主要品种:LDPE、PS、PMMA等。悬浮聚合生产的主要品种:PVC、EPS、AS、ABS、PMMA、PTFE等。乳液聚合主要产品:合成树脂如PVC、聚醋酸乙烯、聚丙烯酸酯等,合成橡胶如SBR、NBR、CR。溶液聚合:主要用于直接用聚合物溶液的场合(粘合剂、涂料、分散剂)及合成纤维。如聚丙烯酸酯,聚丙烯酰胺,PANPSPVCPVAc
8、比较悬浮聚合和乳液聚合、本体聚合的优缺点。
一悬浮聚合的特点:优点:用水作为连续相,聚合反应热易除去;操作安全;反应体系粘度较低;温度易控制;分离较容易;产品纯度较乳液聚合的高。缺点:分散体系不稳定,间歇法生产。
乳液聚合的特点:优点:聚合反应热清除较容易;反应体系粘度低;分散体系的稳定性优良,可连续操作;产品乳液可直接用作涂料、粘合剂、表面处理剂。缺点:分离过程较复杂,产生大量废水,直接干燥能耗大;聚合物杂质含量较高。
本体聚合的特点:优点:无反应介质,工艺过程简单。缺点:聚合反应热的散发困难,反应温度难以控制,一般先进行预聚合,排除部分反应热;反应后期粘度大,单体反应不易进行完全。
9、破乳方法有哪些?乳液聚合工业生产中采用什么方法破乳?
一破乳方法:加电解质;改变PH值;冷冻破乳;机械破乳;稀释破乳。工业生产中采用破乳的主要方法是在乳胶中加入电解质并且改变pH值。
11、离子聚合与配位聚合反应在工业上有哪些应用?聚合实施方法有哪些?为什么不能采用悬浮聚合和乳液聚合生产?
①阳离子聚合反应工业应用:聚异丁烯:聚乙烯亚胺;聚甲醛。此外还可以合成端基为某功能团的聚合物,具有功能性悬挂基团的聚合物,嵌段共聚物,大单体。实施方法:乙烯基单体或某些杂环单体在阳离子引发剂作用下生成相应阳离子进行聚合的反应阴离子聚合反应工业应用:合成分子量甚为狭窄的聚合物:合成利用先后加入不同种类单体进行阴离子聚合的方法合成AB型,ABA型以及多嵌段、星形、梳形等不同形式的嵌段共聚物;利用在聚合反应结束时需要加入终止剂这一点,合成某些具有适当功能团端基的聚合物。实施方法:有两种情况,一是聚合引发剂和单体分子之间有两个电子转移而生成一个键;二是单电子转移而不生成键,首先生成自由基离子,然后二聚成为双离子。
配位聚合反应工业应用:合成树脂中HDPE、聚丙烯及其共聚物;合成橡胶中顺丁橡胶(BR)、顺式聚异成二烯(合成天然橡胶)以及乙烯-丙烯-二烯烃三元共聚物(乙丙橡胶)。实施方法:乙烯和a-烯的配位聚合、1,3-烯烃配位聚合。②原因:离子聚合与配位聚合都使用相应的催化剂进行催化聚合反应,由于有些催化剂对HO的作用是灵敏的。或由于反应过程中生成的碳正离子增长链(~~CX)、碳负离子增长链(~~C-M+)、阴离子配位键对HO的作用是灵敏的,所以不能采用HO为反应介质。因此与游离基聚合不同,不能采用以H0为反应介质的悬浮聚合生产方法和乳液聚合生产方法进行生产。而采用无反应介质的本体聚合方法或有反应介质存在的溶液聚合方法。
12、工业上用于生产线型缩聚高聚物的方法有哪些?各有何特点?
熔融缩聚特点:优点是生产工艺过程简单生产成本低,可连续法生产直接纺丝,聚合设备的生产能力高。缺点是反应温度高,要求单体和缩聚物在反应温度下不分解,单体配比要求严格,反应物料粘度高,小分子不易脱除,局部过热可能产生副反应,对聚合设备密封性要求高。广泛用于大品种缩聚物。
溶液缩聚特点:优点是溶剂存在下可降低反应温度避免单体和产物分解,反应平稳易控制,可与产生的小分子共沸或与之反
釜中搅拌则合成树脂呈粉状固体析出。合成橡胶的高粘度溶液,不能用第二种溶剂以分离合成橡胶,其分离方法是将高粘度橡胶溶液喷入沸腾的热水中,同时进行强烈搅拌,未反应的单体和溶剂与一部分水蒸气被蒸出,合成橡胶则以直径10-20mm左右的橡胶析出,且悬浮于水中。经过滤、洗涤得到胶粒。
②后处理过程的差异:
合成树脂后处理方框图:
潮湿的粉状合成树脂>干燥>干燥粉状合成树脂>包装>粉状合成树脂商品。
潮湿的粉状合成树脂>干燥。干燥的粉状合成树脂>加稳定剂>混炼>造粒>粒状塑料>均匀化>包装>粒状塑料制品。
合成橡胶后处理方框图>潮湿的粒状合成橡胶>干燥>压块>包装>合成橡胶制品
3、高分子合成工业的“三废”是如何产生的?怎样处理?什么是“爆炸极限”?
①高分子合成工业所用的主要原料一单体和有机溶剂,许多是有毒的,甚至是剧毒物质。由于回收上的损失或设备的泄漏会产生有害或有臭味的废气、粉尘污染空气和环境。聚合物分离和洗涤排除的废水中可能有催化剂残渣、溶解的有机物质和混入的有机物质以及悬浮的固体微粒。这些废水如果不经过处理排入河流中,将污染水质。此外,生产设备中的结垢聚合物和某些副产物会形成残渣,因此高分子合成工业与其他化学工业相似,存在着废气、粉尘、废水和废渣等三废问题。
②对于三废的处理,首先在进行工厂设计时应当考虑将其消除在生产过程中,不得已时则考虑它的利用,尽可能减少三废的排放量。必须进行排放时,应当了解三废中所含各种物质的种类和数量,有针对性地进行回收利用和处理,最后再排放到综合废水处理场所。不能用清水冲淡废水的方法来降低废水中有害物质的浓度。
③一种可燃气体、可燃液体的蒸汽或有机固体和空气混合时,当达到一定的浓度范围,遇火花就会引起激烈爆炸。可发生爆炸的
核-壳聚合:两种单体进行共聚合时,如果一种单体首先进行乳液聚合,然后加入第二种单体再次进行乳液聚合,则前一种单体聚合形成乳胶粒子的核心,好似种子,后一种单体则形成乳胶粒子的外壳。
金属茂催化剂:由过渡金属锆(Zr)与两个环成二烯基或环成二烯取代基及两个氯原子(或甲基)形成的有机金属络合物和助催化剂甲基铝氯烷组成。
Phillips催化剂活化处理:400~800℃温度下,于干燥空气中进行活化,使铬原子处于Cr+6状态
熔融指数:热塑性塑料在一定温度和压力下,熔体在10分钟内通过标准毛细管的重量值,以(g/min)为单位。
聚合反应的操作方式:间歇聚合:分批生产,适于小批量生产;连续聚合:自动化程度高,质量稳定,适合大批量生产。聚合反应器:管式、塔式、釜式、特殊形式:反应热排除方式:夹套冷却、内冷管冷却、反应物料部分闪蒸、反应介质预冷、回流冷凝器冷却等。
1、聚合反应釜中搅拌器的形式有哪些?适用范围如何?
①常用搅拌器的形式有平桨式、旋桨式、涡轮式、锚式以及螺带式等;
②涡轮式和旋桨式搅拌器适于低粘度流体的搅拌;平奖式和锚式搅拌器适于高粘度流体的搅拌:螺带式搅拌器具有刮反应器壁的作用,特别适用于粘度很高流动性差的合成橡胶溶液聚合反应釜的搅拌。
2、简述合成树脂与合成橡胶生产过程的主要区别。
一合成橡胶生产中所用的聚合方法主要限于自由基聚合反应的乳液聚合法和离子与配位聚合反应的溶液聚合法两种。而合成树脂的聚合方法则是多种的。合成树脂与合成橡胶由于在性质上的不同,生产上的差别主要表现在分离过程和后处理过程差异很大:①分离过程的差异:合成树脂,通常是将合成树脂溶液逐渐加入第二种非溶剂中,而此溶剂和原来的溶剂是可以混溶的,在沉淀
名词解释
Ziegler-Natta催化剂:中文译名“齐格勒-纳塔”催化剂,由三乙基铝与四氯化钛组成,是一种优良的定向聚合催化剂催化剂又称触媒,可以组合成Ziegler-Natta触媒的化合物种类相当多,Ziegler-Natta触媒可由下列的化合物组合而成:周期表中第IV到第VIII族的过渡金属化合物,和周期表中第I到第III族的金属所组成的有机金属化合物。其中过渡金属化合物为触媒,而有机金属化合物为助触媒。
爆炸极限:可燃物质与空气或氧气必须在一定浓度范围内均匀混合,形成预混气,遇火源才会发生爆炸,这个浓度范围成为爆炸极限,或爆炸浓度极限
逐步加成反应:某些单体的官能团可按逐步反应的机理相互加成而获得聚合物,但又不会析出小分子副产物,这种反应称为逐步加成聚合反应。
界面缩聚:两种单体分别溶解在水及与水不相混溶的有机溶剂中,在常温常压下,在水和有机溶剂的界面进行缩聚反应的方法。
工程塑料:是指被用做工业零件或外壳材料的工业用塑料,是强度、耐冲击性、耐热性、硬度及抗老化性均优的塑料。
表面活性剂:是指具有固定的亲水亲油基团,在溶液的表面能定向排列,并能使表面张力显著下降的物质
乳化剂:能降低互不相溶的液体间的界面张力,使之形成乳浊液的物质。乳化剂是乳浊液的稳定剂,是一类表面活性剂
HBL值:用来衡量表面活性剂分子中的亲水部分和亲油部分对其性质所作贡献大小的物理量。
种子乳液聚合:单体原则上仅在已生成的微粒上聚合,而不形成新的微粒,即仅增加原来微粒的体积,而不增加反应体系中微粒的数目。
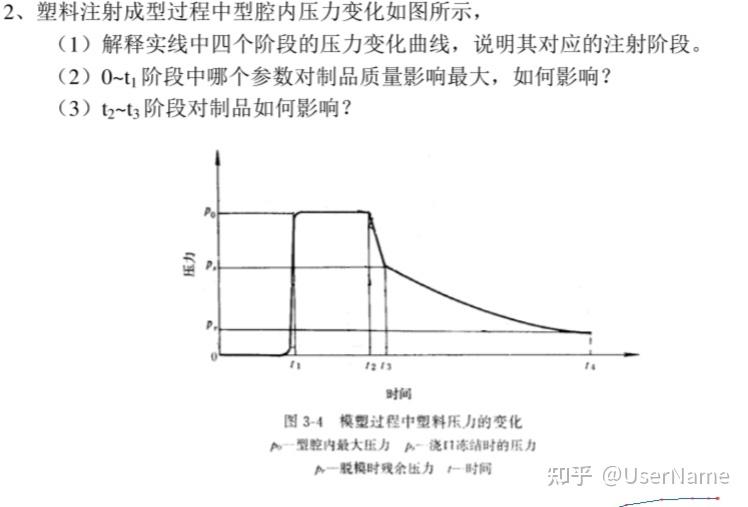
2、塑料注射成型过程中型腔内压力变化如图所示
(1)解释实线中四个阶段的压力变化曲线,说明其对应的注射阶段。(2)0-t1阶段中哪个参数对制品质量影响最大,如何影响?
(3)t2~t3阶段对制品如何影响?
P%
P
01213
时间
图3-4模塑过程中塑料压力的变化
A型腔内最大压力A一浇1冻结时的压力
一脱模时残余压力一时间
(10×2=20 分)
生产聚氯乙烯软膜,请设计三种可行的生产工艺方法,用方框图表示工析不同成型方法所得的塑料薄膜的特点。
五、分析题
1、某工厂要生
艺过程,并分
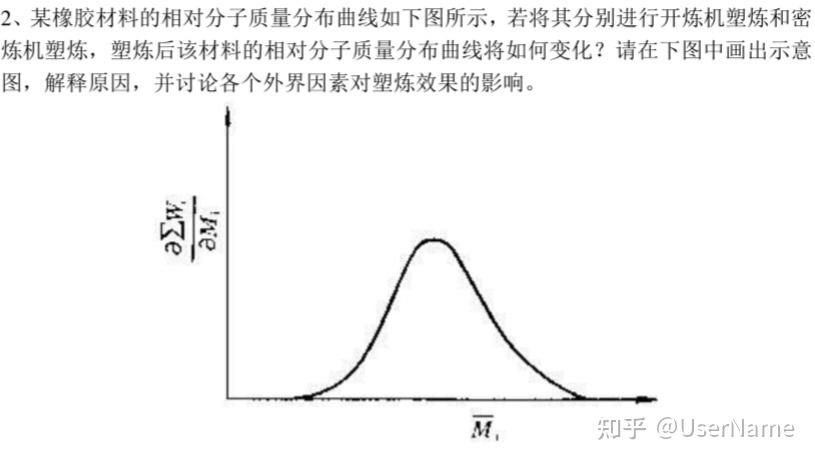
2、某橡胶材料的相对分子质量分布曲线如下图所示,若将其分别进行开炼机塑炼和密炼机塑炼,塑炼后该材料的相对分子质量分布曲线将如何变化?请在下图中画出示意图,解释原因,并讨论各个外界因素对塑炼效果的影响。
与M
3、拉伸取向的非晶态聚合物沿拉伸方向的拉伸强度和断裂伸长率随取向度的提高如何变化?(
A、提高、提高B、降低、降低
C、提高、降低
D、降低、提高
4、塑性物料的混合过程主要是靠()作用来完成的。
A、对流B、剪切C、捏合D、塑炼
5、挤出成型工艺过程与注射成型工艺过程最大的区别是(
A、挤出成型有牵引装置、冷却装置和切割装置,而注射成型没有
B、挤出成型模具不用预热,注射模具要预热
C、挤出成型适用于热塑性塑料,注射成型适用于热固性塑料
D、挤出成型过程是连续的,注射成型过程是间歇的
6、中空制品要求不高时,适合选用哪种成型方法?()
A、挤出吹塑B、注射吹塑C、拉伸吹塑D、多层吹塑
7、开炼机混炼时生胶脱辊成袋囊形,哪项措施可使其回到包辊状态?()
A、减小剪切速率B、减小辊距
C、减小分子量D、升高温度
8、硫黄硫化体系中()是事实上的硫化剂
A、硫黄B、促进剂C、活性剂D、多硫化物
9、聚合物在T-T温度间以较大外力和较长作用时间下产生()
A、普弹形变B、高弹形变C、塑性形变D、粘性形变
10、以下哪些因素会使聚合物的离模膨胀效应变得严重?()
A、粘度大B、应力减小C、弹性模量大
D、分子量分布宽
三、简答题(5×4=20分)
1、说明牛顿流体发生压力流动、收敛流动和拉伸流动时受力情况和流速分布特点。
2、采用传递模塑和模压成型生产热固性塑料制品时,为什么前者的成型温度可以小于后者,而成型压力又需要大于后者?
3、简述炭黑对橡胶的补强机理。
4、纤维纺丝有哪几种方法,成形过程各有何特点?
四、论述题(10×2=20分)
1、塑料熔体在挤出机内有几种流动形式,说明产生原因及对生产率的影响。分析影响挤出机生产效率的主要因素有哪些?并预计挤出机可能的发展方向。
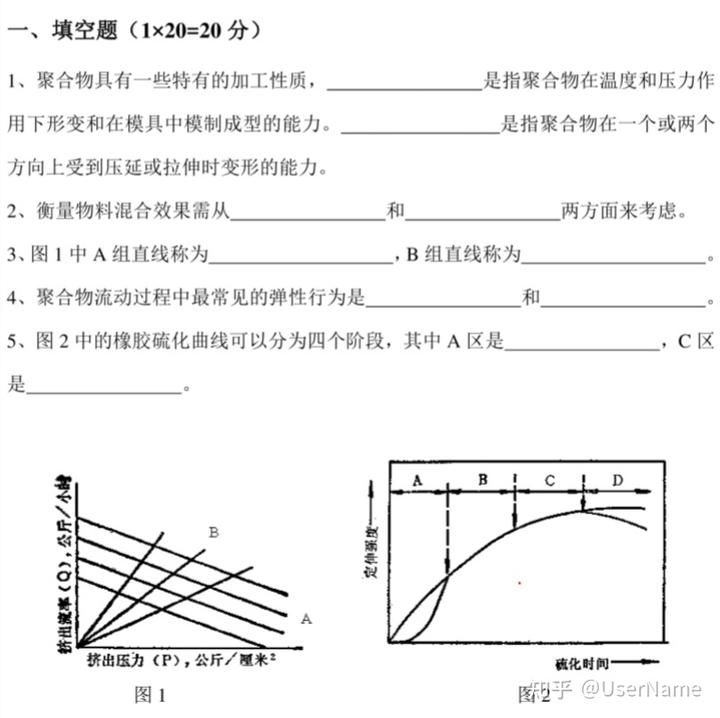
一、填空题(1×20=20分)
1、聚合物具有一些特有的加工性质,是指聚合物在温度和压力作
用下形变和在模具中模制成型的能力。是指聚合物在一个或两个
方向上受到压延或拉伸时变形的能力。
2、衡量物料混合效果需从和
两方面来考虑。
3、图1中A组直线称为,B组直线称为
4、聚合物流动过程中最常见的弹性行为是和
5、图2中的橡胶硫化曲线可以分为四个阶段,其中A区是,C区
是A
B
C
D
/止00美B
到季议
A
挤出压力(P),公斤/厘米硫化时间
图1图2
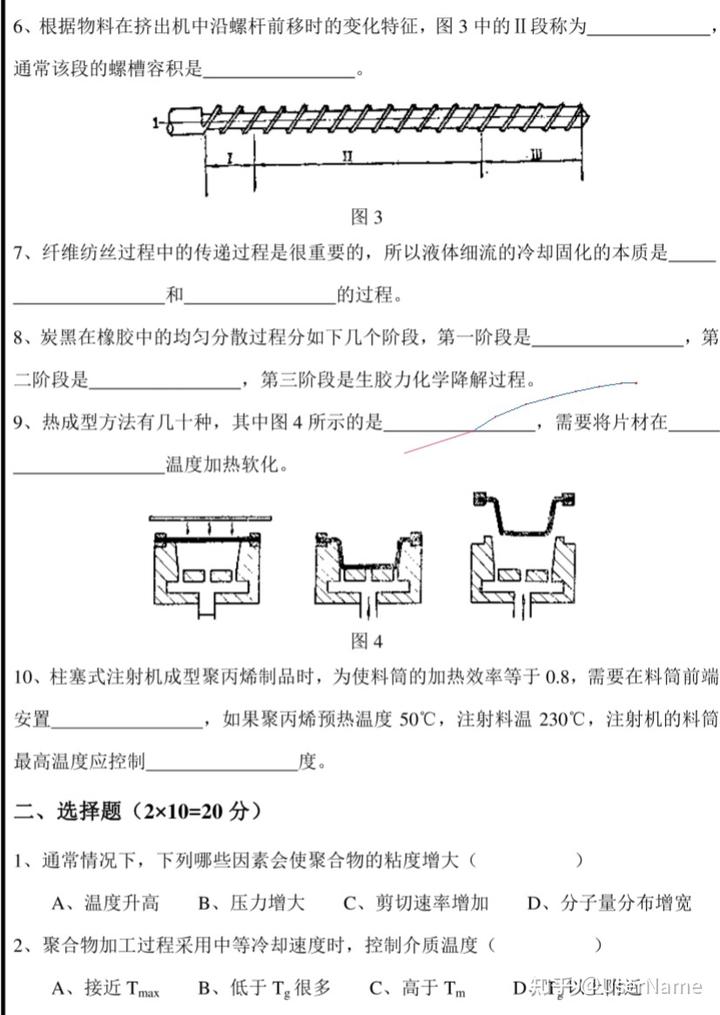
6、根据物料在挤出机中沿螺杆前移时的变化特征,图3中的Ⅱ段称为
通常该段的螺槽容积是图3
7、纤维纺丝过程中的传递过程是很重要的,所以液体细流的冷却固化的本质是
和的过程。
8、炭黑在橡胶中的均匀分散过程分如下几个阶段,第一阶段是,第
二阶段是,第三阶段是生胶力化学降解过程。
9、热成型方法有几十种,其中图4所示的是,需要将片材在
温度加热软化。图4
10、柱塞式注射机成型聚丙烯制品时,为使料筒的加热效率等于0.8,需要在料筒前端安置,如果聚丙烯预热温度50℃,注射料温230℃,注射机的料筒
最高温度应控制度。
二、选择题(2×10=20分)
1、通常情况下,下列哪些因素会使聚合物的粘度增大()
A、温度升高B、压力增大
C、剪切速率增加
D、分子量分布增宽
2、聚合物加工过程采用中等冷却速度时,控制介质温度()
A、接近T
maxB、低于T2很多
C、高于Tm
D、T2以上附近
第六章其它成型设备及原理
一、填空题
1、液压机的主要技术参数有等。
2、平板硫化机对制品的主要作用是模压和硫化,它是借助和
使制品成型。
3、一步挤出拉伸吹塑中空成型要采用两种模具,即与
4、吹胀装置主要包括等四部分。
5、中空吹塑的两个基本工艺阶段是:和
6、回吸成型法制品的主要特点是:
7、贴体包装是属于
8、橡胶在硫化过程中,其硫化历程可分为四个阶段:
9、橡胶制品生产的基本工艺流程包括:六个
主要工序。
10、热成型设备的组成主要有
二、简答题
1、常用吹塑成型方法有哪几种,各自有何特点?
