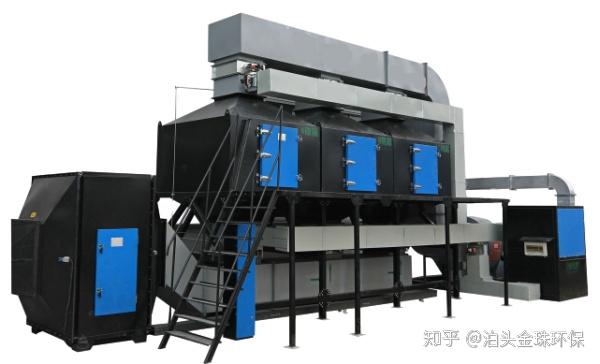
灭火器自动灌装生产线
干粉灭火器自动灌装生产线技术领域发明涉及灭火器灌装技术领域,尤其是涉及一种干粉灭火器自动灌装生产线。背景技术现有灭火器干粉
干粉灭火器自动灌装生产线技术领域
发明涉及灭火器灌装技术领域,尤其是涉及一种干粉灭火器自动灌装生产线。
背景技术
现有灭火器干粉灌装生产线仅包括将瓶体运输132.7330.8303至灌装机、旋拧机、充装机的若干条输送线,在人工辅助下,进行包括称重灌装、干粉打孔、瓶口清理、旋拧把手、充装等一系列的操作。具体地,在灌装前,先由人工将瓶体搬运到称量装置上进行称重,再通过灌装机进行灌装,之后复核承重;灌装合格后,对干粉进行预打孔,并人工清理瓶口的残余干粉,之后将把手安装在瓶体上,进行预拧紧,再由旋拧机进一步拧紧密封;-后,通过充装机向瓶内充入一定量的空气。
由于现有灌装头在工作时不能实现即时停止,因此灌装精度不高,容易出现灌粉量偏多或偏少的现象。如果装粉量少于标准量,需要再次灌装;如果多于标准量,则需要将多余的粉料倒出瓶体。无论哪种情况,都需要进行称重复核,直至装粉量满足标准要求。其劳动强度大,灌装效率不高,干粉浪费严重。
上述灌装通常采用负压抽取原理,因此灌入瓶内的干粉致密坚实,不利于导料管的插入,进一步地,导料管易被干粉堵塞,不利于后续充装操作。因此,在安装把手之前,通常用旋转电机驱动的圆棒在瓶内粉体中进行预打孔,以便安装导料管。然而,受灭火器瓶口和圆棒直径的,预打孔的直径较小,且圆棒离开时周边滑落的干粉进一步减小了预打孔直径,造成避让效果不明显,后续操作困难时仍需要频繁返工。
而人工配合旋拧机工作时,需要特别注意瓶体的放置位置,使预紧在瓶体上的把手与拧紧头把手卡槽的位置准确对应,但人工对准时经常出现误差,导致旋拧动作不能顺利进行,需要多次调
整瓶体位置,不仅增加了工人劳动量,降低了劳动效率,而且容易造成拧紧头驱动设备发生故障。
充装机工作时,需要人工将灭火器移动到充装附近,使灭火器充装口对准充装头,然后按压灭火器把手手柄打开喷粉阀门进行充装。上述操作动作繁琐,劳动强度较大,充装效率较低。
可见,现有灌装生产线各工序之间缺乏连贯性、流转不便,需要人工辅助;各设备精度不够,需要人工纠正,影响工序效率;进一步地,各工序相对独立,节拍不匹配,现场混乱,整体生产效率低。
发明内容
本发明提供一种干粉灭火器自动灌装生产线,目的在于解决现有干粉灌装生产线自动化程度不高、劳动强度大、生产效率低的问题。
实现上述目的,本发明可采取下述技术方案:本发明所述的干粉灭火器自动灌装生产线,包括顺次设置的地一输送带、地二输送带和地三输送带,所述地二输送带与地一输送带、地三输送带分别平行,且地二输送带与地一输送带、地三输送带的相接处均设置有交叠区,所述交叠区均设置有推送装置;所述地一输送带上方设置有等距分料装置,地一输送带和地二输送带之间设置有灌装装置,地二输送带上依次设置有打孔装置、擦灰抹油装置和把手拧紧装置,地二输送带和地三输送带之间设置有充装装置。
所述等距分料装置包括分料支架,所述分料支架的横板上设置有水平移动滑块,所述水平移动滑块上设置有升降气缸驱动的电磁铁吸头。
所述灌装装置包括设置在灌装底板和气缸固定板之间的称重传感器,所述气缸固定板底部设置有升降气缸,气缸固定板顶部设置有导向杆,所述导向杆上穿设有通过所述升降气缸驱动的活动板,导向杆顶部设置有用于安装真空灌装头的装载板;所述真空灌装头包括与瓶体密封配合的带有抽气管接头的真空抽气腔,所述真空抽气腔上方设置有干粉过料腔,所述干粉过料腔顶部开设有平压通孔,所述平压通孔与升降气缸驱动的密封堵头相配合,干粉过料腔侧壁上连通有倾斜向上并延伸至腔体内的进料管,所述进料管端部设置有铰连在管壁顶部的摆动堵板,干粉过料腔底部设置有穿过真空抽气腔并延伸至瓶体内的注料管。
所述打孔装置包括升降气缸驱动的安装板,所述安装板上设置有旋转电机驱动的打孔杆,所述打孔杆为空心钢管,打孔杆顶部通过进气套筒与所述旋转电机的转轴相连,所述进气套筒内设置有与进气管接头相连通的进气管;打孔杆底部设置有打孔头,所述打孔头的侧壁上开设有排气孔,打孔头的末端铰接有偏心设置的刮料摆片。