锅炉水冷壁防磨格栅“丰智链”如何防掉片
发布时间:
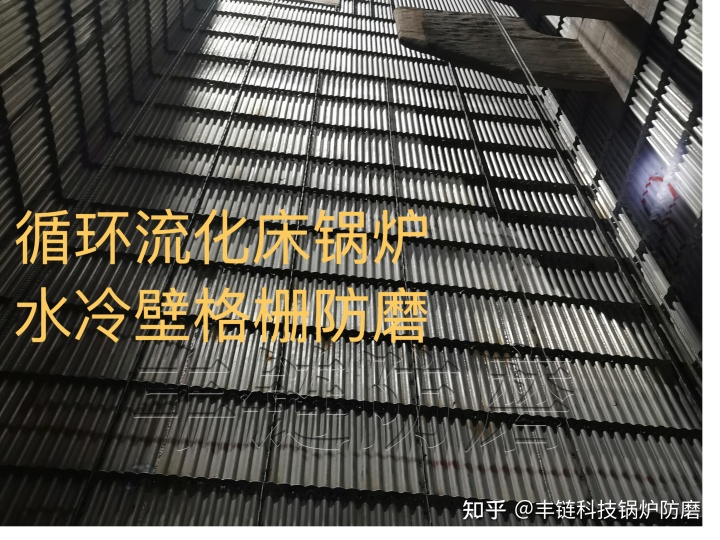
循环流化床锅炉水冷壁防磨,“丰智链”经纬网格栅导流板防磨技术。
“丰智链”水冷壁防磨经纬网格栅导流板技术,由于“导流板防磨”的工艺特殊性,把高铬镍合金防磨片焊接在锅炉水冷壁鳍片上,防治磨损效果要想得到保障,焊接有效性,防止导流板脱落,极大降低掉片率,成为关键环节。
“丰智链”经纬网格栅防磨工艺,如何彻底治理好循环流化床锅炉水冷壁磨损问题呢?下述环节以及相关技术细节须要加强精深:现场调研,多态感知,实时分析,因况设计,材料精铸,结构科学,设计精细,焊接讲究,施工稳当,多维融合,服务专业,长久坚持。其中焊接讲究是“丰智链”经纬网格栅防磨工艺中,非常重要的特殊环节。
“丰智链”经纬网格栅防磨技术焊接必然要特别防脱落,强调焊接接头的开裂倾向、焊接缺陷敏感性和耐各种晶间腐蚀等的能力,以使达到“焊得住、留得稳、用得久”最终效果。导流板金属中控制定量铁素体组织,使焊缝成为奥氏体-铁素体双相组织,能很有效地防止焊缝热裂纹的产生。因为铁素体能溶解较多的硫、磷等微量元素,使其在晶界上数量大大减少;同时由于奥氏体晶界上的低熔点杂质被铁素体分散 和隔开,避免了低熔点杂质呈连续网状分布,从而阻碍热裂纹的扩展和延伸。
同时,循环流化床锅炉水冷壁防磨,应用“丰智链”经纬网格栅防磨工艺,为了减少焊接变形和残余应力的影响,设计和焊装工件时应注意以下几点:
1、不进行过量焊接;
2、控制好工件的定位;
3、尽可能采用间断焊接,但应满足设计要求;
4、尽可能采用小的焊脚尺寸;
5、对于开坡口焊接,应使接头的焊接量最小,并考虑双边坡口替代单边坡口接头;
6、尽可能采用多层多焊道焊替代单层双边焊交替焊接。在工件中和轴处开双面坡口焊接,采用多层焊,并确定双面焊接顺序;
7、采用多层少焊道焊接;
8、采用低热输入焊接工艺,意味着较高的熔敷率和较快的焊接速度;
9、尽可能在工件的中和轴设置焊缝,并对称施焊;
10、尽可能地通过焊接顺序和焊接定位使焊接热量均匀扩散;
11、向工件的无约束方向焊接;
12、向收缩的相反方向预弯工件或预置焊缝接头。
13、按序列分件焊装和总焊装,可使焊接围绕中和轴一直保持平衡。
“导流防磨源中原,经纬格栅丰智链”,专业循环流化床锅炉水冷壁防磨,经纬网格栅导流板防磨新工艺,请认准 “丰智链”!
上一篇:锅炉水压试验合格条件是什么?
下一篇:锅炉停炉后,该如何进行保养