2、用于吹塑的机头有哪几种?分别适用于什么情况?
3、影响挤出吹塑成型的主要因素是什么?
4、挤出吹塑工艺过程包括?
5、什么是中空吹塑?中空吹塑制品有什么特点?
6、对吹胀模具的要求
7、简述热成型的工艺过程,与注射成型相比,热成型有何优缺点?8、热成型有哪些基本方法?
9、什么是橡胶加工,包括哪几个加工工序?
10、简要介绍塑料液压机和塑料层压机的特点以及压制原理。
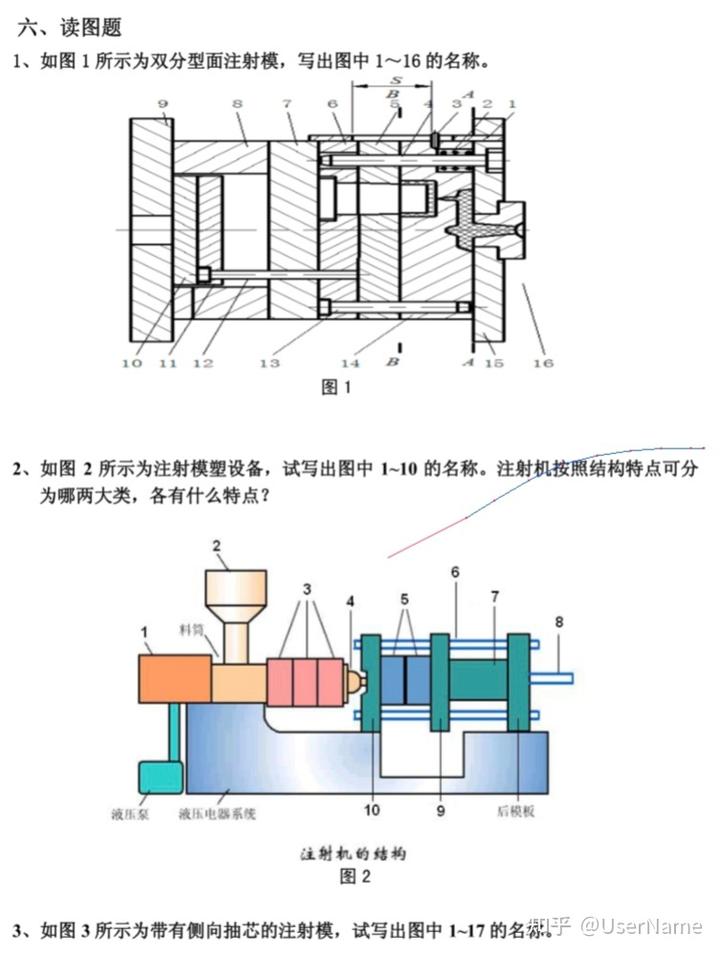
六、读图题
1、如图1所示为双分型面注射模,写出图中1~16的名称。
98
3
21
10111213
14B
A1516
图1
2、如图2所示为注射模塑设备,试写出图中1~10的名称。注射机按照结构特点可分为哪两大类,各有什么特点?
26
35
料筒8
液压泵液压电器系统10
9
后模板
注射机的结构
图2
3、如图3所示为带有侧向抽芯的注射模,试写出图中1~17的名称。
87
6
53
2
9101112
1314151617
图3
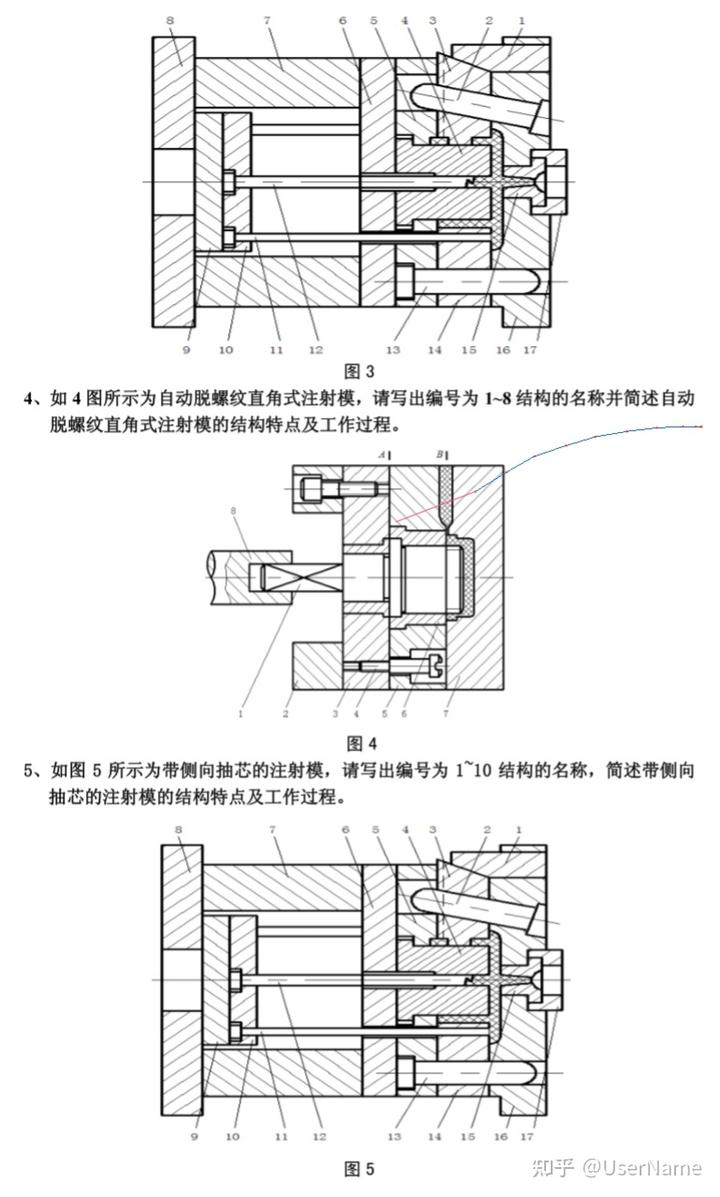
4、如4图所示为自动脱螺纹直角式注射模,请写出编号为1-8结构的名称并简述自动脱螺纹直角式注射模的结构特点及工作过程。BI
2图4
5、如图5所示为带侧向抽芯的注射模,请写出编号为1~10结构的名称,简述带侧向抽芯的注射模的结构特点及工作过程。
86
53
2
91011121314151617
图5
第五章压延成型原理及设备
一、填空题
1、压延成型是对和
进行成型加工的主要方法之一。
2、压延成型具有、
的特点。
3、压延生产线由三大部分组成。
4、压延机的技术参数很多,主要有等。
5、四辊压延机的主体是由所组成。
6、评价压延机刚性好坏与抗变形能力大小的一个重指标是
7、辊筒调距装置的主要衡量标准是
8、压延制品的精度主要是的精度。
9、剥离装置也称为引离装置,主要作用是
10、多辊压延机是指四辊以上的压延机,采用多辊的上的是
11、压延卷取分为和
两类。
12、供料系统的功能是
13、牵引辊筒的线速度比压延辊略大,目的是
14、压延前辅机主要包括
15、压延后辅机主要包括
二、简答题
1、压延成型的原理是什么?有何工艺特点?
2、压延成型辊筒的排列方式有哪几种?辊筒排列的原则是什么?3、影响压延产品质量的因素有哪些?
4、同产压延机规格型号为SY-4-1000B说明含义。
5、压延机的主要结构组成有哪些。
6、压延成型后工序设备有哪些,各有什么作用?
7、什么是压延效应?
8、压延成型的工艺流程是什么?
13、分流道设计时应注意哪些问题?
14、简述模具型腔设计原则
15、注射完毕需要保压,其目的时什么?
16、注射成型机冷却装置分布于何处?有何作用?
17、模具上设置定位圈的作用是什么?
18、分析在注射成形时,增大背压有何正面何负面影响?
19、如何控制注射成型机的料筒温度?
20、如何选择注射成型压力?
21、模具加热及其冷却的方法有哪些?
22、简述注塑成型的循环过程。
23、若注射制品出现注射不满的现象时,请找出其可能出现的五个原因。24、怎样选择注射机料筒的温度。
25、注射成型过程对注射机应具备的功能要求
26、注射成型前原料的准备包括哪些内容?
39、PP的等规度越高,其结晶度就越大。()
40、油泵是液压传动的动力来源,它是将液压能转变为机械能的装置。()
41、只有热塑性塑料可以注射成型,而热固性塑料则不能。()
42、原料干燥的温度和时间是影响干燥效果的主要因素。()
43、注射制品中嵌入的金属件一般都须加热。()
44、注射机料筒的温度控制应在Tr(或Tm)至Td。()
45、随着注射模的模温增加,制品的结晶或密度升高,内应力增大。()
五、简答题
1、注射机的分类及其工作原理
2、注射成型机的规格及主要技术参数
3、液压系统在塑料注射成型机中的作用是什么?
4、注射机的注射系统有何作用,由哪些部分组成?
5、简要介绍注射机的加压和驱动装置作用和类型
6、注射机常见的锁模系统分别有哪些,各有什么特点。
7、温度调节系统的作用是什么?
8、单分型面和双分型面注射模的区别是什么?
9、什么情况下需要注射模有斜导柱的侧向抽芯?
10、带有活动侧型芯等镶件的注射模的优缺点是什么?
11、模具设计时,对所设计模具与所选用的注射机必须进行哪些方面的校核(从工艺参数、合模部分参数方面来考虑)?
12、浇注系统的作用是什么?注射模浇注系统由哪些部分组成?
37、注射螺杆的传动形式依螺杆速度的变化情况可分为和
两大类。
四、判断题
1、注塑机的螺杆形式和结构与挤出机的螺杆完全相同。()
2、合模力是指注射机合模机构对模具所能施力的夹紧力。()
3、分型面的位置有垂直于开模方向、平行于开模方向及倾斜于开模方向几种。()4、残余压力为零时脱模最容易。()
5、注射成型的三大工艺条件是温度、压力和速度。()
6、只有热塑性塑料可以注射成型,而热固性塑料则不能。()
7、随着注射模的模温增加,制品的结晶或密度升高,内应力增大。()
8、一般操作中塑化压力的确定应保证制品的质量优良的前提下越低越好。()
9、一个注射成型周期所需时间应由冲模时间、保压时间和预塑时间所组成。()10、螺杆式注射机喷嘴的温度一定比料筒温度高。()
11、注塑成型机的操作方式有全自动、半自动、点动、调整四种。()
12、合模装置按工作原理分为液压式和肘杆式。()
13、注射开模顶出过程要求模板的移动速度是慢一快一慢。()
14、注塑成型时,影响制品结晶度的主要因素是模具温度。()
15、在注射模具中,推板脱模的模具无需复位杆。()
16、小型注塑模通常表现为刚度不足。()
17、一般聚合物结晶度越高,其玻璃化温度就越低,制品流动性越差而力学性能越好。()
18、螺杆式注射机机筒的清洗通常是直接换料清洗的。()
19、螺杆式注射机喷嘴的温度一定比料筒温度高。()
20、注射成型时,冷却时间的长短影响生产效率的高低。()
21、注射机液压系统的油温常控制在300C以下。()
22、顺序阀是方向控制阀中的一种。()
23、注射成型的温度、压力和速率是三大工艺条件。()
24、注射机中常用的油泵是柱塞泵和齿轮泵。()
25、注射模具的安装方式主要是用压板固定,有时也螺钉直接固定。()
26、注射模的主流道设计成衬套形式是为了在机加工时方便。()
27、注射模具采用冷却水冷却时,为提高产品质量,应加大入水与出水的温度差。()28、注射成型时,塑料熔体的流动压力损失与流道长度、型腔深度及熔体表观粘度均成正比。()
29、为制得高度透明塑件,可以通过提高模温来达到目的。()
30、当模腔内压力为负值时,制品脱模最容易。()
31、采用螺杆式注射机式,螺杆顶部熔料在螺杆旋转后退时所受到的压力称为塑化压力,也称为背压。()
32、分型面的位置有垂直于开模方向、平行于开模方向及倾斜于开模方向几种。()33、残余压力为零时脱模最容易。()
34、工艺流程是从加料开始,道开模取出制品为止的过程。()
35、注射成型的三大工艺条件是温度、压力和速度。()
36、单向阀属于压力控制阀。()
37、注射机常用叶片泵和齿轮泵。()
38、柱塞式注射机料筒的清洗必须拆卸清洗。()
第四章注射成型设备习题
一、名词解释
1、注射量2、注射压力
3、注射装置
4、塑化能力5、锁模力
6、液压控制系统7、合模装置8、分流道
9、模板间距
10、冷料穴
11、流动比12、无流道浇注系统
13、热流道注射模14、侧向分型抽芯机构
15、抽芯距16、起始抽芯力
17、定距分型拉紧机械
18、联合推出机构19、二级推出机构20、双推出机构
二、选择题
1、注塑大型工程塑料件时,往往采用()。
A.移动螺杆式精密注塑机
B.移动螺杆式普通注塑机
C.柱塞式注塑机
2、注射开模顶出过程要求模板的移动速度是()。
A.慢快慢
B.慢快快
C.快慢快
D.快快慢
3、注塑成型机的操作方式有()
A.全自动半自动手动调整
B.全自动半自动点动调整
C.全自动半自动点动调整
D.全自动手动调整
4、注射机的注射速度是指()
A.螺杆或柱塞单位时间内移动的距离
B.注射机单位时间内的最大注射量
C.冲模时注射机的作功能力
D.注塑机单位时间内塑化物料的量
5、注射机的主油路系统主要由什么组成,是系统压力和流量的调节系统()A.换向阀和行程阀
B.电动机和泵
C.压力阀和流量阀
D.比例阀和换向阀
6、模具顶出机构按其动作顺序可分为()
A.机械顶出、流动顶出及气动顶出
B.直向轴向顶出、螺纹旋转和侧向抽芯脱模剂构
C.顶杆顶出、顶管顶出及推板顶出
D.一次顶出、二次顶出、延迟动作顶出
7、注塑成型时,影响制品结晶度的主要因素时()
A.模具温度
B.料筒温度
C.喷嘴温度
D.注射时间
8、注射模采用()浇口时,一定要采用顺序分型机构。
A.针点式
B.直接式
C.圆环形
D.边缘浇口
9、注射制品表观出现黄焦斑,产生的原因可能是()
A.模具温度太低
B.模具排气不良
C.物料塑化不均、温度低
D.制品冷却时间太短
10、注射成型时,结晶性塑料制品的透明度与模温的关系是()A.模具温度低透明性好
B.模具温度低透明性差
C.模具温度高透明性好
D.模具温度中等透明性差
11、残余压力P为()时,制品脱模最容易。
A.P>0
B.P<0
C.P=0
D.P=注射压力
12、注射成型时,模具温度与制品透明性性能有关的是()
A.模具温度高透明性大
B.模具温度高透明性小
C.模具温度低透明性小
D.模具温度中等透明性大
13、XZ-80代表的意义是注射机的最大公称注射量为()
A.80m3
B. 80cm
C.80g
D.80kg
14、注塑制品出现缩孔的原因可能是()
A.模具温度低塑化不良
B.注射速度过快
C.塑件壁厚不均
D.制件冷却过久
15、注射成型时的温度条件是指()
A.料筒温度、喷嘴温度和模具温度。
B.螺杆温度、料筒温度和物料温度。
C.料筒温度、喷嘴温度和物料温度。
D.螺杆温度、喷嘴温度和模具温度。
三、填空题
1、注射成型的一个工作循环包括:
2、在口模和螺杆头之间有一过渡区,为使料流经过这一区域时改变流动方向、阻止未融物料和杂质通过口模,经常在该过渡区设置和
3、注射机按塑化的方式可分为和
注射机。
4、SZ68/40注射成型机,其中68表示,40表示
5、注射压力是指在注射成型机中,熔融塑料注入模腔时_螺杆或柱塞_端面处作用于
单位面积上的力。
6、注射速度是指注射时螺杆或柱塞的单位为
7、塑化能力是注射机塑化装置在小时内所能
的能力。
8、合模装置的基本持存在一定程度上规定了所用模具的
要求,相对运动程度及安装条件。
9、注射系统的功能可简述为使塑料、使熔料
、熔料的保压及补缩。
10、自锁式喷嘴主要用于类塑料及熔体粘度较
的塑料。
11、合模系统的合模机构可分为式、
式、式。
12、模具浇注系统通常由四部分组成即、分流道、
及冷料井。
13、注射成型工艺过程包括成型前的准备、和
三个阶段。
14、注射成型时的温度条件是指温度、喷嘴温度和
温度。
15、塑料品种很多,可分为通用塑料、和
16、注射成型的三大工艺条件中,压力包括压力和
压力。
17、塑料的塑化包括溶剂塑化和塑化,注塑成型的塑化主要是指“塑料在料
筒内经加热达到状态”。
18、反映热塑性塑料流动性好坏常用指数,反映热固性塑料流动性好坏常
用指数。
19、注射模主要由和
两大部分组成。
20、在不对称分布的多型腔注射模中,需通过调整尺寸和
尺寸,
以使各型腔充模能同时完成。
21、注塑制品的后处理包括处理和
处理。
22、注射成型时,模腔内的压力有较大的变化,压力出现最大值只能在阶
段,压力出现负值只能在阶段。
23、螺杆式注射机的主要塑化部件包括和喷嘴等。
24、塑料的结晶只能产生于和
温度范围内。
25、工艺流程就是从投入开始,通过一定生产设备,按顺序连续加工直到
产生的全过程。
26、注射机的操作方式有点动、手动、半自动和全自动,装模具适宜采用生产时可以采用全自动、半自动和
27、在注射模的多腔模中,分流道的布置有和
两类。
28、注射成型周期包括和其它时间。
29、注射成型时,为避免熔体破裂现象,可或采用
浇口。
30、注射模的冷却水孔数目应尽量的,尺寸应尽量的
31、注射机中,常用的油泵有叶片泵、和
三种。
32、在注射合模中,模板的运动速度是从到
33、在注射成型常用的脱模剂有和硅油三种
34、注塑模腔充满后,保压的作用是及
35、注射成型过程中的压力包括和
两种。
