热管技术在工业余热回收中的应用
作者:豪迈化工技术引言热管技术是20世纪60年代出现的一种传热新技术,是传热领域的重大发明和科技成果,给人类社会带来巨大的实用价值
作者:豪迈化工技术
引言
热管技术是20世纪60年代出现的一种传热新技术,是传热领域的重大发明和科技成果,给人类社会带来巨大的实用价值。本文主要介绍了热管换热器的基本特性及其在工业余热回收中的应用。
1 背景
1944 年,Gauler[1]提出了热管的原理。1962 年, L.Trefethen 再次提出类似于Gauler 的传热元件, 但因故未能实施。直到1964 年, Grover[2]等人独立地提出了类似于Gauler 的传热元件, 并且取名热管。我国于1970年开始热管的研制工作。目前,我国的热管技术工业化应用的开发研究发展迅速,热管技术已经在化工及石化、建材及轻纺织工业、冶金工业、电力电子、航天、内燃机等领域等得到了广泛的应用。
20世纪60~70 年代世界上爆发的能源危机,导致燃料短缺、燃料费用上涨,严重地威胁着生产的发展和人民生活的需要,于是迫切要求人们开发新能源和节约现有能源。在工业生产的各个部门中,有大量的加热炉、窑炉、工业锅炉等,其排烟温度在200~500 ℃之间,排烟余热未获得充分利用,造成能源的严重浪费,因此,发展有效的余热回收装置是能源得以合理利用的有效方式[3]。目前,热管换热器在余热回收上得到了广泛应用。
2 热管换热器的结构
利用热管能够方便地在热源与冷源间实现热传递,把若干支路热管组装成一体,中间用隔板把热管的蒸发段和凝结段隔开,形成了冷、热介质的流道,把热源中的热量源源不断地传给冷源,这种热管元件的组装体就是热管换热器[4]。
热管换热器常见的结构如图1 所示。典型的热管换热器,其外形一般为长方体,主要部件为热管管束、外壳、隔板。热管的蒸发段和凝结段被隔板隔开。热管管束、外壳、隔板组成了冷、热流体的流道。隔板对热管管束起部分支撑作用,其主要功能是密封流道,以防止两种流体的相互渗透。热管元件的蒸发段和凝结段外壁均加装翅片,其目的是强化整个传热过程;两侧流体均为垂直横掠流动,提高了传热系数。为防止烟气积尘堵塞,烟气侧翅片间距较大;在空气侧,气流较清洁,为了获得较高的翅化系数,肋片间距可取小些。热管管束一般为错列布置,这样可使传热系数提高。
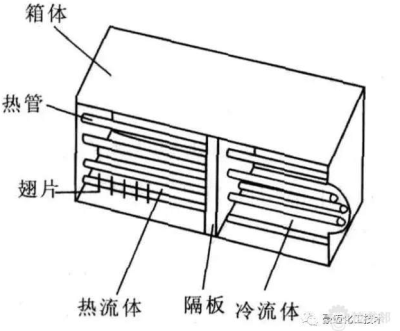
图1 热管换热器结构图
3 热管换热器的基本特性
热管换热器与其它形式的换热器比较起来有许多的优点,但最本质的和最独特的有以下几点热管具有如下特点[5]:
(1)热管换热器的结构决定了它是典型的逆流换热,由于近于等温工作,因此热管换热器具有较高的换热效率,比常规换热器的传热系数大10~20倍。
(2)每根热管完全独立,某根或一些热管被腐蚀穿透,不会影响其它热管工作,也不会造成漏风,并可拆卸,易于安装和更换。
(3)冷热流体的换热均是在管外表面进行的,所以可通过在热管冷、热侧焊接翅片以强化传热,增大气体换热系数,提高换热器的传热效率。
(4)可以方便地通过调整热管数量或冷、热侧的传热面积比来提高管壁温度,有效防止烟气产生的低温腐蚀。
(5)可以采用变截面结构,使流体等速流过换热器,提高流体在换热器出口处的流速,有效防止堵灰现象。
(6)冷、热流体都在管外流动,流体通道简单、阻力小。冷热流体之间用中隔板严密隔开,防止相互泄漏。即使有的热管一端破裂,冷热液体也不会相互串通。
(7)热管换热器无任何运转部件,因而无动力消耗,运行维护费用低,工作安全可靠。热管被磨损后,可翻转180°使用,延长寿命。
4 热管换热器在余热回收中的应用
