【行业精选】发电厂锅炉引风机轴承位磨损现场修复技术
1、设备介绍 引风机是火电厂锅炉燃烧系统的重要辅助设备(见图1)传动系统主要由电机、减速器、轴承箱、传动轴及风机壳体、叶轮组
1、设备介绍
引风机是火电厂锅炉燃烧系统的重要辅助设备(见图1)传动系统主要由电机、减速器、轴承箱、传动轴及风机壳体、叶轮组成,其主要作用是把锅炉燃料燃烧后产生的含尘烟气排入大气中去。
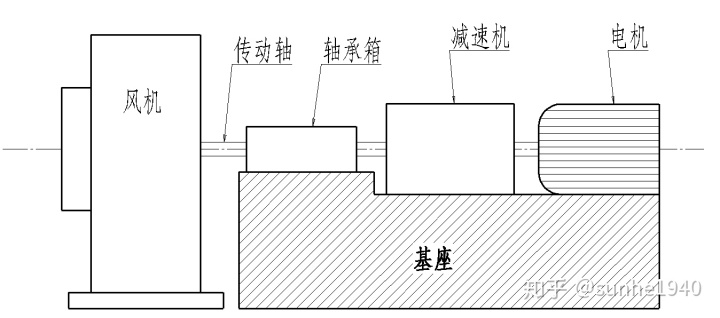
图1-锅炉引风机结构简图
2、锅炉引风机轴磨损问题的现场修复
2.1锅炉引风机轴承位磨损情况
某电力企业锅炉引风机轴承位出现磨损情况,该风机转速780r/min,轴承位采用单列双盘轴承装配,轴承位直径φ190mm,轴承位宽度为120mm,磨损量为单边0.3mm。
2.2设备问题分析
轴类出现磨损问题通常情况下是由于金属材质的特性造成的,金属虽然硬度高,但是退让性差(变形后无法复原),抗冲击性能较差,抗疲劳性能差,因此容易造成粘着磨损、磨料磨损、疲劳磨损、微动磨损等,大部分的轴类磨损问题在初发时都不易察觉,只有出现机器高温、跳动幅度大、异响等情况时,大部分轴都已磨损严重,从而造成设备被迫停机。
2.3锅炉引风机轴承位磨损的现场修复工艺
2.3.1传统针对轴类及内孔磨损问题一般采用的是将轴拆卸后运输至机修厂进行补焊、镶轴套等处理,补焊机加工工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复成本高。
2.3.2福世蓝®高分子复合材料修复工艺。利用高分子复合材料配合轴承位原始基准面在现场对磨损部位进行修复,针对磨损部位使用未磨损的面作为定位面,用钢板尺(刀口尺)刮涂材料,材料固化完成后即可保证修复后的轴承位的同心度及尺寸。
图2-修复示意图
2.4锅炉引风机轴承位磨损问题的现场修复
2.4.1 首先将磨损位置进行烤油处理,去除渗入到金属微孔内的油脂;
2.4.2 使用砂纸将磨损位置进行打磨处理,并用酒精或丙酮清洗干净。
2.4.3 按比例调和2211F材料并搅拌均匀直到没有色差。
2.4.4 使用2211F材料将磨损位置填平并略大于磨损量。
2.4.5 使用钢板尺沿基准面刮研材料,将多余材料刮出;
2.4.6 等待材料固化;
2.4.5 材料固化完成使用千分尺测量复合尺寸,并用砂纸打磨粗化表面;
2.4.6 再次调和涂抹适量材料,装配轴承、锁片,锁紧螺母。
2.5锅炉引风机轴承位磨损问题的现场修复

3、结语
通过此次针对发电厂锅炉引风机轴承位磨损问题的现场修复,证明了使用福世蓝®高分子复合材料搭配合理的修复工艺可以在现场有效的解决设备传动部位磨损问题。也验证了福世蓝®现场修复工艺具有较高的修复精度,很好的满足设备的精度要求,在修复环节控制精确的前提下,可达到传统的离线机加工修复的使用效果。