36、PE分子链的支化度越低,分子链越,因而结晶度越
3
5、如图2所示为支管式机头结构,试写出图中1~5的名称。
32
1
5
6、如图2所示为衣架式机头结构,请写出图中1-6的名称。
45
6
2
3
6
235
8
9
110
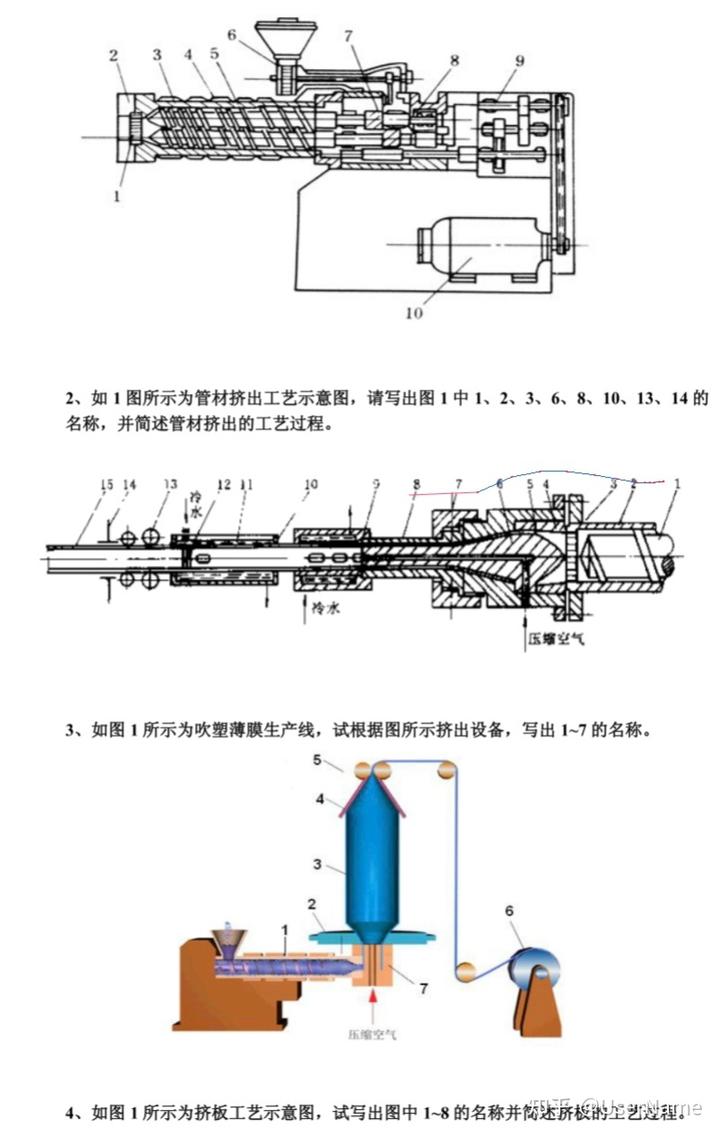
2、如1图所示为管材挤出工艺示意图,请写出图1中1、2、3、6、8、10、13、14的名称,并简述管材挤出的工艺过程。
15141312
1110
水冷水
压缩空气
3、如图1所示为吹塑薄膜生产线,试根据图所示挤出设备,写出1~7的名称。
5
3
26
7
压缩空气
4、如图1所示为挤板工艺示意图,试写出图中1-8的名称并简述挤板的工艺过程。
三、简答题
1、普通螺杆在结构上为何分段,分为几段?各段的作用如何?
2、提高固体输送率的主要途径有哪些?
3、挤出成型的特点
4、双螺杆挤出的特点
5、薄膜吹塑成型优缺点
6、挤出时,渐变螺杆和突变螺杆具有不同的加工特点。已知:PVC软化点75~165℃;尼龙的熔融温度范围则较窄,约10℃,它们应分别选用何种螺杆进行加工?简要说明理由。
7、试简述螺杆的主要参数有哪些?
8、简述挤出机机头中多孔板和过滤网的作用。
9、试叙述管材挤出成型的工艺过程及其工艺控制要素有哪些?
四、读图题
1、如图1所示为双螺杆挤出机示意图,请写出编号为1~10结构的名称,简述单螺杆挤出机与双螺杆挤出机的异同。
D.压缩比的获得最常用的方法是等距变深螺槽
8、下列关于螺杆螺旋角说法不正确的是()
A.螺旋角增大,挤出机的生产能力下降
B.螺旋角等于30度的适合细粉状料
C.最常用的螺旋角度是17.7度
D.螺旋角等于15度的适合方块料
9、下列关于螺杆结构参数说法不正确的是()
A.螺棱宽太小会使漏流增加,导致产量降低
B.螺棱宽太打会增加螺棱上的动力消耗,有局部过热的危险
C.螺杆与料筒的间隙减小,不利于物料的熔融和混合
D.螺杆与料筒的间隙太小,易引起物料出现热力学降解
10、下列关于加料段的说法错误的是()
A.加料段的作用是加热和输送物料
B.加料段物料始终保持固体状态
C.加料段通常采用等深变距的螺杆
D.挤出结晶性塑料加料段要长
11、下列关于压缩段的说法错误的是()
A.压缩段的作用是压缩与剪切作用
B.压缩段物料全部是粘流状态
C.压缩段一般采用等距变深的螺杆
D.无定形塑料的压缩段比较长
12、结晶性塑料一般采用螺杆()
A.渐变形螺杆
B.突变形螺杆
C.波纹型螺杆
D.屏障形螺杆
13、为提高螺杆存在的熔融效率低、塑化混合不均匀等缺点,常采用的措施不包括()A.采用高效螺杆
B.加大螺杆的长径比
C.减小均化段螺槽深度
D.提高螺杆的转速
14、挤出成型的工艺流程是()
A.原料的准备、挤出物定型与冷却、挤出成型、干燥、预热、制品的牵引与卷取B.原料的准备、挤出物定型与冷却、干燥、预热、挤出成型、制品的牵引与卷取C.原料的准备、预热、干燥、挤出成型、挤出物定型与冷却、制品的牵引与卷取D.原料的准备、挤出物定型与冷却、制品的牵引与卷取、挤出成型、预热、干燥15、对挤出生产率影响不大的是()
A.正流
B.逆流
C.横流
D.漏流
16、下列关于温度与挤出成型关系的说法正确的是()
A.温度升高,制品形状稳定性好,所以应该尽量采用高温挤出
B.温度降低,物料粘度降低,有利于塑化,,所以应该采用低温挤出
C.温度太低,制品收缩增大,所以应该尽量采用高温挤出
D.温度太高,制品发黄,出现气泡,所以应该降低挤出温度
17、挤出成型过程中,制品横截面是靠哪个部件得到的?()
A.机头
B.口模
C.料筒
D.分流梭
18、挤出成型模具被称为()
A.牵引装置
B.挤出成型零部件
C.口模
D.挤出机机头
19、辅机的组成部分一般不包括()
A.定型装置
B.卷取装置
C.加热装置
D.牵引装置
20、软管的生产过程与硬管不同之处在于()
A.定径方式不一样
B.冷却方式不一样
C.成型主机不一样
D.挤出口模不一样
21、大口径管多采用的定径方法为()
A.外压定径法
B.内压定径法
C.真空定径法
D.蒸汽辅助定径
22、管材的截面尺寸与下列哪个因素无关()
A.机头口模
B.定径套直径
C.牵引速度
D.冷却水温度
23、下列关于吹膜挤出吹胀比说法不正确的是()
A.吹胀比是用来衡量吹胀的程度
B.吹胀比是管坯吹胀后的管膜的直径与挤出机螺杆的直径的比值
C.吹胀比的大小表示挤出管坯直径的变化
D.吹胀比表明了粘流态下大分子受到横向拉伸作用力的大小
24、下列关于薄膜的吹胀与牵引下列说法错误的是()
A.生产不同折径不同厚度的薄膜,可以通过调整吹胀比和牵引比来控制B.吹胀比太大,横向强度太低
C.吹胀比太小,膜管不稳定
D.牵引比太小,膜管容易被拉断
25、板材挤出成型的辅机连接顺序正确的是()
A.三辊压光机、冷却导辊、切边装置、牵引装置、切割装置
B.三辊压光机、冷却导辊、切割装置、切边装置、牵引装置
C.冷却导辊、切割装置、三辊压光机、切边装置、牵引装置、
D.冷却导辊、切边装置、牵引装置、三辊压光机、切割装置
26、关于板材挤出三辊压光机的说法,下列错误的是()
A.压光机的作用是将挤出的板材压光和降温
B.压光机的滚筒对尺寸精度与光洁度没有要求
C.压光机滚筒间隙可以调整
D.压光机与机头的距离应尽量靠近
27、关于三辊压光机温度的控制,下列说法正确的是()
A.上辊温度最高
B.中辊温度最高
C.下辊温度最高
D.三辊温度一致
28、口模应有一定长度的平直部分的原因是()
A.保证物料的稳定以及消除熔接痕
B.增大料流的压力
C.节约材料,降低成本
D.制造工艺的要求
29、下列不属于机头的设计原则的是()
A.内腔呈流线型
B.机头压力大小分布均匀
C.足够的压缩比
D.正确的断面形状
30、下列不属于新型高效螺杆的是()
A.屏障形螺杆
B.销钉型螺杆
C.波纹螺杆
D.突变型螺杆
二、填空题
1、挤出机主机主要由、传动系统、
等组成。
2、挤出机的挤压系统主要包括以及配
套功能元件,其中是挤压系统最关键的部件。
3、在口模和螺杆头之间的过渡区域经常设置和
,其作用是使料流
由变为
4、螺杆的压缩比是指螺杆第一个螺槽构成的容积和
最后一个
螺槽构成的容积之比。
5、双螺杆挤出机按螺杆旋转的方向不同可分为和
两种。
6、均化段长度与生产率密切相关,减短均化段长度,则挤出生产效率7、挤出成型中物料温度的来源包括
8、吹膜成型依次经过的辅机为
9、在其它条件一定时,增大螺杆的长径比,等于增加螺杆的
10、软管的生产过程与硬管不同之处在于不同。
高分子材料成型加工设备习题
6、满足开炼机正常工作必须的两个条件是什么?
7、椭圆形转子密炼机的工作原理
第三章挤出成型设备
一、选择题
1、挤出机的螺杆分为()
A.加料段、熔融段、均化段
B.加料段、融化段、挤出段
C.熔融段、均化段、挤出段
D.融化段、熔融段、挤出段
2、熔体在挤出机螺杆的均化段的流动有四种形式,分别为()A.正流、负流、横流、竖流
B.正流、逆流、横流、漏流
C.正流、负流、横流、漏流
D.正流、逆流、横流、竖流
3、下列关于挤出成型基本概念错误的是()
A.挤出的型材具有恒定的断面形状
B.螺杆式挤出成型工艺过程是间歇成型
C.挤出成型亦称挤塑或挤出模塑
D.挤出成型既可成型热塑性塑料,又可成型部分热固性塑料4、螺杆的作用不包括()
A.输送物料
B.传热塑化物料
C.计量物料
D.混合均化物料
5、为提高物料输送能力,常采取的措施不包括()
A.冷却螺杆,使螺杆的温度略低于料筒
B.提高螺杆的转速
C.在料筒内壁开设纵向沟槽
D.升高料筒的温度
6、增大螺杆的长径比不可以达到的目的()
A.改善塑料的温度分布
B.降低挤出机的功率消耗
C.减少挤出时的逆流和漏流
D.使物料混合更均匀
7、下列关于压缩比的说法不正确的是()
A.粉料的压缩比应大于粒状塑料的压缩比
B.薄壁制品的压缩比应小于厚壁制品的压缩比
C.压缩比太大,螺杆本身的机械强度下降
第一章绪论
一、简答题
1、在现代聚合物成型加工工业中,影响聚合物制品生产的三大重要因素是什么?2、聚合物成型机械的定义及分类?
3、聚合物加工设备发展的主要趋势和特点?
第二章高分子材料混合及设备
一、填空题
1、预处理设备包括以及
2、常见的筛析方法和
3、三辊研磨机主要用于的研磨。
4、密炼机可按转子转速分成和
5、高速捏合机的主要部件包括和。
6、增大开炼机的或减小
都会使速度梯度增加,提高物料的剪切塑
化效果。
7、开炼机的主要部件包括和
8、密炼机的主要部件包括和
9、密炼机常用转子的基本类型包括和
10、开炼机的混炼功率应是和
之和。
二、简答题
1、预热和干燥的目的是什么?有哪些方式?
2、研磨机分为哪几类?各包括哪些常用设备?
3、哪些机械通常用于塑料的初混合?哪些机械通常用于混炼?
4、说出三辊研磨机的工作原理
5、开炼机的工作原理
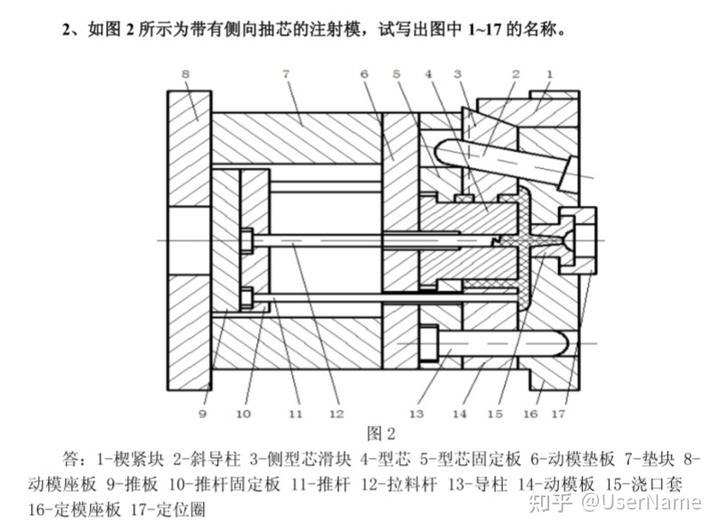
2、如图2所示为带有侧向抽芯的注射模,试写出图中1-17的名称。
87
6
53
2
1
9101112
1314151617
图2
答:1-楔紧块2-斜导柱3-侧型芯滑块4-型芯5-型芯固定板6-动模垫板7-垫块8-动模座板9-推板10-推杆固定板11-推杆12-拉料杆13-导柱14-动模板15-浇口套16-定模座板17-定位圈
一、选择题(共20分)
1、熔体在挤出机螺杆的均化段的流动有四种形式,分别为(B)。
A正流、负流、横流、竖流B正流、逆流、横流、漏流
C正流、负流、横流、漏流D正流、逆流、横流、竖流
2、衡量热塑性塑料流动好坏的是(A)。
A熔体指数B拉稀搁置数
C分子量大小和分布D熔体温度的高低
3、挤出成型模具被称为(D)。
A牵引装置
B挤出成型零部件
C口模
D挤出机机头
4、注塑成型机的操作方式有(A)。
A全自动半自动手动调整B全自动半自动点动调整
C全自动半自动点动调整D全自动手动调整
5、注射机的主油路系统主要由什么组成,是系统压力和流量的调节系统(C)。A换向阀和行程阀B电动机和泵
C压力阀和流量阀D比例阀和换向阀
6、模具顶出机构按其动作顺序可分为(D)
A机械顶出、流动顶出及气动顶出
B直向轴向顶出、螺纹旋转和侧向抽芯脱模剂构
C顶杆顶出、顶管顶出及推板顶出
D一次顶出、二次顶出、延迟动作顶出
7、注射模采用(A)浇口时,一定要采用顺序分型机构。
A针点式B直接式C圆环形D边缘浇口
8、下列不属于机头的设计原则的是(B)。
A内腔呈流线型
B机头压力大小分布均匀
C足够的压缩比
D正确的断面形状
9、吹膜成型依次经过的辅机,正确的是(B)。
A牵引夹辊、人字板、均衡张紧辊、收卷辊
B人字板、牵引夹辊、均衡张紧辊、收卷辊
C均衡张紧辊、牵引夹辊、人字板、收卷辊
D牵引夹辊、人字板、收卷辊、均衡张紧辊
10、大口径管多采用(B)定径方法。
A外压定径法
B内压定径法
C真空定径法
D蒸汽辅助定径
二、填空题(共30分)
1、预处理设备包括筛析设备
预热、干燥设备以及研磨设备。
2、高速捏合机的主要部件包括混合锅
叶轮
传动装置
和卸料装置。
3、注射成型时,模腔内的压力有较大的变化,压力出现最大值只能在保压阶段,压力出现负值只能在冷却
阶段。
4、在口模和螺杆头之间的过渡区域经常设置分流板和过滤网,其作用是使料流由螺旋运动变为直线运动
5、模具浇注系统通常由四部分组成即主流道
、分流道、
浇口
及冷料井。
6、在不对称分布的多型腔注射模中,需通过调整分流道尺寸和浇口尺寸,以使各型腔充模能同时完成。
7、SZ-68/40注射成型机,其中68表示注射量,40表示锁模力
8、评价压延机刚性好坏与抗变形能力大小的一个重指标是长径比。
9、注射模的冷却水孔数目应尽量的多,尺寸应尽量的大。
10、吹胀装置主要包括吹气机构、模具、冷却系统以及排气系统等四部分。
11、液压机的主要技术参数有最大总压力、工作油液压力、最大回程力和升压时间等。
三、判断题(每题2分,共10分)(对打V,错打×)
1、注塑机的螺杆形式和结构与挤出机的螺杆完全相同。(错)
2、一套挤出成型设备通常是由主机、机头、辅机、加热系统组成。(错)
3、分型面的位置有垂直于开模方向、平行于开模方向及倾斜于开模方向几种。(对)4、在注射模具中,推板脱模的模具无需复位杆。(对)
5、压制成型广泛应用于橡胶和热固性塑料的成型加工中。(对)
四、简答题(每题4分,共20分)
1、哪些机械通常用于塑料的初混合?哪些机械通常用于混炼?