由于余热的低品位性及存在的普遍性,要求余热回收装置能在小传热温压下传递大热流量,热回收率高,阻力小,还要求结构简单、紧凑、经济,并能妥善处理低温腐蚀问题。常规换热器由于传热温压小、体积庞大、投资费用昂贵,或是由于换热流程长、阻力大,驱动功耗剧增,运行费用高,或是由于制造复杂、难以维护,或是由于腐蚀、结垢、危急设备寿命等原因,其在余热回收中的应用受到限制。而热管式换热器以其优良的性能可较好地解决上述问题,满足余热回收的要求。目前余热回收系统中的热管式换热器主要有以下三种形式:热管式空气预热器、热管式省煤器和热管式余热锅炉。
热管式空气预热器是常见的气-气型热管式换热器,它是利用排烟余热,预热进入炉子的助燃空气,不仅可以节约燃料,提高燃料的利用率,还可以减轻对环境的污染。热管式省煤器属于气-液型热管式换热器,在工业锅炉或工业窑炉中,采用热管式省煤器利用烟气的热量预热锅炉给水或是提供生活用热水。热管式余热锅炉通常称为热管蒸汽发生器,热管式余热锅炉在热管冷侧外表面通过的流体是由进入的给水产生蒸汽,可以说是气-气型热管式换热器,也可以说是气-液型热管式换热器。
以下简要介绍一下热管式换热器在我国几种主要行业中的应用。
4.1热管式换热器在电站锅炉中的应用
福建省永安发电厂2#130 t/h型燃用加福无烟煤锅炉,1987 年加装前置式热管空气预热器,低温段空气预热器入口风温由30 ~ 40 ℃升高到85~90 ℃,排烟温度由151 ℃降低到133 ℃,锅炉效率提高了2.68%。
四川成都热电厂5#煤粉炉,1987 年利用热管式空气预热器代替卧式玻璃管空气预热器,排烟温度降低了21.5 ℃。滦河发电厂2#煤粉炉,1991 年利用热管式空气预热器代替回转式空气预热器,年经济效益250 万元[6]。
由于热管式换热器具有小温差下传递大热量的特点,在一般电站锅炉中作为前置式的空气预热器,将会回收利用大量能源[7].
4.2 热管式换热器在钢铁工业中的应用
上海第八钢铁厂在四车间轧钢加热炉上采用气-气型热管式换热器,将助燃空气从20 ℃预热到80~90 ℃,废气从280 ℃下降到190 ℃,每小时回收废气余热为419 MJ。另外在其三车间轧钢加热炉上安装了一台气-液型热管式换热器作余热锅炉用,轧钢加热炉废气由350℃下降到300℃以下,每小时回收热量为47.7 MJ,年回收热量折合标准煤11.59 t,经济效益显著。马钢、宝钢二期工程采用热管式余热锅炉回收环冷机300~400℃排风废热,产生蒸汽用于预热烧结混合料或生活取暖等。马钢第一炼铁厂7#高炉投入运行热管式空气预热器,使废气由290~370 ℃降至150℃,助燃空气温度由常温预热到200℃,装置每小时回收热量3.39GJ,节约燃烧煤气40%[8]。
4.3 热管式换热器在氮肥工业中的应用
化肥厂造气工段的余热回收是合成氨降耗的主要环节,造气工段的工艺余热包括:上行煤气显热、下行煤气显热、吹风气显热、以及燃烧热,占合成氨工艺余热的40%以上,这部分工艺余热热位较高,利用价值较大[9]。
中、小型氮肥厂利用热管式换热器对半水煤气和吹风气进行余热回收,半水煤气通过热管蒸发器放出热量,降温后送至洗气塔,吹风气降温后放空,同时产生的中压饱和蒸汽由蒸汽管道送至除氧器或进入蒸汽管网进行下一步利用。大型化肥厂一段转化炉的排烟温度一般在250~300℃之间,利用热管式换热器回收这部分烟气的余热,用于加热助燃空气,每小时回收热量折合燃料轻柴油约1.027 t[10]。
4.4 热管式换热器在硫酸工业中的应用
