某超高压锅炉,高过出口联箱材质为12Cr1MoV珠光体耐热钢,规格为φ325mmX 50mm,工作参数为15. 2MPa/540℃.运行十多万小时后,其高过联箱接管座焊缝产生裂纹,扩展至母材上。接管座根部焊缝未焊透是产生裂纹的主要原因。采取焊接的方法对此进行了焊补,修复后投运多年未再发生泄漏。其修复工艺如下:
一、焊前准备
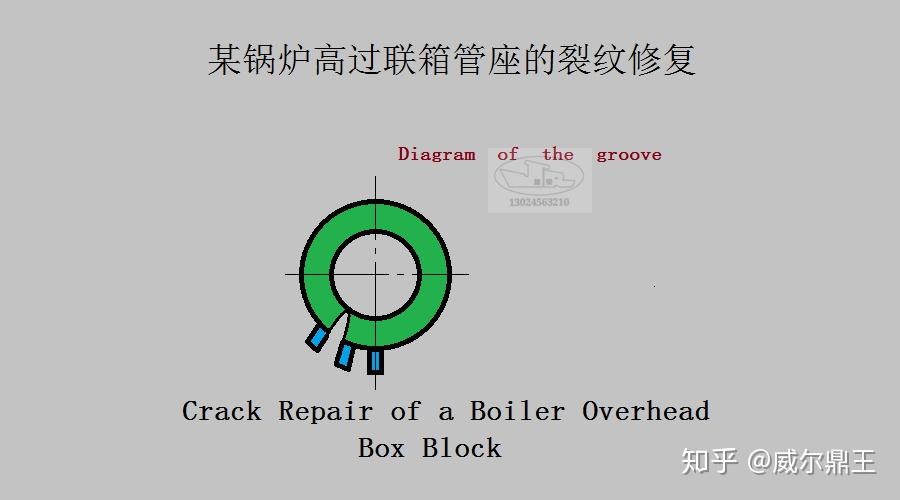
1、裂纹清除 与坡口制备
用角磨机将联箱上的裂纹清理干净,形成一个U形的焊接坡口。坡口形状如图1所示。补焊坡口修磨成形后,必须经着色外观检
查,确保原裂纹已经彻底消除,且未出现任何新裂纹后才能施焊。坡口周围20mm范围内打磨见金属光泽。

2、预热
采用绳式加热带缠绕联箱缺陷处左右各10~12圈(约坡口两侧各10m范围内)进行预热,采用全自动加热仪,控制升温速率为3~5℃/min,预热温度控制为200~250 ℃
二、焊接过程
1、选用直径2.5mm和3. 2mm R317低氨型焊条,焊条进行350℃X2h的烘干,放入保温桶内随用随取。
2、焊接设备采用ZXT 400S直流逆变焊机。
3、当预热温度到达后,恒温30min,以减小联箱内外壁温差。
4、焊接采用氩弧焊打底焊条电弧焊盖面,打底焊接材料选用TIG- R31、φ2.5mm焊丝,工艺参数见图2。

5、施焊时,采用多层多道焊,短弧焊接,应避免产生焊接缺陷。
6、焊接时控制层间温度在200~ 250℃。
7、盖面焊时焊接电流略小于填充层,先焊两边,后焊中间回火层焊道。
8、每焊完一层后,要彻底清除焊渣,并用5倍放大镜检查焊缝,尤其是熔合线,发现焊接裂纹应立即挖除重焊。
三、焊后处理
1、焊后热处理
焊补完后进行720~750°C高温回火热处理。经热处理后补焊焊缝硬度值为:190HB,母材为140HB,符合有关规程要求。
2、焊后检查
全部焊完后,缓冷至常温,清除焊渣,用角磨机打磨焊缝,使之与母材平滑过渡,并进行着色探伤。检查结果未见焊接缺陷。就此焊补工作结束。
问:2023年锅炉价格/多少钱?
上一篇:锅炉辅机类毕业论文文献包含哪些?
下一篇:锅炉给煤机结构和原理