答:常用的初混设备包括:冷混机、捏合机、高速捏合机、连续混合机
常用的混炼设备包括:开炼机、密炼机。
2、挤出成型的特点
答:(1)连续化生产,产品都是连续的
(2)生产效率高,如一台200挤出机700kg/小时,德国500挤出机20t/小时。(3)应用范围广,能生产管材、棒材、板材、薄膜、单丝、电线、电缆、异型材,以
及中空制品等。
(4)投资少,收效快;
(5)结构简单,易操作
3、单分型面和双分型面注射模的区别是什么?
答:单分型面注射模具又称为两板式注射模,只有一个分型面。单分型面模具开模以后,
塑件连同浇注系统凝料留在动模一侧,并从同一分型面取出。
双分型面注射模具又称为三板式注射模,有两个分型在。与单分型面相比,在动模和定
模之间增加了一个可以定距移动的流道板,塑件和浇注系统凝料从两个不同的分型面取出。
4、注射成型机冷却装置分布于何处?有何作用?
答:(1)防止注射压力卸除后,已进入模腔的熔融塑料在尚未冷凝前流回浇道;(2)模内熔融塑料冷却时,能向模腔内再挤填少量塑料,以补偿其体积的收缩,保
证制件完整性,密实性和外观质量。
5、模具上设置定位圈的作用是什么?
答:(1)保证模具进料口中心与注射机喷嘴中心一致吻合:
(2)对模具浇口套起压紧作用,防止冲模时因模腔压力作用使浇口套后移。
五、读图题(共20分)
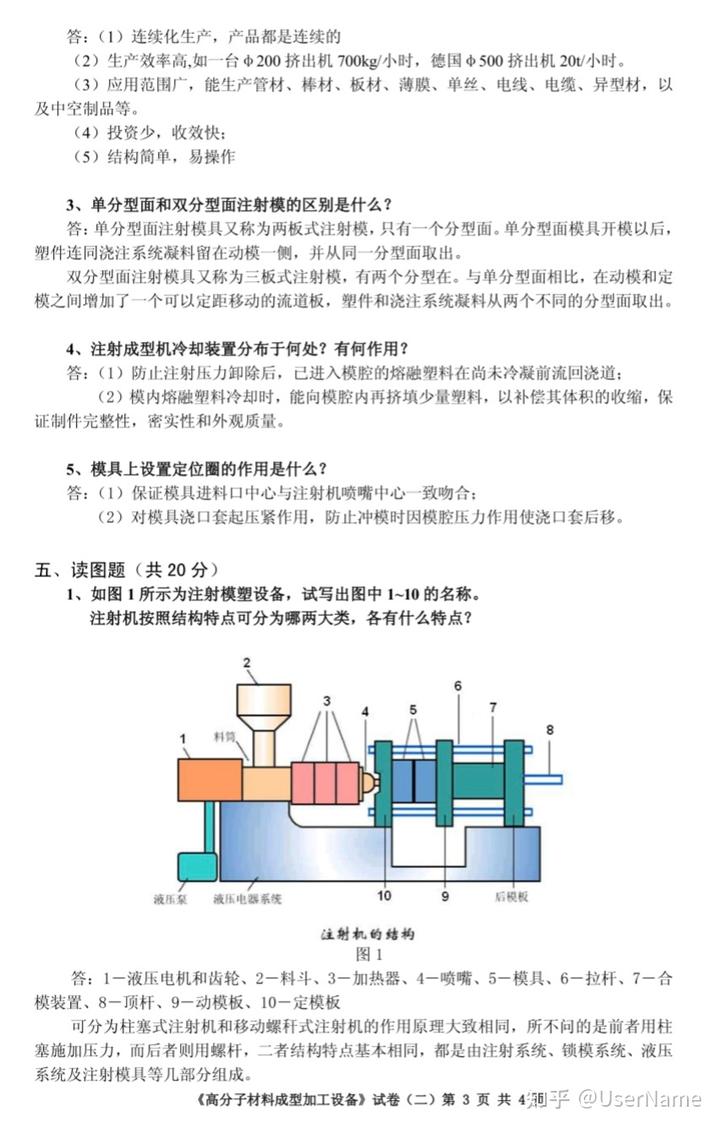
1、如图1所示为注射模塑设备,试写出图中1~10的名称。
注射机按照结构特点可分为哪两大类,各有什么特点?
26
58
料筒
液压泵液压电器系统10
9
后模板
注射机的结构
图1
答:1一液压电机和齿轮、2一料斗、3一加热器、4-喷嘴、5一模具、6一拉杆、7一合
模装置、8一顶杆、9一动模板、10一定模板
可分为柱塞式注射机和移动螺秆式注射机的作用原理大致相同,所不问的是前者用柱
塞施加压力,而后者则用螺杆,二者结构特点基本相同,都是由注射系统、锁模系统、液压
系统及注射模具等几部分组成。
《高分子材料成型加工设备》试卷(二)第3页共4页
其次如混炼时间过长,加药顺序不合理,混炼不均,也能造成胶料硫化后物理机械性能不合格。采取措施首先加强精工细作,贯彻三检制度,防止错配漏配药料。但是对质量较差的胶料,则必须进行补充加工或掺用于合格胶料中使用。
30.胶料为什么会产生焦烧胶料产生焦烧的原因概括起来有这么几条:配方设计不合理,例如硫化剂,促进剂用量太多;装胶容量过大,炼胶炼胶操作不当,如炼胶炼胶机温度过高,下片后又未进行充分冷却,过早的加硫磺或分散炼胶炼胶不匀,造成硫化剂和促进剂的高度集中:未经薄通散热打卷存放,打卷过大或存放时间过长等等,都会造成胶料焦烧。
31.如何防止胶料焦烧防止焦烧主要是针对产生焦烧原因相应采取措施。(1)防止产生焦烧,如严格控制混炼温度,尤其是加硫温度,改进冷却条件,按工艺规程规定顺序加料,加强胶料管理等。(2)调整配方中的硫化体系,适当添加防焦剂。
32.处理焦烧程度较重的胶料,为什么要加入1-1.5%硬脂酸或油类对于一般焦烧程度较轻的胶料,在开炼机上薄通(辊距1-1.5mm,辊温45℃以下)4-6次,停放24小时,掺入好料中使用。掺用量控制在20%以下。但对于焦烧程度较重的胶料,胶料中硫化键较多,加入1-1.5%硬脂配后使胶料膨润,加快交联结构的破坏,这种胶即使处理好后,在好胶料中掺用比例也不宜高于10%。当然,对于一些焦烧程度严重胶料,除加硬脂酸外,适当加2-3%油类软化剂,以助膨润,处理后只能降级使用。至于焦烧更严重的胶料,不能直接处理使用,只好供做再生胶原料。
33.胶料为什么要存放在铁板铁板上铁板塑、混炼胶炼胶很软,如果随意放在地面上,砂石,泥土,木屑等杂物易粘在胶料上,不易被炼胶发现,混进后会严重降低制品质量,特别是对一些薄制品更是致命要害,如果金属杂物混入,则会造成机器设备事故。所以胶料必须存放在特制的铁板铁板上,按指定的地点存放。铁板
34.为什么混炼胶炼胶的可塑度有时变化很大炼胶混炼胶炼胶的可塑度变化,影响因素很多,主要有:(1)塑炼胶炼胶的取样不统一:(2)混炼时炼胶炼胶塑炼胶炼胶加压不当;(3)软化剂数量不正确;(4)原材料变动,特别是生胶和炭黑的变动,解决上述毛病炼胶主要措施就是严格执行工艺规程,随时注意原材料变更的技术通知。
35.混炼胶炼胶从密炼机排出后,为什么要进行薄通倒炼炼胶密炼机排出胶料温度一般在125℃以上,而加硫磺温度应在100℃以下,为了迅速将胶料的温度降下来,所以就需要反复对胶料进行倒炼,然后进行加硫磺、加促进剂的作业。
36.使用不溶性硫磺的胶料,在加工过程中应注意哪些问题不溶性硫磺是不稳定的,它能转化为一般的可溶性硫磺。在室温下转化较慢,但随温度升高而加快,至110℃以上时,便能在10-20分钟以内转化为普通硫磺。因此这种硫磺应在尽可能低的温度下贮存。在配料加工过程中,也要小心保持较低的温度(在100℃以下)以防止其转化为普通硫磺。不溶性硫磺由于它在橡胶中的不溶性,往往难于均匀分散,在工艺上也应充分注意。不溶性硫磺只用以代替一般的可溶性硫磺,不改变硫化过程和硫化胶的性能。因此,如果工艺过程中温度过高,或者较高温度下长时间存放,那么使用它就没有意义。
37.胶片冷却装置使用的油酸钠为什么要循环胶片冷却装置冷水槽中使用的隔离剂油酸钠由于连续作业,压片机下来的胶片不断将热量留在油酸钠中,会使其温度迅速上升而达不到冷却胶片的目的。为了降低其温度,就需要进行循环冷却,只有这样才能更有效的发挥胶片冷却装置的冷却效果和隔离效果。
38.胶片冷却装置使用机械滚刀为什么比电热滚刀好胶片冷却装置开始曾试用电热滚刀,结构复杂,维护困难,刀口处胶料易早期硫化,不安全,后改用机械滚刀,维护检修方便,保证了产品质量和安全生产。
和配合剂很快混合均匀。从理论上讲,压力越大越好,但因受设备等方面的限制,实际上压力不可能无限制的大,一般说来,风压以6Kg/cm2左右为好。
19.为什么开放式炼胶炼胶机两个辊要有一定的速比炼胶开放式炼胶炼胶机设计速比的目的在于加强剪切作用,对胶料产生机械磨擦和分子链断裂,促炼胶进配合剂的分散。另外前滚速度慢,还有利于操作,有利于安全生产。
20.密炼机为什么会产生夹铊现象密炼机夹铊的原因一般说来有三个方面:(1)设备本身有毛病,如:上顶拴漏风等,(2)风压不足,(3)操作不当,如加软化剂时不注意,往往会使上顶栓和密炼机腔壁上粘上胶料,如不及时清理,久而久之就会夹铊。
21.混炼胶炼胶片为什么会压散炼胶混炼时由于不慎,往往会压散,造成的原因很多,主要是:(1)违反工艺规程规定的加药顺序或加药过急;(2)混炼时混炼室温度过底;(3)配方中填充剂用量过大等,均有可能。由于混炼不好,而将胶料压散。压散后的胶料要加同胶号塑炼胶炼胶或母胶,待压合排出后,再作技术处理。炼胶
22.为什么要规定加药顺序加药顺序的目的在于提高炼胶炼胶效率,保证混炼胶炼胶料的质量。一般说来其加药顺序为:(1)炼胶炼胶加塑炼胶炼胶软化,便于和配合剂混合。(2)加入小药:氧化锌、硬脂酸、促进剂、防老剂等,这些都是胶炼胶料重要成份,首先加入便于它们能均匀地分散在胶料中。(3)炭黑或其它填充剂如陶土、碳酸钙等。(4)液体软化剂,胶料膨润使炭黑和胶易于混合。若不按这加药顺序进行(特殊要求的配方除外),就会严重影响混炼胶炼胶料质量。炼胶
23.为什么同一种配方中有几种生胶并用随着橡胶工业原料的发展,合成橡胶品种日益增多,为了改进胶料和提高硫化胶的物理机械性能,改进胶料的加工性能,降低橡胶制品的成本,目前常在同一种配方中有几种生胶并用。
24.胶料为什么会产生可塑度过高或过低产生这种情况主要原因是塑炼胶炼胶可塑度不适当:混炼时间过长或过短:混炼温度不当:并炼胶用胶未掺合好:增塑剂多加了或少加;炭黑少加多加或品种用错等均会产生。改进办法是适当掌握塑炼胶炼胶的可塑度,控制好混炼时间和温度,并用胶需混炼均匀,配合剂应称量准确和加强检查等。
25.混炼胶炼胶料为什么产生比重过大过小炼胶造成的原因有配合剂称量不准,漏配和错配。炭黑,氧化锌,碳酸钙多于规定用量而生胶、油类增塑剂等少于规定用量,均会出现胶料比重超过规定的情况。反之,结果亦相反。另外进行胶料混炼时,粉剂飞扬过多或粘于容器壁上(如小药盒上),加料未能倒干净,均能造成胶料比重过大或过小,改进办法就是核对配合时称量有没有差错,加强操作,防止粉剂飞扬和注意胶料混炼均匀
26.混炼胶炼胶料硬度为什么会产生过高,过低炼胶造成胶料硬度高低主要原因是配合剂称量不准确,如硫化剂、补强剂、促进剂的称量高于配方用量,造成硫化胶硬度超高;相反如橡胶、增塑剂称量多于配方规定用量或补强剂、硫化剂、促进剂的称量少于配方规定用量,也必然造成硫化胶料硬度偏低。其改进措施和克服可塑度波动因素相同。另外,加硫磺后,如捣炼不均,也会造成硬度波动(局部过大或过小)
27.胶料为什么会产生硫化起点慢产生胶料硫化起点慢的主要原因是由于促进剂的称量少于规定用量,或者混炼漏加氧化锌或硬脂酸:其次炭黑品种搞错,有时也会造成迟延胶料的硫化速度。改进措施是加强三检,称量药料准确等。
28.胶料为什么会产生欠硫胶料产生欠硫主要是促进剂、硫化剂和氧化锌等漏配或少配所致,但是混炼操作不当,粉剂飞扬过多,也会导致胶料欠硫。改进措施是:除应做到称量准确,加强三检,不漏配或错配药料外,还应该加强混炼工艺操作,并防止粉剂的大量飞扬散失。
29.混炼胶炼胶料的物理机械性能为什么不一致炼胶配合剂称量不准,主要是补强剂硫化剂和促进剂漏配和错配,都会严重影响混炼胶炼胶料硫炼胶化后的物理机械性能。
胶的耐磨耗性。低结构炭黑的优点是扯断强力高,伸长率大,定伸强力低,硬度小,胶料柔软,生热也较小,但是耐磨性能比同粒度高结构炭黑差。
9.炭黑为什么会影响胶料焦烧性能炭黑的结构对胶料焦烧时间影响:结构性高焦烧时间短;炭黑的粒径越小焦烧时间越短。炭黑粒子表面性能对焦烧影响:主要指炭黑表面含氧量,含氧量高,PH值低,呈酸性,如槽黑,焦烧时间较长。炭黑的用量对焦烧时间影响:用量大能明显地缩短焦烧时间就是因为炭黑增多生成结合橡胶多有促进焦烧的倾向。炭黑在不同硫化体系中对胶料门尼焦烧时间的影响各不相同。
10.什么是一段混炼,什么是二段混炼一段混炼是把塑炼胶炼胶和各种配合剂(对于一些不易分散或用量较少的配合剂可预先制成母炼胶胶)按工艺规程要求逐一加入,即在密炼机内做母炼胶炼胶混炼,然后在压片机上加入硫磺或其它硫化剂以及炼胶一些不宜在密炼机内加入的超促进剂。简言之,一段混炼就是不在中间停放而一次完成的混炼。二段混炼即是先将除硫化剂和超促进剂以外的各种配合剂与生胶均匀混合,制成母胶,下片冷却停放一定时间,然后在密炼机或开炼机上进行补充加工加入硫化剂。
11.胶片为什么要冷却方可存放压片机切取下来的胶片温度很高,如若不立即进行冷却,很容易产生早期硫化,还会粘胶,给下工艺造成麻烦。我厂由压片机下来,经胶片冷却装置浸隔离剂、吹干、切片,就是为此目的。一般冷厂却要求是将胶片温度冷却到45℃以下,胶料停放时间不宜过长,否则会引起胶料喷霜
12.为什么要控制加硫磺温度在100℃以下这是因混炼胶炼胶料在加硫磺与促进剂时,如果温度超过100℃,就很容易造成胶料的早期硫化炼胶(即焦烧)。另外,在高温下硫磺溶介在橡胶内,冷却后硫磺凝集在胶料表面,造成喷霜,而且会造成硫磺分散不匀。13.混炼胶炼胶片为什么要停放一定时间方可使用炼胶混炼胶炼胶胶片经冷却后存放的目的有四个:(1)使胶料恢复疲劳,松驰混炼时所受的机械应炼胶力:(2)减少胶料的收缩:(3)使配合剂在停放过程中继续扩散,促进均匀分散:(4)使橡胶与炭黑之间进一步生成结合橡胶,提高补强效果。
14.为什么要严格执行分段加药和加压时间加药顺序和加压时间是影响混炼质量的重要因素。分段加药可提高混炼效率,增加其均匀性,而且某些药料的投加顺序还有其特殊规定,如:液体软化剂不得与炭黑同时投加,以免结团。因此必须严格执行分段加药。加压时间过短橡胶与药料得不到充分磨擦捏炼,而造成混炼不匀;如加压时间过长而使混炼室温度太高,影响质量,还会降低效率。因此,必须严格执行加压时间。
15.装胶容量对混、塑炼胶炼胶质量有什么影响炼胶装胶容量是指密炼机实际混炼容量,它往往只占密炼机混炼室总容量的50-60%。如果容量太大,混炼无充分空隙,不能进行充分的搅拌,造成混炼不匀;温升高,易造成胶料自硫;还会造成电机超负荷。容量太小,转子间无足够的磨擦阻力,出现空转,同样造成混炼不均,使混炼胶炼胶的质量受到影响,炼胶同时也降低设备利用率。
16.胶料混炼时,液体软化剂为什么要最后加胶料在混炼时,如果先加入液体软化剂,就会使生胶过分膨胀而影响胶分子和填充剂之间的机械磨擦作用,降低胶料混炼速度,同时也会造成粉剂分散不均,甚至结团。所以混炼时液体软化剂一般都是最后加入。
17.为什么混炼胶炼胶料放置时间长了会“自硫”炼胶混炼胶炼胶料放置期间产生“自硫"的原因主要是:(1)使用的硫化剂,促进剂太多:(2)炼胶装胶容量大,炼胶炼胶机温度过高,胶片冷却不够;(3)或过早加硫,药料分散不均造成促进剂和硫磺局部炼胶集中;(4)停放不当,即停放场所温度过高,空气不流通等。
18.为什么密炼机混炼胶炼胶料要有一定的风压炼胶混炼时,密炼机混炼室内除有生胶及药料外,还有相当一部分空隙存在,如果压力不足,生胶和药料就得不到足够的磨擦捏炼,从而造成混炼不均;而加大压力后,胶料就会上下左右受到强大的磨擦捏炼,使生胶
12.影响塑炼的原因有哪些?试对其作定性阐明。
机械力:越大则塑炼越快;
氧:加速塑炼;
温度:越高则越快;
化学塑解剂:大大加速塑炼;
静电与臭氧:加速。
13混炼操作开始前,需进行哪些准备工作?