在硫酸生产工艺中,SO2通过接触器氧化为SO3时放出大量热,使SO3干气体的温度高达200~ 300℃,此时气体需冷却后再进入吸收工段,这部分热量往往被浪费,此时采用气-液型热管式换热器将SO3气体的热量回收加热热水供化碱工艺用,每小时余热回收量为892 MJ,设备每年按7000 工作小时算,余热回收节约的燃料折合标准煤214.5 t[11]。另外硫酸工业中硫铁矿沸腾炉与工艺静电除尘之间和硫磺焚烧炉与转化工段之间,可以利用热管式余热锅炉回收950 ℃以上的工艺气的高温余热产生中压蒸汽用于发电或工艺过程[10]。
4.5 热管式换热器在石油化工企业中的应用
安庆石化炼油厂减压炉于1995 年运用热管式空气预热器回收烟气余热,烟气从365 ℃降至165 ℃,空气从进口温度20℃升至220 ℃,每小时回收热量8.82GJ,此热管式空气预热器的成功运用说明热管式换热器完全可以用于石化行业中一些燃用高含硫燃料的恶劣工况[12]。石油化工企业中的许多加热炉和裂解炉,例如制造乙烯用的石脑油裂解炉,排烟温度一般在200~400 ℃之间,并且燃烧后的废气往往不利于排空,采用热管式空气预热器利用这部分废气预热助燃空气,可以达到很好的节能效果。
国内外许多加热炉采用了两种或三种热管式换热器相结合的流程来回收烟气的高温余热。即首先将高温烟气通过余热锅炉降至500~600 ℃,产生1.9~3MPa的蒸汽,降温后的烟气通过空气预热器将空气预热至250℃,烟气温度降至300 ℃以下进入热管省煤器,将105℃的脱氧水加热至250℃左右,烟气温度降至300 ℃以下,经引风机送至烟囱排放。这种流程具有很大的经济优越性[8]。
5.总结
随着热管技术日趋发展成熟,热管式换热器在电站、钢铁、冶金、石油、化工、建材、轻工、制冷空调、电子等领域的节能应用中发挥着越来越重要的作用。热管技术的应用将推进我国节能工作的进程,同时降低对环境的热污染,是一项很有发展前途的技术。
参考文献
[1] GAUGLER R.S.Heat transfer device[P] .US:US 2350348,1944-06.
[2] Grover G.M., Cotter T.P., Erikson G.F.Structure of very high thermal conductance[J] .Appl.Phys., 1964,35(6):1990-1991 .
[3] 董其伍,余热回收用热管及热管式换热器的研究[J]. 工业加热,2007,36(4):37-40.
[4] 王斌斌,仇性启. 热管及其换热器在烟气余热回收中的应用.工业加热,2006,35(2):37-40.
[5] 胡炯华. 热管余热锅炉在低温烟气余热回收中的应用[J].有色冶金设计与研究,2006,8(4):10-11.
[6] 何玉善,刘志敏,王礼. 电站锅炉热管式空气预热器的发展和应用[J]. 山西电力技术,1995,(2): 25-29.
[7] 韩春福. 气-气热管换热器在电站余热回收中的应用[J]. 沈阳电力高等专科学校学报,2002,4(1): 45-47.
[8] 赵斌,王子兵. 热管及其换热器在钢铁工业余热回收中的应用[J]. 冶金动力,2005,(3): 34-36.
[9] 程福元. 合成氨造气工段余热回收效果测定[J]. 江苏化工,1997,25(6): 44-45.
[10] 李菊香,杨峻,徐通明. 热管换热器的设计原则与应用[J]. 化工设备设计,1997,34(3): 46-50.
[11] 苏俊林,许思传,郝玉福. 气-液式热管换热器在硫酸工业中的应用研究[J]. 化工机械,1995,22(3): 162-165.
[12] 陈军,肖文朝,郭宏新. 热管空气预热器在石油化工中的应用[J]. 现代化工,1997,(5): 33-36.
载自技术邻 原文
上一篇:石灰窑余热锅炉