多种原材料与配合剂的质量检查:配合剂的检查包括纯度、粒度及其分布、机械杂质、灰分及挥发分、酸碱度等;生胶的检查包括化学成分、门尼粘度、物理机械性能。
对某些配合剂尽心补充加工:固体配合剂的粉碎、干燥和筛选;低熔点固体配合剂的融化和过滤;液体配合剂的加温和过滤;粉状配合剂旳干燥和筛选。
油膏与母炼胶的制造:为防止粉状物料的分散、损失及环境污染,有时候将某些配合剂、增进剂等事先以较大比例与液体软化剂混合制成膏状使用;而母炼胶是某些配合剂与生胶单独混合制成的物料。称量配合操作:即按配方规定的原材料品种和用量比例,以合适旳衡器进行称量搭配。
14什么是压延效应?其原因是什么?
压延效应是指压延后的胶片在平行和垂直于压延方向上出现性能各向异性旳现象。
原因:橡胶大分子链的拉伸取向;形状不对称的配合剂粒子沿压
延方向旳取向。
15减少压延效应的措施有哪些?
配方设计:尽量不用几何形状不对称的配合剂。
压延工艺方面:合适提高压延机辊筒表面的温度;提高压延半成品的停放温度;减少压延速度;合适增长胶料的可塑度;将热炼后的胶料调转90向压延机供胶。
16冷喂料压出有什么长处?
(1)冷喂料压出对压力的敏感性小,尽管机头压力增长或口型阻力增大,但压出速率减少不大。
(2)由于不需热炼工序,减少了质量影响原因,从而压出物愈加均匀mayiwenku.com
(3)胶料的热历程短,因此压出温度较高也不易发生初期硫化。(4)应用范围广,灵活性大,可合用于天然橡胶、丁苯橡胶、丁腈橡胶、氯丁橡胶、丁基橡胶等。
(5)冷喂料挤出机的投资和生产费用较低
1. 橡胶为什么要塑炼 橡胶塑炼目的在于使橡胶在机械、热、化学等作用下切短大分子链,使橡胶暂时失去其弹性而使可塑性增大,以满足制造过程中的工艺要求。如:使配合剂易于混入,便于压延压出,模压花纹清楚,形状稳定,增加压型、注压胶料的流动性,使胶料易于渗入纤维,并能提高胶料溶介性及粘着性。当然一些低粘度、恒粘度橡胶有时也不一定塑炼,国产标准颗粒胶,标准马来西亚橡胶(SMR)。
2. 哪些因素影响橡胶在密炼机中塑炼 密炼机塑炼生胶是属于高温塑炼,温度最低在 120℃以上,一般是在 155℃-165℃间。生胶 在密炼机腔内受高温和强机械作用,产生剧烈氧化,能在较短的时间里获得理想可塑度。因此影响密炼机进行生胶塑炼因素主要有: (1)设备技术性能,如转速等, (2)工艺条件,如时间、温度、风压及容量等。
3. 为什么各种橡胶的塑炼特性都不一样 橡胶的塑炼与其化学组成,分子结构,分子量及分子量分布有着密切联系。天然橡胶和合成橡胶由于结构和性能上的不同特点,一般说来天然胶塑炼比较容易,合成胶塑炼比较困难。就合成胶而言异戊胶,氯丁胶近于天然胶,丁苯胶,丁基胶次之,丁腈胶最困难。
4. 为什么用生胶可塑性作为塑炼胶 炼胶的主要质量标准 炼胶 生胶的可塑性是关系到制品整个制造过程进行的难易,直接影响到硫化胶的物理机械性能及制品使用性能的重要性质。若生胶可塑性过高,会使硫化胶的物理机械性能降低。而生胶可塑度过低,则会造成下工艺加工的困难,使胶料不易混炼均匀,压延,压出时半成品表面不光滑,收缩率大,不易掌握半成品尺寸 尺寸,在尺寸压延时胶料也难于擦进织物中,造成挂胶帘布掉皮等现象,大大降低布层间附着力。可塑性不均则会造成胶料的工艺性能和物 理机械性能不一致,甚至影响制品使用性能不一致。因此正确掌握生胶可塑性是一个不可忽视的问题。5. 混炼的目的是什么 混炼就是按照胶料配方规定的配合剂的比例,将生胶和各种配合剂通过橡胶设备混合在一起,并使各种配合剂均匀地分散在生胶之中。胶料进行混炼的目的就是要获得物理机械性能指标均匀一致,符合配方规定的胶料性能指标,以利于下工艺操作和保证成品质量要求。
6. 配合剂为什么会结团 造成配合剂结团原因有:生胶塑炼不充分,辊距过大,辊温过高,装胶容量过大,粉类配合剂中 含有粗粒子或结团物,凝胶等造成。改进的办法就是针对具体情况采取:充分塑炼,适当调小辊距,降低辊温,注意加料方法;粉剂进行烘干和筛选混炼时切割要适当。
7. 胶料中炭黑用量过多为什么会产生“稀释效应”所谓“稀释效应”就是由于在胶料配方中,炭黑的用量过多,橡胶在数量上相对地减少,导致炭黑粒子间的紧密接触,而不能在胶料中很好的分散,这即是“稀释效应”。这样因为有许多大颗粒炭黑粒团的存在,橡胶分子无法穿透到炭黑粒团里面去,橡胶与炭黑相互作用减少,强力下降而达不到预期的补强效果。8. 炭黑的结构性对胶料的性能有什么影响 炭黑是由烃类化合物经热分解而生成的。当原料为天然气(其组分以脂肪烃为主)时,则形成碳的六元环;当原料为重油(芳香烃含量较高)时,因已含有碳的六元环,则进一步脱氢缩合形成多环式芳香族化合物,从而生成碳原子的六角形网状结构层面,这种层面3-5个重叠则成为晶子。炭黑的球形粒子就是由几组没有一定标准定向的这种晶子所组成的无定形结晶体。晶子周围含有不饱和的自由键,这种 键使炭黑粒子彼此凝聚,形成多少不等的分支小链,此即称做炭黑的结构。炭黑的结构因制法不同而异,一般炉法炭黑的结构高于槽法炭黑,乙炔炭黑的结构最高,此外,炭黑的结构还受原料的影响,原料的芳香烃含量高,则炭黑的结构就高,收率也高;反之,则结构低,收 率亦低。炭黑粒子直径愈小,结构也愈高。在同一粒径范围内,结构愈高,压出愈易,而且压出品表面光滑,收缩小。炭黑的结构可由吸油值大小来衡量,在粒径相同的情况下,吸油值大表示结构高,反之则表示结构低。高结构的炭黑在合成胶中难于分散,但是柔软的合成胶需要模数较高的炭黑来提高它的强力,细 粒子高结构炭黑能够提高胎面
值。在该过程中的化学反应只是影响疲劳过程的一种原因。
力化学理论:认为橡胶的老化过程是在里的作用下的一种化学反应过程,重要是在力作用下的活化氧化过程。
10.相容性怎样影响橡胶共混物的形态构造?
热力学相容性是聚合物之间均匀混合的重要推进力。两种聚合物的相容性越好就越轻易互相扩散而到达均匀的混合,过渡区也就广阔,相界面越模糊,相畴越小,两相之间的结合力也越大。
有两种极端状况:一是两种聚合物完全不相容,两种聚合物链段之间互相扩散的倾向极小,相界面很明显,其成果是混合较差,相之间结合力很弱,共混物性能不好。第二种极端状况是两种聚合物完全相容或相容性极好,这时两种聚合物可互相完全溶解而成为均相体系或相畴极小的微分散体系。这两种极端状况都不利于共混改性。一般而言,我们所需要的是两种聚合物有适中的相容性,从而制得相畴大小合适、相之间结合力较强的复相构造的共混产物。
11.橡胶配方设计有什么原则?
总旳目旳是优质高产,物美价廉。
使产品性能满足使用的规定或给定的指标;在保证满足使用性能或给定的指标的状况下,尽量节省原材料和减少成本;或者在不提高产品成本的状况下提高产品的质量;要使胶料适合于混炼、压延、挤出、硫化等工艺操作以及有助于提高设备的运用率;要考虑产品各部位不一样胶料的整体配合,使各部件胶料在硫化速度和硫化胶性能上到达协调;在保证质量的前提下,应尽量地简化配方。
生胶或橡胶制品在热和氧两种原因的共同作用下发生的老化成为热氧老化。
温度:越高则老化越快;
氧的浓度:在一定范围内随氧浓度旳升高而变化,超过一定浓度后无关。
金属离子:少许变价金属离子的存在会大大加速热氧老化。8.常用热氧老化防老剂的作用机理是什么(举三类分别阐明)。
链终止型防老剂:其作用重要是与链增长自由基R·或RO反应,以终止链增长过程来减缓氧化反应。
破坏氢化过氧化物性防老剂:机理是破坏氢过氧化物,使它们不生成活性游离基,延缓自动催化的引起过程,一般不单独使用,而是
CIKL
与酚类等抗氧剂并用,称为辅助防老剂。
金属离子钝化剂:重要是酰胺类、醛胺缩合物等,他们能与酚类和胺类防老剂有效地并用。重要是铜克制剂和铁克制剂,可有效减少金属离子旳浓度。
9.什么是橡胶的疲劳老化?其老化机理目前重要有哪两种?其要点是什么?
指在多次变形条件下,使橡胶大分子发生断裂或者氧化,成果使橡胶的物性及其他性能变差,最终完全丧失使用价值,这种现象称为疲劳老化。
老化机理重要有机械破坏理论:认为橡胶的疲劳老化是有所施加到橡胶上的机械应力使其构造及性能产生变化,以至最终丧失使用价
称为焦烧。
防止焦烧旳最直接措施是在配方中加入防焦剂。
4.试以大分子链滑动学说阐明炭黑的补强机理(15分)。
橡胶大分子能在炭黑表面上滑动,从而消除掉外来的一部分能量。炭黑粒子表面的活性不一样,有少数强的活性点以及一系列能量不一样的吸附点。吸附在炭黑表面上的橡胶链可以有多种不一样的结合能量,有多数弱的范德华力的吸附以及少许强的化学吸附。吸附的橡胶链段在应力作用下会滑动伸长,发生形变,使外力对其做功,能量分散、消耗,而橡胶高分子长链不会发生断裂,相称于强度增长。5.什么是橡胶的老化?老化过程中期分子构造发生了哪些变化?(15分)mayiwenku.com
橡胶或橡胶制品在加工、贮存和使用的过程中,由于受内、外原因的综合作用(如热、氧、臭氧、金属离子、电离辐射、光、机械力等)使性能逐渐下降,以至于最终丧失使用价值,这种现象称为橡胶的老化。
分子链降解、分子链之间交联、主链或侧链发生改性。
6.举例阐明橡胶老化的防护措施:
物理防护法:尽量防止橡胶与老化原因互相作用的措施。如:在橡胶中加入石蜡,橡塑共混,电镀,涂上涂料等。化学防护法:通过化学反应延缓橡胶老化反应继续进行。如:加入化学防老剂。
7.什么是橡胶的热氧老化?影响热氧老化的外部原因重要有哪些?并作定性阐明。
橡胶工艺学试题库
一、填空题
1.生胶即尚未被交联的橡胶,由线形大分子或者带支链的线性大分子构成。
2.生胶随温度的变化有三态,即玻璃态、高弹态和粘流态
3.橡胶按来源与用途可分为天然橡胶和合成橡胶两大类。
4.合成橡胶分为通用合成橡胶和特种合成橡胶两大类。
5.天然橡胶大分子链构造单元是异戊二烯
6.产量最大的一种合成橡胶是工苯橡胶,其构造单元是苯乙烯和工二烯。
7.生产合成橡胶常用的聚合措施是溶液聚合或乳液聚合
8.二元乙丙橡胶是完全饱和的橡胶,只能用过氧化物交联;三元乙丙橡胶主链完全饱和,但具有一定不饱和的侧链。
9.硫化是指橡胶的线型大分子链通过化学交联而构成三维网状构造的化学变化过程
10.橡胶硫化体系的三个部分是硫化剂、活化剂、增进剂
11.橡胶硫化的历程可分为四个阶段:焦烧阶段、热硫化阶段、平坦硫化阶段、过硫化阶段。
12.增进剂可以减少硫化温度、缩短硫化时间、减少硫磺用量,又能改善硫化胶旳物理性能。
13.橡胶中常用的填料按作用可分为补强剂和填充剂两大类。最重要旳补强剂是炭黑
14.炭黑按制造措施可分为炉法炭黑、槽法炭黑、热裂解炭黑、新工艺炭黑。
15.白炭黑的化学成分是二氧化硅,可分为气相法和沉淀法两大类,其补强效果次于炭黑。
16.橡胶发生老化的重要原因有热氧老化、光氧老化、臭氧老化和疲劳老化。
17.橡胶的增塑实际上就是增塑剂低分子与橡胶高分子聚合物形成分子分散的溶液,增塑剂可看作是橡胶的稀释剂
18.橡胶中常用的增塑剂有石油系增塑剂、煤焦油系增塑剂、松焦油系增塑剂、脂肪油系增塑剂、合成增塑剂。
19.橡胶共混物的形态构造可分为均相构造、单相持续构造、两相联络构造。
20.橡胶的配方设计就是根据产品的性能规定和工艺条件,合理地选用原材料,制定多种原材料用量和配比关系。
21.橡胶工业中常用的混炼措施分为两种:间歇式混炼和持续式混炼22.硫化可分为室温硫化和热硫化;后者分为直接硫化和间接硫化。二、名词解释
1.塑炼:通过机械力、热、氧或加入某些化学物质等方式,使橡胶由强韧旳高弹态转变为柔软的塑性态的过程。
2.混炼:通过合适的加工将配合剂与生胶均匀混合在一起,制成质量均一的混合物,完毕这一加工操作的工艺过程称为混炼。
4.压出:是使胶料通过挤出机机筒壁和螺杆间的作用,持续地制成
多种不一样形状半成品的工艺过程。
5.正硫化:在工业上又称为最宜硫化,是橡胶制品性能到达最佳值时旳硫化状态。
2.
三、简答题
1.什么是液体橡胶?与一般橡胶相比有什么优缺陷?(15分)
指室温下为粘稠状可流动的液体,经合适的化学反应后可形成三维网状构造,成为具有与一般橡胶类似性能的材料。
长处:易于实现机械化、自动化、持续化生产,不需用溶剂、水等分散介质便看实现液体状态下的加工。
缺陷:扩链后的强度及耐挠曲性不如固体橡胶,加工需另建系统,既有设备不合用,材料成本高。
2.橡胶硫化后构造和性能发生那些明显变化(试指出至少五方面)?(15分)
线型构造转变为体型构造;加热不再流动;不再溶于良溶剂中;模量和硬度提高;力学性能提高;耐老化性能和化学稳定性提高。3.什么是焦烧?防止焦烧的最直接措施是什么?(15分)
橡胶在加工过程中要通过塑炼、混炼、压延等工序,经受多种温度下不一样步间热的作用。在加工工序或胶料停放过程中,也许出现初期硫化现象,即胶料塑性下降、弹性增长、无法进行加工的现象,
各段作用:
加料段(L1)--对物料预热、压实和输运。
压缩段(L)--使物料进一步压实和塑化,向黏流态转变。均化段(L:)-使物料进一步均化和塑化,并使之定量、定压、定温挤出。
物料性质决定各段长短:结晶且硬质的物料加料段长;熔融温度宽的物料压缩段长;易降解热敏性强的物料计均化段短。加料段
压缩段
计量段
LP185
图2-1典型的三段式螺杆的结构图知乎@UserName
40
6.4压延过程中的辊筒温度和速度
大多数压延成型的高分子物料易粘附在高温、高转速的辊筒上。
为保证压延成型的顺利进行,四辊S型的压延机应如何控制辊筒的温度和速度?
温度:T3>T4>T2>T
2速度:
V3ZV4>V2>V14知乎@UserName
6.5压延过程中的速度设定
压延后还需引离、冷却、卷曲:引离制品,并产生适当定向作用。
v卷曲 > v冷却 > v引离 > v辊筒
·后续步骤速度逐渐增大
·作用:有利于制品从辊筒剥离;使制品拉紧,不会因自身重力而发生下垂,保证压延过程顺利进行;在前进方向上产生一定延伸及定向作用。知乎@UserName
3.10挠度及补偿办法
挠度值大小与横压力、辊筒的材质、辊筒的长径比相关。
辊筒材质的刚性越大,挠度越小;
辊筒直径越大,挠度越小;
长径比越小,挠度越小。
挠度的存在导致胶片中间厚,两边薄。
横压力作用下辊筒发生弹性弯
乎@UserName
3.10挠度及补偿办法
挠度值大小与横压力、辊筒的材质、辊筒的长径比相关。
辊筒材质的刚性越大,挠度越小;
辊筒直径越大,挠度越小;
长径比越小,挠度越小。
挠度的存在导致胶片中间厚,两边薄。知乎@UserName
横压力作用下辊筒发生弹性弯曲
5.4压延效应
影响压延效应的因素:
物料温度:温度上升,压延效应下降。
辊筒转速和速比:转速及速比上升,压延效应上升。3胶料的厚度:厚度上升,压延效应下降。
物料的性质:各向异性的配合剂,压延效应上升。
冷却速度:缓慢冷却,取向分子链松弛,压延效应下降。
解决方法:选择等向性的填料;提高温度;减小剪切速率;缓慢冷却;增加胶料的可塑性。知乎@UserName
61
2.2辊筒
压延成型的主要部件,直接与物料接触并对其施压和加热,制品的质量很大程度上受辊筒控制;与开炼机辊筒类似:
1足够的刚度和强度
良好的导热性
3表面应有足够的硬度、耐磨性和耐腐蚀性4用于半成品或成品生产,所以要求更精密,表面粗糙度更低,需达到0.4~0.8um知乎@UserName
3.4横压力的影响因素11
P=2uoRLG-R
横压力的影响因素:
物料的性质:物料粘度越大,横压力越大。
辊筒温度:温度越低,横压力越大。
3)
压延制品的厚度:压延前厚度越大,横压力越大。4辊筒间距:辊距越小,横压力越大。
辊筒的速度:辊速越大,横压力越大。
辊筒的工作面:工作面越大,横压越serNB281
3.5物料在压延辊筒间隙的压力分布压延中物料受辊筒的挤压,受压力的作用区域叫做钳住区。R
压延过程中,A~D区域为钳住区;R
加压的起始点称为始钳住点(A)2H2
加压的终止点称为终钳住点(D)压力最大处称为最大压力点(B)钳住区
BC
两辊筒中心称为中心钳住点(C)。知乎@UserName
P272
4.2模压成型的工艺参数
③模压时间
指闭模加压到固化脱模为止
的时间。20mm
16mm
·影响模压时间长短的因素:12mm
8mm
1)物料的种类(固化速度);6mm
4mm
2)制品的形状、厚度;成型温度/℃
3)工艺条件:T(影响较大)、P;4)是否预热、预压。知乎@Ume
4.2模压成型的工艺参数
①模压压力
·指模压时,模具对物料所施加的压力;
作用:
1)促进物料流动,充满型腔以提高成型效率;
2)增大制品的密实度;
3)克服释放的低分子物及物料中挥发分所产生的压力,从而避免制品出现气泡、肿胀或脱层;
4)闭合模具,使得模腔保持固定的尺寸和形状。
知乎@Usme
1.1概述
压延成型:将接近粘流温度的物料通过一系列相向旋转的平行辊筒间隙,使其受到挤压和延展作用形成具有一定厚度和宽度、表面光洁的薄膜或片状制品的连续成型工艺。
压延机是橡胶制品的基本设备之一,也是塑炼薄膜或片材成型的主要设备,属于重型高度机械。
1成型前的准备
2)预压
将松散的物料预先用冷压
法压制成质量一定、特定
形状的坯料。
目的:
提高加料操作的便利性和准确性;
降低成型时的压缩率,减小模具的填料室;便于转运,避免粉尘飞扬;
加快传热速度,缩短预热和固化时间;减小制品出现气泡的可能性。知乎@Usprgme
4.4注射压力与料温的关系注射压力选取原则:着色焦化
分解线
料温缺料线溢料线
溢料变形
充模不足表面不良线
成型困难P251
注射压力知乎@UserName
3螺杆塑化柱塞注射式注射机:
螺杆塑化原料,柱塞完成注射;
特点:
1塑化质量和效率较高;
1一螺杆;2一机筒;3一单向阀;4—喷嘴;5一柱塞2
注射压力损失少;
Structural FoamBPF
3
结构庞大,精度要求高;
4单向阀易引起物料滞留分解;
5料筒清洗不方便。
知乎@UserName
挤出成型的调整
·挤出成型是连续成型工艺,关键是初期的调整。
调整的主要内容:
工艺条件:温度(料筒各段、口模及冷却的温度)
速度(螺杆的转速及牵引速度)
设备装置:口模尺寸
同心度
3质量初检:圆度、表面光泽度、颜色均匀性等
·挤出制品的质量取决于工艺条件的调整,关键是材料在挤出过程能否良好的塑化。知乎@User20
2螺杆式注射机:2
1一喷嘴;2一机筒;3一螺杆;4一料斗
特点:
塑化均匀性好,塑化能力强;
2压力损失小;
3结构紧凑,料筒清洗方便;
4加工制造要求高。知乎@UserName
1固体物料输送速率tantanp
Q1= n2Dh1(D-h1)ntan φ +tan φ
提高固体物料输运速率的方法:
①提升D(大型螺杆加工困难,挤出机加大)X
②提升h1(螺杆根径减小,易扭断)X
③提升n(扭矩增大,且熔化段停留时间下降)X
④提高螺杆表面光洁度
⑤料筒上开设纵向凹槽
⑥冷却加料段螺杆知乎@UserName
多选题
1分设置
如何避免加工过程中的熔体破裂现象?P口模处使用圆角的方式进行平滑的过渡
B提高加工温度
C选用分子量较大的物料
选用分子量分布较窄的物料知乎@UserName
5塑炼的目的使生胶的可塑性增大,以便混炼时配合1剂的混入和均匀分散。
改善胶料的流动性,便于压延、挤出操2作,使胶坯形状和尺寸稳定。
塑性
流动性3增大胶料黏着性,方便成型操作。
粘合性使生胶的可塑性均匀一致,从而使得胶
4料质量均一。
改善胶料的充模性,使模型制品的花纹5饱满清晰。
知乎@Userl
hinaTelecom5G
0
K/s95%
01:10
P:0/1dX:0.0
dY: 0.0 Xv: 0.0
Yv:0.0
Prs: 1.02
Size: 188.0
n.baidu.com3
●●●
俄罗斯数学教材选译-微积分学教程(第3卷.第8版)-[俄]菲赫金哥尔茨-高等教育出版社-2006.pdf
10/559回
回
回
00
吕
Q
目录打印
线上打印
上一页
下一页
实际大小
适合宽度适合页面单页
双页
连续阅读
查找
$3.三重积分中的变量变换279
655.空间的变换及曲线坐标(279)656.例(280)657.曲线坐标下的体积表示法
(282)658.补充说明(284)659.几何推演(285)660.例(287)661.三重积分
中的变量变换(293)662.例(294)663.立体的吸引力及在内点上的位势(298)
$4.场论初步...300
664.纯量及向量(300)665.纯量场及向量场(301)666.梯度(302)667.向量
通过曲面的流量(303)668.高斯-奥斯特洛格拉得斯基公式·散度(305)669.
向量的环流量·斯托克斯公式·旋度(305)670.特殊的场(307)671.向量分析
的逆问题(310)672.应用(311)
$5.多重积分...315
673.两立体间的引力及位势问题(315)674.n维立体的体积·n重积分(317)
675.n重积分中的变量变换(318)676.例(321)
第十九章傅里叶级数.....341
1.导言..。341
677.周期量与调和分析(341)678.欧拉-傅里叶确定系数法(343)679.正交函
数系(345)680.三角插值法(349)
2.函数的傅里叶级数展开式..351
681.问题的提出·狄利克雷积分(351)682.第一基本引理(353)683.局部化定
理(355)684.迪尼与利普希茨的傅里叶级数收敛性的判别法(355)685.第二基
本引理(358)686.狄利克雷-若尔当判别法(360)687.非周期函数的情形(361)
688.任意区间的情形(362)689.只含余弦或正弦的展开式(363)690.例(366)
.viii·目录
691.InI(x)的展开式(378)
3.补充381
692.系数递减的级数(381)693.三角级数借助于复变量解析函数的求和法(386)
694.例(388)695.傅里叶级数的复数形式(392)696.共轭级数(395)697.多
重傅里叶级数(397)
4.傅里叶级数的收敛特性.....。399
698.对于基本引理的几点补充(399)699.傅里叶级数一致收敛性的判别法(401)
700.傅里叶级数在不连续点附近的性质;特殊情形(404)701.任意函数的情形
(408)702.傅里叶级数的奇异性质·预先的说明(410)703.奇异性质的作法(412)
$5.与函数可微分性相关的余项估值.........414
704.函数与其导数的傅里叶系数间之关系(414)705.在有界函数情形时部分和
的估值(415)706.函数有k阶有界导数时余项的估值(416)707.函数有有界
变差的k阶导数的情形(418)708.函数及其导数的不连续性对于傅里叶系数的
无穷小阶的影响(420)709.在区间[0,π]上给出函数时的情形(423)710.分离
奇异性质法(425)
$6.傅里叶积分....432
711.傅里叶积分作为傅里叶级数的极限情形(432)712.预先的说明(434)713.
充分判别法(435)714.基本假设的变形(437)715.傅里叶公式的各种形式(439)
716.傅里叶变换(440)717.傅里叶变换的若干性质(442)718.例题与补充(443)
719.二元函数的情形(449)
$7.应用....................450
720.用行星的平均近点角所作出的它的偏近点角的表示式(450)721.弦振动的
问题(452)722在有限长杆上的热传导问题(456)723无穷长杆的情形(459)
hina Telecom5G
0
K/s95%
01:10
P:0/1dX:0.0
dY: 0.0 Xv: 0.0
Yv:0.0
Prs: 1.0
Size: 188.0
n.baidu.com3
●●●
俄罗斯数学教材选译-微积分学教程(第3卷.第8版)-[俄]菲赫金哥尔茨-高等教育出版社-2006.pdf
8/559回
回
回
00
Q
目录打印
线上打印
上一页
下一页
实际大小
适合宽度适合页面单页
双页
连续阅读
查找
$2.二重积分的计算106
594.在矩形区域的情况下化二重积分为逐次积分(106)595.例(109)596.在
曲边区域的情况下化二重积分为逐次积分(116)597.例(118)598.力学应用
(129)599.例(131)
3.格林公式....137
600.格林公式的推演(137)601.应用格林公式到曲线积分的研究(140)602.例
题及补充(141)
4.二重积分中的变量变换.......143
603.平面区域的变换(143)604.例(146)605.曲线坐标中面积的表示法(150)
606.补充说明(152)607.几何推演(154)608.例(155)609.二重积分中的变
量变换(163)610.与单积分的相似处,在定向区域上的积分(164)611.例(165)
$5.反常二重积分....171
612.展布在无界区域上的积分(171)613.反常二重积分的绝对收敛性定理(173)
614.化二重积分为逐次积分(175)615.无界函数的积分(177)616.反常积分中
的变量变换(178)617.例(179)
第十七章曲面面积·曲面积分...............193
$1.双侧曲面...................193
618.曲面的侧(193)619.例(194)620.曲面和空间的定向(196)621.法线方
向余弦公式中符号的选择(197)622.分片光滑曲面的情形(198)
2.曲面面积..............。..199
623.施瓦茨的例子(199)624.曲面面积的定义(201)625.附注(201)626.曲
面面积的存在及其计算(203)627.用内接多面形的接近法(207)628.面积定义
的特殊情况(208)629.例(209)
3.第一型曲面积分.......222
630.第一型曲面积分的定义(222)631.化为寻常的二重积分(222)632.第一型
目录·vii·
曲面积分在力学上的应用(224)633.例(226)
$4.第二型曲面积分..231
634.第二型曲面积分的定义(231)635.最简单的特殊情形(233)636.一般情形
(235)637.证明的细节(237)638.用曲面积分表立体体积(238)639.斯托克斯
公式(241)640.例(243)641.斯托克斯公式在研究空间曲线积分上的应用(248)
第十八章三重积分及多重积分......250
$1.三重积分及其计算..。250
642.立体质量计算的问题(250)643.三重积分及其存在的条件(251)644.可积
函数与三重积分的性质(252)645.展布在平行六面体上的三重积分的计算(254)
646.在任何区域上的三重积分的计算(255)647.反常三重积分(257)648.例
(257)649.力学应用(263)650.例(264)
$2.高斯-奥斯特洛格拉得斯基公式..271
651.高斯-奥斯特洛格拉得斯基公式(271)652.高斯-奥斯特洛格拉得斯基公式
应用于曲面积分的研究(273)653.高斯积分(274)654.例(276)
3.三重积分中的变量变换...279
655.空间的变换及曲线坐标(279)656.例(280)657.曲线坐标下的体积表示法
(282)658.补充说明(284)659.几何推演(285)660.例(287)661.三重积分
hinaTelecom5G
538
B/s95%
01:10
P:0/1dX:0.0
dY:0.0
Xv:0.0
Yv:0.0
Prs:2.69
Size: 163.
n.baidu.com3
●●●
俄罗斯数学教材选译-微积分学教程(第3卷.第8版)-[俄]菲赫金哥尔茨-高等教育出版社-2006.pdf出
7/559回
回
00
吕
Q
目录打印
线上打印
上一页
下一页
实际大小
适合宽度适合页面单页
双页
连续阅读
查找
目录
第十五章曲线积分·斯蒂尔切斯积分.......1
§1.第一型曲线积分1
543.第一型曲线积分的定义(1)544.约化为普通定积分(3)545.例(5)
$2.第二型曲线积分8
546.第二型曲线积分的定义(8)547.第二型曲线积分的存在与计算(10)548.
闭路的情形·平面的定向(12)549.例(14)550.用取在折线上的积分的逼近法
(17)551.用曲线积分计算面积(18)552.例(20)553.两不同型曲线积分间的
联系(23)554.物理问题(25)
$3.曲线积分与道路无关的条件29
555.与全微分相关问题的提出(29)556.与道路无关积分的微分法(30)557.用
原函数来计算曲线积分(32)558.恰当微分的判别与在矩形区域的情况下原函数
的求法(33)559.推广到任意区域的情形(34)560.最终结果(37)561.沿闭路
的积分(37)562.非单连通区域或有奇点的情形(38)563.高斯积分(42)564.
三维的情形(44)565.例(46)566.物理问题的应用(50)
4.有界变差函数...52
567.有界变差函数的定义(52)568.有界变差函数类(54)569.有界变差函数
的性质(56)570.有界变差函数的判定法(59)571.连续的有界变差函数(61)
572.可求长曲线(63)
5.斯蒂尔切斯积分65
573.斯蒂尔切斯积分的定义(65)574.斯蒂尔切斯积分存在的一般条件(66)575
斯蒂尔切斯积分存在的若干种情况(67)576.斯蒂尔切斯积分的性质(70)577.
·vi·目录
分部积分法(71)578.化斯蒂尔切斯积分为黎曼积分(72)579.斯蒂尔切斯积分
的计算(74)580.例(77)581.斯蒂尔切斯积分的几何说明(82)582.中值定
理,估计值(83)583.斯蒂尔切斯积分记号下面的极限过程(85)584.例题及补
充(87)585.化第二型曲线积分为斯蒂尔切斯积分(91)第十六章二重积分93
1.二重积分的定义及简单性质93
586.柱形长条体积的问题(93)587.化二重积分为逐次积分(94)588.二重积分
的定义(96)589.二重积分存在的条件(97)590.可积函数类(98)591.下积分
及上积分作为极限(100)592.可积函数与二重积分的性质(101)593.积分当作
区域的可加函数,对区域的微分法(103)
这四个阎王爷,考试
全部涉及,Haworth,
Fischer投影
式,不同构相
之间的转换务
必熟悉
葡萄糖,甲壳素,
木质素,壳聚糖
3Natural Polymers: Cellulose
糖又称作碳水化合物(carbohydrates),多羟基醛或多羟基酮是自然
界存在的一类重要的天然产物,是生命活动所必需的一类物质,和核酸、蛋白质、脂质一起称为生命活动所必需的四大类化合物。按照其聚合程度可分为单糖、低聚糖(寡糖)和多糖等。
H-c0CHO
HO
CH2OH
H-C-OHH
OHc=o
OH
HO-C-HHO
HOH
HO-C-H
葡萄糖H-C-OH
H-C-OHOH
H-C-OH
H-C-OHH-
OHC6H1206
CH2OH
果糖
CH2OHCH2OH
4Natural Polymers: Cellulose
单糖的立体化学
CH.OH
HH
OH
OH
CHOOH
<
hinaTelecomHD5G5.5
K/s92%
14:50
P:0/1dX:0.0dY:0.0Xv:0.0Yv:0.0Prs: 4.78Size: 171.5
4Natural Polymers: Cellulose
单糖的立体化学
CH,OH
早H
OHH
OH
CHOOH
HOH
OH
HOH
HOH
HCHOH
OHH
OH
CHOHOH
H
OHH
HOH
Fisher式Haworth式
成环状结构后,多了一个手性碳-端基碳
5Natural Polymers: Cellulose
绝对构型
离端基碳最远的手性碳原子的构型
羟基向右D型/羟基向左L型
CHOCHO
HOHHOHCH2OH
H
HOHHOHH
H
o
HOH
CHOH
HOHHOHOHH
OH
HwOH
H-OHOH
OH
HOHH
OHH
OH
CH2OHCH2OH
D型L型
Fisher式Haworth式
端基碳(anomeric carbon)的相对构型
6Natural Polymers: Cellulose
α型 / β型 (Haworth式)
CH,OHH
CH,OH
H
HOOHH
CHOHOHHOHH
OH
HHH
CH,OH
OHH
HH
H H
OHOH
HOHHOH
HOH
HOH
B-da-L
a-D
B-L
醚键两边碳上大取代基同向时为,反向时为α
C1相对于C5的构型,因此β-D-糖和α-L-糖的端基碳原子的构型是一样的。
吡糖YERSS
Natural六员环)/呋喃糖(furanose,五员环),
inaTelecom517
4B/s95%
01:09
P:0/1dX:0.0
dY:0.0
Xv:0.0
Yv:0.0
Prs: 1.52
Size: 171.5
http://n.baidu.com●●●
俄罗斯数学教材选译-微积分学教程(第3卷.第8版)-[俄]菲赫金哥尔茨-高等教育出版社-2006.pdf
6/559回
回
回
00
吕
Q
目录打印
线上打印
上一页
下一页
实际大小
适合宽度适合页面单页
双页
连续阅读
查找
格里戈里·米哈伊洛维奇·菲赫金哥尔茨的《微积分学教程》是一部卓越的科
学与教育著作,曾多次再版,并被翻译成多种文字.《教程》包含实际材料之丰富,诸
多一般定理在几何学、代数学、力学、物理学和技术领域的各种应用之众多,在同类
教材中尚无出其右者.很多现代著名数学家都提到,正是.M.菲赫金哥尔茨的《教
程》使他们在大学时代培养起了对数学分析的兴趣和热爱,让他们能够第一次清晰
地理解这门课程.
从《教程》第一版问世至今已有50年,其内容却并未过时,现在仍被综合大学
以及技术和师范院校的学生像以前那样作为数学分析和高等数学的基本教材之一使
用.不仅如此,尽管出现了新的一批优秀教材,但自T.M.菲赫金哥尔茨的《教程》
问世起,其读者群就一直不断扩大,现在还包括许多数理特长中学(译注:在俄罗斯
除了类似中国的以外语、音乐为特长的中学,还有以数学与物理学为重点培养方向
的中学,其教学大纲包括更多更深的数学与物理学内容,学生则要经过特别的选拔.)
的学生和参加工程师数学进修培训课程的学员
《教程》所独有的一些特点是其需求量大的原因.《教程》所包括的主要理论内
容是在20世纪初最后形成的现代数学分析的经典部分(不含测度论和一般集合论)
数学分析的这一部分在综合大学的一、二年级讲授,也(全部或大部分)包括在所有
技术和师范院校的教学大纲中.《教程》第一卷包括实变一元与多元微分学及其基
本应用,第二卷研究黎曼积分理论与级数理论,第三卷研究多重积分、曲线积分、曲
面积分、斯蒂尔吉斯积分、傅里叶级数与傅里叶变换
《教程》的主要特点之一是含有大量例题与应用实例,正如前文所说,通常这些
内容非常有趣,其中的一部分在其他俄文文献中是根本没有的
·iv·编者的话
另外一个重要特点是材料的叙述通俗、详细和准确.尽管《教程》的篇幅巨大,
但这并不妨碍对本书的掌握.恰恰相反,这使作者有可能把足够多的注意力放在新
定义的论证和问题的提法,基本定理的详尽而细致的证明,以及能使读者更容易理
解本课程的其他方面上,每个教师都知道,同时做到叙述的清晰性和严格性一般是
很困难的(后者的欠缺将导致数学事实的扭曲).格里戈里·米哈伊洛维奇·菲赫金
哥尔茨的非凡的教学才能使他在整个《教程》中给出了解决上述问题的大量实例,这
与其他一些因素一起,使《教程》成为初登讲台的教师的不可替代的范例和高等数学
教学法专家们的研究对象.
《教程》还有一个特点是极少使用集合论的任何内容(包括记号),同时保持了
叙述的全部严格性整体上,就像50年前那样,这个方法使很大一部分读者更容易
初步掌握本课程.
在我们向读者推出的T.M.菲赫金哥尔茨的新版《教程》中,改正了在前几版
中发现的一些印刷错误.此外,新版在读者可能产生某些不便的地方增补了(为数不
多的)一些简短的注释,例如,当作者所使用的术语或说法与现在最通用的表述有所
不同时,就会给出注释.新版的编辑对注释的内容承担全部责任
编者对B.M.马卡罗夫教授表示深深的谢意,他阅读了所有注释的内容并提出
了很多有价值的意见.还要感谢国立圣彼得堡大学数学力学系数学分析教研室的所
有工作人员,他们与本文作者一起讨论了与《教程》前几版的内容和新版的设想有关
的各种问题
编辑部预先感谢所有那些希望通过自己的意见来协助进一步提高出版质量的读
者.
Polypeptide
42Protein
蛋自质c、HN、0、 N s元素组成,特种蛋自质还含有铜、铁、磷、第、锋、误等元
组成自质的单体为氦基酸,货自质水解到各种(氦基酸的混合物。
仅有大约20种氦基酸是维持生命存在所师必不可少的。在这20种氦基酸中,有种可以在人体中合成,其余种从食物中获得。
不同的组合方式使蛋自质具有众多不同的种类,从而也具有不同的性能。Hg-C-CO0HHaN-C十C-NH一C—CO0H
H
董目质是由天然产生的不同种类 L-a-氦基酸 枝键(—Co—NH-结合生成的共聚物,这些链胶键
政进 巴做林对医u诞 (peptidelinkages)
O
◇
44Structure of the Protein
B-sheet
Primary structureSecondary structure
→
Amino acida-helix
Y
SubunitB-sheet
quarternary structuretertiary structure
a-helix
多肽链中氨基酸特征序列称为一级结构(primary structure)
链结构单元之间的分子内和分子间作用力(如氢键使蛋白质分子链段产生了特殊的固定的空间构像也就是蛋白质的二级结构secondary structure
三级结构(tertiary structure)是指蛋白质分子处于它的天然折叠状态的三维构象。具有二条或二条以上独立三级结构的多肽链组成的蛋白质,其多肽链间通过次级键相互组合面形成的空间结构称为蛋白质的四级结构(quarternarystructure)。
45Secondary structure
蛋白质多肽链的二级结构描述a-helix
B-sheet
其构象或形状,主要有两种形
式:
a-螺旋结构蛋白质分子的肽
链不是伸直展开的,而是盘绕
曲折成为螺旋形。
β-片层结构也称折叠结构,
由相邻两条肽链或一条肽链内
两个氨基酸残基间的碳基和亚9
氨基形成氢键所构成的结构
对于螺旋结构,氢键存在于单
个分子链中,而对于折叠结构
氢键存在于相邻的链间
hina telecomHD5G68.4
K/s93%
14:46
P:0/1dX:0.0
dY:0.0
Xv: 0.0
Yv: 0.0
Prs: 0.87
Size: 179.5
Tertiary Structure of the Protein
三级结构是在二
级结构的基础上进一
步盘绕,折叠形成的
三级结构主要是靠氨
基酸侧链之间的疏水
相互作用,氢键,范
德华力和静电作用维
持的。
纤维状蛋白(Fibrous protein)是一种长形、呈丝状的蛋白质粒子,仅存在于动物体内。
球状蛋白质(Globularprotein)一般呈球状,结构紧密,溶于水。膜蛋白(Membrane protein)是指能够结合到细胞的膜上的蛋白质的总称。而细胞中一半以上的蛋白质可以与膜以不同形式结合。
35Chitosan
壳聚糖的化学名称为:8-(1,4)-聚-2-胺基-D-葡萄糖
壳聚糖(Chitosan)是甲壳素(Chitin脱乙酰基后的产物,是甲壳素最基本、最重要的衍生物。
壳聚糖具有较强的刚性结构和强烈的分子间氢键作用,具有稳定的结晶结构因此具有较好的耐溶剂性和耐化学腐蚀性。
壳聚糖分子结构单元中含有氨基因此具有较好的生理活性和吸
附性
壳聚糖分子的活性基团为氨基而不是乙酰基因而化学性质和溶
解性较甲壳素有所改善,可溶干稀酸、甲酸、乙酸但也不溶于
水和绝大多数有机溶剂。由于氨基和羟基比较活泼壳聚糖的化
学性质较甲壳素活泼,可以发生多种化学反应,比如烷基化、酰基化反应等等。
2023/2/1335
36Application of Chitin and Chitosan
壳聚糖具有较强的吸附性,可用于香烟过滤嘴和絮凝剂等
壳聚糖由于具备良好的成膜性和抑菌性,因此被应用在以下领域
医用材料:医用纤维和膜功能材料。
保鲜剂:壳聚糖具有明显的保鲜、防腐作用。
此处试卷分值不到3%
(谈谈swzgfzcl在生活中
的应用)
33Chitin
甲壳素化学名为聚N-乙酰-D葡萄糖胺或(1,4)-2-乙酰氨基-2-脱氧-β-D-葡萄聚糖
分子式为(C3H13NO5),属于氨基多糖是又有的具有明显碱性的天然多糖。甲壳素广泛存在于低等植物及甲壳动物的外壳中,其每年生物合成资源最高达100
亿吨,是自然界含量仅次干纤维素的第二大天然高分子材料,同时,也是地球上数量最大的含氮有机化合物
清洗,去除无机盐和蛋白质Chitin
漂白、晾干
虾蟹壳hydrolysis
HCHOHH
O=C
HOHH
NH
HO●
HCHOH
oChitin: x<<y;
HChitosan: x> y
Chitosan
27Application of the Cellulose
纤维素通过水解可用于生产微晶纤维素和葡萄糖浆;
通过接枝共聚等性可得到具有各种新功能的材料,如抗酶抗菌材料离子交换材料、膜材料、高吸水性材料等;
通过化学和生物技术,将有可能生产出食品、燃料及多种基本有机合成原料。ANACHEM
Supalo
ALF434
Tf增加
Tm增加
55、增塑可使聚合物的T降低、Tf降低
Tm降低_、η
降低
、柔顺性
提高流
动性提高。
58、大多数聚合物熔体属假塑性流体,其n值为<1
表明它们具有剪切变稀特性。
59、根据时温等效原理,可以在较高温度下,较短时间内观察刀的力学松弛现象,也可以在低温度下,
长时间内观
察到。
60、可以用时温等效原理研究聚合物的粘弹性,是因为高聚物的分子运动是一个与时间和温度有关的松弛过程。
五、判断题(每题1分,共15分)
1、作为超音速飞机座舱的材料——有机玻璃,必须经过双轴取向,改善其力学性能。(√)
2、为获得既有强度又有弹性的粘胶丝,在纺丝过程须经过牵伸工序。(√)
3、溶液的粘度随温度的升高而下降,高分子溶液的特性粘数在不良溶剂中随温度升高而升高。(√)
7、增加外力作用频率与缩短观察时间是等效的。(√)
9、t-y曲线上任一点的斜率dt/dy定义为该点的表现粘度(×)
10、高聚物熔体的剪切粘度在牛顿区都相等。(√)
13、交联高聚物的应力松弛现象,就是随时间的延长,应力逐渐衰减到零的现象。(×)
14、聚合物在橡胶态时,粘弹性表现最为明显。(×)
15、在室温下,塑料的松弛时间比橡胶短。(×)
16、除去外力后,线性聚合物的蠕变能完全回复。(×)
17、晶态聚合物处于Tg以上时,链段就能运动,处于T以上时,整个分子链也能运动。(×)
18、高聚物在室温下受到外力作用而发生变形,当去掉外力后形变没有完全复原,这是因为整个分子链发生了相对移动的结果。(√)
19、作为塑料,其使用温度都在玻璃化温度以下;作为轮胎用的橡胶,其使用温度都在玻璃化温度以上。(√)
20、大多数聚合物熔体在任何条件下都是假塑性的,不符合牛顿定律。
24、同一个力学松弛现象,既可以在较高的温度、较短的时间内观察到,也可以在较低的温度、较长的时间内观察到。(√25、高聚物在应力松弛过程中,无论线形还是交联聚合物的应力都不能松弛到零。(×)
26、Kelvin模型可用来模拟非交联高聚物的蠕变过程。(×)27、应变随时间变化跟不上应力随时间变化的动态力学现象称为蠕变。(×)
30、橡胶形变时有热效应,在拉伸时放热,而在压缩时吸热
(√)
31、根据时温等效原理,降低温度相当于延长时间,所以外力
作用速度减慢,聚合物的T就越低。(√)
32、在应力松弛实验中,胡克固体的应力为常数,牛顿流体的
应力随时间而逐步衰减。(×)
33、聚合物在橡胶态时的运动单元是链段。(√
35、WLF方程适用于非晶态聚合物的各种松弛过程。(√)
36、热塑性塑料的使用温度都在T以下,橡胶的使用温度都
在Tg以上。(√)
37、Boltzmann叠加原理不适用于结晶聚合物。(√)
其真实粘度。
30、聚合物相对分子质量越大,则熔体粘度越大;对
相同相对分子质量的聚合物而言,相对分子质量分布越宽,则熔体的零切粘度越大
31、聚合物熔体的弹性响应包括有可回复的形变法向
应力效应与挤出物胀大
32、PVC与HDPE相比,其T较高柔顺性
较差
at较大、流动性较差
37、聚合物静态粘弹性现象主要表现在蠕变和应力
松弛
38、理想弹性体的应力取决于应变理想粘性体的应力
取决于应变速度
41、 Maxwell模型是一个粘壶和一个弹簧串联而成,适
用于模拟线性聚合物的应力松弛过程;Kevlin模
型是一个粘壶和一个弹簧并联而成,适用于模拟交联
聚合物的蠕变过程。
42、松弛时间为松弛过程完成63.2%(或1-1/e)所需的时间,温度越高,高分子链运动的松弛时间越短
44、根据时温等效原理,将曲线从高温移至低温,则曲线应在时间轴上右移。
45、聚合物的松弛行为包括应力松弛蠕变
滞
后现象和力学损耗
46、高分子链的柔顺性增加,聚合物的Tg减少、Tm减
9、根据时温等效原理,当温度从高温向低温变化时,其移动因子aT大于1。
14、对于相同分子量,不同分子量分布的聚合物流体,在低剪切速率下,分子量分布宽
的粘度高,在高剪切速率下,
分子量分布窄的粘度高。
16、松弛时间t的物理意义是松弛过程完成63.2%所需要的时间,t值越小,表明材料的弹性越
18、在交变应力(变)的作用下,应变滞后
于应力一
个相角δ的现象称为滞后,δ的范围在0~1π/2,δ的值
越小,表明材料的弹性越好
20、假塑性流体的粘度随应变速率的增大而_减小
I=kp,用幂律方程表示时,n小于1。
8、聚合物熔体的弹性响应包括有熔体的可回复形变包轴效应
不稳定流动
无管
虹吸效应与挤出胀大效应等。
21、 kelvin模型是模拟交联聚合物的蠕变
过程的线性粘弹性
模型,其基本运动方程为
E
28、聚合物流体一般属于假塑性流体粘度随着剪切速
率的增大而减小,用幂律方程表示时,则n小于1
(大于、小于、等于)。
29、通常假塑型流体的表观粘度
小于(
(大于、小于、等于)
少Tf减少
Tb增加、结晶能力增加、溶解能力增加粘
度增加
结晶速率增加。
47、随着聚合物的柔顺性增加,链段长度减小、刚性比
值减小、无扰尺寸
减小、极限特征比减小。
48、增加温度,聚合物的粘度减小、柔顺性增加
T减小、蠕变增加。
49、取向可使聚合物在取向方向可使聚合物的结晶度增
加、高分子液晶相的流体在取向方向上的粘度减小
流动性减小
50、随着聚合物的相对分子质量增加T(临界相对分子质量之前)增加、Tf增加Im增加、粘度增加
熔融指数减小、结晶速率减小、熔解性
减
小、可加工性减小柔顺性
增加
51、分子作用力增加,聚合物的Tg增加、Tf增加
粘度增加、柔顺性减小、内耗增加
52、适度交联可使聚合物的Tg增加、T增加、流动
性减小、结晶度减小、应力松弛
减小、蠕
变减小。
54、链段长度增加表明聚合物的刚性增加
、应力松弛
减小、蠕变减小、流动性减小、Tg增加
C、聚合物熔体粘度很大
65、粘弹性表现最为明显的温度是(B)
A、<TgB、Tg附近
C、T附近
66、塑料的使用温度是(A)。
A、< TgB、
Tg~<Tt
C、 Tg ~Td
68、当相对分子质量增加时,以下哪种性能减小或下降(B)A、抗张强度B、可加工性
C、熔点
69、以下哪个因素增加时,Tg增加(B)
A、增塑剂含量增加B、交联度增加
C、主链上杂原子数增加
70、高分子的柔顺性增加,以下哪个方面增加(A)
A、结晶能力B、Tm
C、Tg
75、下列哪个过程的熵变增加(A)
A、结晶熔化B、橡胶拉伸
C、交联
76、共聚物的Tg一般总是于两均聚物的的玻璃化温
度(C)
A、低B、高
C、介于两者之间
77、高聚物处于橡胶态时,其弹性模量(C)。
A随着形变增大而增大B、随着形变的增大而减
小C、与形变无关
78、采用Tg为参考温度进行时温转换叠加时,温度高于T的曲线,lgαr(C)。
A、负,曲线向左移B、正,曲线向右移
C、
负,曲线向右移
79、蠕变与应力松弛速度(B)
A、与温度无关B、随温度升高而增大
C、随温度升高而减小
80、有T的高聚物是(C)
A、PTFEB、UHMWPE
C、PC
81、指数方程中,在非牛顿性指数时,聚合物熔
体为假塑性流体(C)
A、n=1B、n1
C、n<1
82、由二个聚合物组成的共聚体系,如果完全相容,则体系的Tg将产生下述变化(B)。
A、相向移动B、只有一个Tg且介于二者之
间C、反向移动
83、WLF方程是根据自由体积理论推导出来的,它。(B)
A、适用于晶态聚合物松弛过程B、适用于非晶态
聚合物松弛过程
C、适用于所有聚合物松弛过程
86、在温度范围内,玻璃态聚合物才具有典型的应力-
应变曲线。(A)
A、Tb<T<ToB、Tg< T<Tf
C、Tg<T<Tm
87、下列高聚物拉伸强度较低的是(B)
A、线形聚乙烯B、支化聚乙烯
C、聚酰胺-6
四、填空题(每空1分,共20分)
1、理想高弹性的主要特点是形变量大、弹性模量小
弹性模量随温度上升而增大力学松弛特性和形变过程有
明显热效应
2.粘弹性现象有蠕变应力松弛滞后现象。(力学损
耗)
聚合物材料的蠕变过程的形变包括_普弹形变、_高弹形变和粘性形变。
7、松驰时间的定义为松驰过程完成63.2%所需的时
间,t越长表示弹(弹/粘)性越强;损耗角δ的定义是在交变应力的作用下,应变落后(滞后)于应力的相位差,δ越大表示粘(弹/粘)性越强。
C、Tg~Tb增加
53、以下哪个过程泊松比减少(C)
A、硬PVC中加入增塑剂B、硬PVC中加入SBS共混C、橡胶硫化的硫含量增加
57、以下哪种过程与链段运动无关(C)
A、屈服B、粘流
C.
流动曲线中的拉伸流动区
58、某一聚合物薄膜,当温度升至一定温度时就发生收缩,这是由于(A)。
A、大分子解取向B、内应力释放
C、导热不良
59、应力松弛可用哪种模型来描述(A)。
A、理想弹簧与理想粘壶串联B.
理想弹簧与理想粘壶
并联C、四元件模型
61、高聚物滞后现象的发生是什么原因(A)。
A、运动时受到内摩擦力的作用B、高聚物的惰性很大
C、高聚物的弹性太大
62、PVC中时,Tg和T均向低温方向移动(C)A、填充剂B、稳定剂
C、增塑剂
64、以下哪种现象可用聚合物存在链段运动来解释(B)A、聚合物泡在溶剂中溶胀B、聚合物受力可发
生弹性形变
(A)交联高聚物的蠕变过程;(B)交联高聚物的应力松弛过程;
(C)线形高聚物的应力松弛过程;(D)线形高聚物的蠕变过程
38、处在粘流态的聚合物,能够运动的单元有:(C)
(A)链节;(B)侧基;(C)链段;(D)整个分子;(E)支链
40、聚合物的粘流活化能越大,则其熔体粘度:(B
(A)越大;(B)对温度越敏感;(C)对剪切速率越敏感
41、结晶度增加,以下哪种性能增加(B)。
A、透明性B.
抗张强度C、冲击强
度
42、WLF方程不能用于(B)。
A、测粘度B、测结晶度
C、测松弛
时间
42、四元件模型用于模拟(B)
A、应力松弛B、蠕变
C、内耗
48、对交联高聚物,以下的力学松弛行为哪一条正确(A)A、蠕变能回复到零B、应力松弛时应力能衰减到零
C、可用四元件模型模拟
51、刚性增加时,以下哪条不正确(A)
A、Tb增加B、T增加
温等效原理研究聚合物的粘弹性,是因为_A_。
a.高聚物的
分子运动是一个与温度、时间有关的松弛过程;
b.高聚物的分子处于不同的状态;
c.高聚物是由具有一定分布的不同分子量的分子组成
的。
32、高分子材
料的应力松弛程度与_C_有关。
a.外力大小;b.外力频率;
c.形变量。
33、同一种聚合物的三种不同熔体粘度,其大小顺序为:(C>(B)>(A)
(A)无穷剪切粘度;(B)表观粘度;(C)零切粘度
34、将下列三种聚合物用同样的外力拉伸到一定长度后,保持各自的应变不变,经过相当长的时间后测定其应力,则其大小顺序为:(A)>(C)>(B)
(A)理想弹性体;(B)线形聚合物;(C)交联聚合物
35、剪切粘度随剪切速率的增大而减小的流体属于:(A)
(A)假塑性流体;(B)胀塑性流体;(C)宾汉流体
36、在聚合物的粘流温度以上,描述表观粘度与温度之间关系的方程式是:(B)
(A)Arrhenius(阿伦尼乌斯)方程;(B)WLF方程;(C)Arami方程
37、Voigt模型可以用来描述:(A)
A体膨胀计B.差示扫描量热法
C.动态机械分析
仪D.X射线衍射仪
9、下列聚合物中刚性因子最大的是:(B)
A.聚乙烯B.聚丙烯腈
C.聚氯乙烯
D.
聚丙烯
11、3.4次方幂律适用于(C)。
A、缩聚物B、低相对分子质量加聚物
C、高相对
分子质量加聚物
12、已知[n]=KM,判断以下哪一条正确(
A、Mn=MnB、Mn=Mw
C、 Mn=Mn= Mz=Mw
13、高聚物为假塑性流体,其粘度随剪切速率的增加而(B)。
A、增加B、减少
C、不变
16、下列材料哪种更易从模头挤出(A)
A、假塑性材料B、胀塑性材料
C、牛顿流体
17、在设计制造外径为5cm管材的模头时,应选择哪种内径的模头(A)
A、小于5cmB、5cm
C、大于5cm
18、聚合物挤出成型时,产生熔体破裂的原因是(A)
A、熔体弹性应变回复不均匀B、熔体粘度过小
C、大分子链取向程度低
19、高聚物滞后现象的发生是什么原因(A)
A、运动时受到内摩擦力的作用B、高聚物的惰性很大
C、高聚物的弹性太大
20、以下哪种现象可用聚合物存在链段运动来解释(B)A、聚合物泡在溶剂中溶胀B、聚合物受力可发
生弹性形变
C、聚合物熔体粘度很大
21、粘弹性表现最为明显的温度是(B)
A、<TgB、Tg附近
C、T附近
22、聚合物熔体的爬杆效应是因为(B)。
A、普弹形变B、高弹形变
C、粘流
23、3.4次方幂律是反映以下什么与相对分子质量的关系(B)
A、溶液粘度B、零剪切粘度
C、玻璃化转变温度
24、以下哪个过程与链段运动无关(C)
A、玻璃化转变B、巴拉斯效应
C、Tb(脆化点)
25、对于假塑性流体,随着剪切速率的增加,其表观粘度(C)。
A、先增后降B、增加
C、减少
26、下列聚合物的内耗大小排列顺序正确的为(C)
A、 SBR>NBR>BRB、NBR>BR>SBR
C、NBR>SBR>BR
28、大多数聚合物流体属于
(C)
A、膨胀型流体(切=K",n>1)B、牛顿流体(=K
n=1)C、假塑性流体(=K,n<1)D、宾哈流体
=,+K)
29、在注射成型中能最有效改善聚甲醛熔体流动性的方法是CA、增大分子量;B、提高加工温度;
C、提高
注射速率
30、橡胶产生弹性的原因是拉伸过程中B
a.内能的变化;b.熵变;
c体积变化。
31、可以用时
1、Maxwell模型可以模拟:(A)
A.线形聚合物的应力松弛过程B交联聚合物的应
力松驰过程
C.线形聚合物的蠕变过程D交联聚合物的
蠕变过程
2、下列三类物质中具有粘弹性的是:(D)
A.硬固的塑料B.硫化橡胶C.聚合物流体
D.
以上三者均有
3、大多数聚合物流体属于:(D
A.膨胀性流体(t =kyn,n>1)B.膨胀性流体(tkyn, n<1)
C.假塑性流体(t = kyn,n>1)D.假塑性流体(τkyn, n<1)
4、能有效改善聚甲醛的加工流动性的方法有:(C)
A.增大分子量B.升高加工温度C.提高挤出
机的螺杆转速
5、下列方法中可以提高聚合物材料的拉伸强度的是:(B)A.提高支化程度B.提高结晶度
C.加入增塑剂
D.与橡胶共混
6、下列方法中可以降低熔点的是:(D)
A.主链上引入芳杂环B.降低结晶度
C.提高分子
量D.加入增塑剂
7、下列方法中不能测定玻璃化温度的是:(D)
临界剪切应力Tc),容易出现弹性湍流,导致流动不稳定,挤出物表面粗糙,失去光泽,类似于橘子皮。随挤出速率进一步增大,先后出现波浪形、鲨鱼皮形、竹节形、螺旋形畸变,最后导致完全无规则的熔体破裂。
挤出胀大现象是高分子液体具有弹性的典型表现。从弹性形变角度看,熔体在进入口模前的入口区受到强烈拉伸作用,发生弹性形变。这种形变虽然在口模内部流动时得到部分松弛,但由于高分子材料的松弛时间一般较长,直到口模出口处仍有部分保留,于是在挤出口模失去约束后,发生弹性恢复,使挤出物胀大。
无管虹吸效应该现象也与高分子液体的弹性行为有关。液体的这种弹性使之容易产生拉伸流动,拉伸液流的自由表面相当稳定,因而能够产生稳定的连续拉伸形变,具有良好的纺丝和成膜能力。
24、何为挤出胀大现象?举例说明减少胀大比的措施。①液体流出管口时,液流的直径并不等于管子出口端直径,对粘弹性聚合物熔体,液流直径增大膨胀。
②挤出温度升高,或挤出速度下降,或体系中加入填料而导致高分子熔体弹性形变减少时,挤出胀大现象明显减轻,从而使胀大比减少。
三、选择题(在下列各小题的备选答案中,请把你认为正确答案的题号填入题干的括号内。每题1.5分,共15分)
糙、失去光泽、粗细不均和扭曲,成为波浪形、竹节形或周期性螺旋形,在极端严重的情况下,甚至会断裂成为形状不规则的碎片或圆柱,即出现熔体破裂现象。聚丙烯(PP)在发泡成型过程中,常因挤出物发生“熔体破裂”而使发泡失败。熔体破裂现象对发泡体的表观质量和泡体结构影响巨大
22、高聚物熔体产生弹性效应的本质是什么?
高聚物熔体在外力作用下进行粘性流动,流动的同时会伴随一定量的高弹形变,这部分高弹形变是可逆的,外力消失以后,高分子链又蜷曲起来,因而整个形变要恢复一部分。
23、高聚物熔体弹性效应有哪些表现?它们对高聚物制品的性能各有什么影响?
(入口效应法向应力效应,挤出胀大效应,不稳定流动和熔体破裂现象、无管虹吸效应
法向应力效应
高聚物在孔内流动时,由于切应力的作用,表现为法向应力效应,法向应力差产生的弹性形变在出口模后回复,因而挤出物胀大L/R较大(即管子较长)时。
粘性流体o11=022,无弹性行为,出口流体缩小变细。
粘弹性流体o11-022>0,出口流体膨胀,压力差越大,膨胀比越大。
不稳定流动和熔体破裂现象实验表明,高分子熔体从口模挤出时,当挤出速率(或剪切应力)超过某一临界剪切速率(或
子的迁移,而是通过链段的相继跃迁来实现的。形象地说,这种流动类似于蚯蚓的蠕动。因而其流动活化能与分子的长短无关。n=A-e,由实验结果可知当碳链不长时,Ea随碳数的增加而增加,但当碳数>30时,Ea不再增大,因此聚合物超过一定数值后,Ea与相对分子质量无关。
17.解释为什么高速行驶中的汽车内胎易爆破
解:汽车高速行驶时,作用力频率很高,Tg上升,从而使橡胶的Tg接近或高于室温。内胎处于玻璃态自然易于爆破。
18、举例说明和区分以下的聚合物熔体的流动类型:
1)层流和湍流;2)稳定与不稳定流动;3)等温与非等温流动;4)剪切流动与拉伸流动;5)压力流动与拖曳流动。
1Re<2000层流
Re>4000湍流
2如正常操作的挤出机中,塑料熔体沿螺杆螺槽向前流动属稳定流动
如在注射模塑的充模过程中,塑料熔体的流动属于不稳定流动
3塑料成型的实际条件下,聚合物熔体的流动一般都呈现非等温状态.一是由于成型工艺有要求将流程各区域控制在不同的温度下;二是粘性流动过程中有生热和热效应
4质点速度仅沿流动方向发生变化
质点速度仅沿着与流动方向垂直的方向发生变化
5如运转滚筒表面对流体的剪切摩擦而产生流动。压延
成型片材等即为拖曳流动
塑料熔体注射成型和挤塑成型等,在流道内的流动属
于压力梯度引起的剪切流动
19、何为不稳定流动?聚烯烃熔体不稳定流动的类型有
哪些?举例说明提高流动稳定性的措施。
1凡流体在输送通道中流动时,流动状态都随时间而变化
的流动。
2波浪形鲨鱼皮形竹节形螺旋形不规则破碎形
3PMMA于170℃、同应力下发生不稳定流动,降低剪
切应力,提高流动稳定性
20、解释聚合物熔体离模膨胀原因,简述影响因素。
液体流出管口时,液流的直径并不等于管子出口端直径,
对粘弹性聚合物熔体,液流直径增大膨胀。后一种现象称为挤
出物胀大
影响因素:
1)口模长径比L/D一定,剪切速率1→Le或B1。在发生熔体破裂的临界剪切速率之前有个最大值Bmax,
而后B值!
2)在低于临界下,温度T→Le或d/D!。但Bmax随T而1。
3)在低于发生熔体破裂的临界剪切应力tc下,t↑,B↑,在高于tc时,B!
4)当恒定时,L/D1Le或B;在L/D超过某一数值时B为常数
5)离模膨胀随熔体在口模内停留时间t呈指数关系减
小。因停留期间高分子的弹性变形得到逐渐恢复,使正
压力有效减小
6)6)分子量Mn1一Le或B1;
分子量分布分布窄→Le或B1。
7)非牛顿性非牛顿指数n一Le或B1。
8)弹性模量E或剪切模量GE或G1-Le或B。
21、简述影响熔体破裂的因素。试分析塑料熔体在注射充模流动过程中产生熔体破裂的原因及对制品质量的影响。
影响因素:
1)模头流道流线化;
2)出口流道的横截面积;
3)螺杆转速;
4)口模定型区的温度;
5)聚合物分子量和聚合物熔体粘度;
6)外润滑剂。
聚合物在加工过程中流动会出现不稳定现象,其根源是高分子的长链在分子水平上缠结,导致高粘、慢松弛和高法向应力[1],当剪切速率超过临界剪切速率时,挤出物表面变得粗
橡胶快速拉伸会放热;挤出胀大等。
减少橡胶的粘性:适度交联。
大挤出成型中减少成型制品中的弹性成分:提高熔体温度;降低挤出速率;增加口模长径比;降低分子量,特别要减少分子量分布中的高分子量尾端。
12、对聚合物熔体的粘性流动曲线划分区域,并标明区域名称及对应的粘度名称,解释区域内现象的产生原因。
7o
第第二
牛顿区牛顿区
与假塑区
斜率7
lg
第一牛顿区:低剪切速率时,缠结与解缠结速率处于一个动态平衡,表观粘度保持恒定,定为η0,称零切粘度,类似牛顿流体。
幂律区(假塑区):剪切速率升高到一定值,发生构象变化,解缠结速度快,再缠结速度慢,流体表观粘度na随剪切速率增加而减小,即剪切稀化,呈假塑性行为。为熔体成型区。
第二牛顿区:剪切速率很高时,缠结全部破坏,再缠结困难,缠结点几乎不存在,表观粘度再次维持恒定(达最低值),称牛顿极限粘度1∞,又类似牛顿流体行为。
13.熔融指数与相对分子质量有什么关系,简述之。
斜率7o
第一第二
牛顿区牛顿区
与假塑区
=
斜率lg
第一牛顿区:低剪切速率时,缠结与解缠结速率处于一个动态平衡,表观粘度保持恒定,定为η0,称零切粘度,类似牛顿流体。
幂律区(假塑区):剪切速率升高到一定值,发生构象变化,解缠结速度快,再缠结速度慢,流体表观粘度a随剪切速率增加而减小,即剪切稀化,呈假塑性行为。为熔体成型区。
第二牛顿区:剪切速率很高时,缠结全部破坏,再缠结困难,缠结点几乎不存在,表观粘度再次维持恒定(达最低值)称牛顿极限粘度1∞,又类似牛顿流体行为。
11、为什么实际橡胶弹性中带粘性,高聚物粘性熔体又带弹性?列举它们的具体表现形式。如何减少橡胶的粘性?在挤出成型中如何减小成型制品中的弹性成分?
实际橡胶弹性中带粘性的原因:构象改变时需要克服摩擦力。高聚物粘性熔体又带弹性的原因:分子链质心的迁移是通过链段的分段运动实现的,链段的运动会带来构象的变化。
它们的具体表现形式:橡胶拉伸断裂后有永久残余应变
解:高聚物相对分子质量大小对其黏性流动影响极大。相对分子质量增加,使分子间的作用力增大,显然会增加它的黏度,从而熔融指数(MI)就小。而且相对分子质量的缓慢增大,将导致表观黏度的急剧增加和MI的迅速下降。表6-5可见,对LDPE,相对分子质量增加还不到三倍,但是它的表观黏度却已经增加了四、五个数量级,MI也就降低了四、五个数量级。
14、简述聚合物熔体和溶液的普适流动曲线,说明n0和n∞的含义并以分子链缠结的观点给以解释
聚合物熔体和溶液的普适流动曲线将流体流动分为三个区域,第一牛顿区,假塑性区和第二牛顿区。从该曲线可以看出各区内剪切粘度与剪切速率的关系。
第一牛顿区:低剪切速率时,缠结与解缠结速率处于一个动态平衡,表观粘度保持恒定,定为η0,称零切粘度,类似牛顿流体。
剪切速率升高到一定值,发生构象变化,解缠结速度快,再缠结速度慢,流体表观粘度a随剪切速率增加而减小,即剪切稀化,呈假塑性行为。为熔体成型区。
剪切速率很高时,缠结全部破坏,再缠结困难,缠结点几乎不存在,表观粘度再次维持恒定(达最低值),称牛顿极限粘度n∞,,又类似牛顿流体行为。
16.为什么高聚物的流动活化能与相对分子质量无关?
解:根据自由体积理论,高分子的流动不是简单的整个分
4、解释如下现象:1)聚合物的T开始时随分子量增大而升高,当分子量达到一定值之后,T变为与分子量无关的常数;2)聚合物中加入单体、溶剂、增塑剂等低分子物时导致Tg下降。
6、两个牵伸比相同的聚丙烯的纺丝过程中,A用冰水冷却,B用333K的热水冷却。成丝后将这两种聚丙烯丝放在363K的环境中,发现两者的收缩率有很大不同。哪一种丝的收缩率高?说明理由。
7、提高聚合物的耐热性的措施有哪些?其中哪些是通过改变聚合物的分子结构而实现的?
提高聚合物耐热性的措施主要措施有:①提高分子中原子间的键能;②增加分子中的环结构和共轭程度;③增加分子链间的交联程度;④增加分子的取向度和结晶度;⑤加入稳定剂。
8、试述影响聚合物粘流温度的结构因素。
1.分子链越柔顺,粘流温度越低;而分子链越刚性,粘流温度越高。
2.高分子的极性大,则粘流温度高,分子间作用越大,则粘流温度高。
3.分子量分布越宽,粘流温度越低。
4相对分子质量愈大,位移运动愈不易进行,粘流温度就要提高。
5.外力增大提高链段沿外力方向向前跃迁的几率,使分子链的重心有效地发生位移,因此有外力对粘流温度的影响,对
2、聚合物的结晶熔化过程与玻璃化转变过程本质上有何不同?试从分子运动角度比较聚合物结构和外界条件对这两个转变过程影响的异同。
聚合物的结晶熔化过程是随着温度的升高,聚合物晶区的规整结构遭受破坏的过程。从熔点的热力学定义出发,熔点的高低是由熔融热△H与熔融熵△S决定的。一般的规律是,熔融热△H越大,熔融熵△S越小,聚合物的熔点就越高。
聚合物的玻璃化转变过程是随温度升高,分子链中链段运动开始,由此会导致一系列性质的突变。因此,分子链的柔性越好,链段开始运动所需要的能量越低,其玻璃化温度就越低。
3、试述温度和剪切速率对聚合物剪切粘度的影响。并讨论不同柔性的聚合物的剪切粘度对温度和剪切速率的依赖性差异。
答:(一)随着温度的升高,聚合物分子键的相互作用力减弱,粘度下降。但是各种聚合物熔体对温度的敏感性不同。聚合物熔体的一个显著特征是具有非牛顿行为,绮粘度随剪切速率的增加而下降。(二)柔性高分子如PE、POM等它们的流动活化能较小,表观粘度随温度变化不大,温度升高100℃,表观粘度也下降不了一个数量级,故在加工中调节流动性时,单靠改变温度是不行的,需要改变剪切速率。否则,温度提得过高会造成聚合物降解,从而降低制品的质量。
于选择成型压力是很有意义的。
6.延长外力作用的时间也有助于高分子链产生粘性流动,增加外力作用的时间就相当于降低粘流温度。
9、按常识,温度越高,橡皮越软;而平衡高弹性的特点之一却是温度愈高,高弹平衡模量越高。这两个事实有矛盾吗?为什么?
不矛盾。
原因:1.温度升高,高分子热运动加剧,分子链趋于卷曲构象的倾向更大,回缩力更大,故高弹平衡模量越高;2.实际形变为非理想弹性形变,形变的发展需要一定是松弛时间,这个松弛过程在高温时比较快,而低温时较慢,松弛时间较长如图。按常识观察到的温度越高,橡皮越软就发生在非平衡态
E(t)低温
高温
即t<tO.lgto
Igt
10、对聚合物熔体的粘性流动曲线划分区域,并说明区域名称及对应的粘度名称,解释区域内现象的产生原因。