超声波焊接的电箱(发生器)设计
来源:Optical and Acoustical Methods in Science and Technology.(邮箱:chaqlu@126.com,联系方式:13651501062)本文介绍了一款来自Te
来源:Optical and Acoustical Methods in Science and Technology.(邮箱:chaqlu@126.com,联系方式:13651501062)
本文介绍了一款来自Tele and Radio Research Institute研制的多功能超声波发生器(也可叫电箱)的设计和产品参数。用于超声波焊接或者切割的电箱开发好坏,取决于如何有效精确控制参数和调整这些参数以适应特定需求的能力。超声波发生器(电箱)则负责这样的控制和调整(调谐)。
这次介绍的电箱设计结合了带有浮点运算单元的32位CortexM4微控制器,允许使用现代信号处理方法实时计算超声波三联件的参数。尤其是对三联件阻抗的计算,用于评估负载水平和识别焊接过程所处阶段,例如材料的熔化阶段。由于在可编辑逻辑器件(CPLD)中实现的直接数字信号合成单元的创新设计,所以精确控制输出信是可能的。发生器前端的谐振变换器拓扑设计保证了设备运行的高效率。发生器配备了各种通讯接口,如两种模式的USB(主/从模式),以太网,蓝牙,CAN和RS485,以及多个数字输入和输出接口,4-20mA模拟输入可接压力传感器和0-10V模拟输入接口。这使得发生器可以检测和控制整个超声波焊接系统,而不需要PLC模块。
1 概述
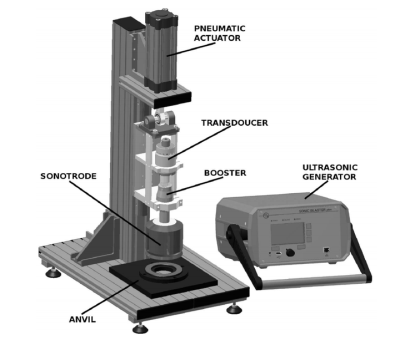
超声波焊接是基于超声波振动(声波)的一种应用——振动传递到待焊塑料接合处,摩擦生热导致材料熔化粘接的过程。超声波振动还可用于超声波钻孔、切割和清洗。超声波振动的典型频率范围在 18kHz 至 70kHz 之间。输出功率从几百瓦到几千瓦。标准的焊接系统包括一个电源(发生器)和一套三联件(1个换能器,1个调幅器和1个焊头)。电箱负责给换能器提供正确的电信号,并负责过程控制。换能器将电源信号转化为机械纵向振动,这些振动被传递到焊头,并最终传递到焊接材料上。超声波焊机组成见图1。
与超声波发生器设计有关的问题包括系统电子器件的建模、超声波发生器谐振变换器拓扑设计、以及对参数进行测量、调整和稳定控制的算法。
2.超声波技术
在焊接过程中对超声波功率的精确稳定控制,对于保持焊接高可靠性和重复稳定性至关重要。尤其是在对易碎材料的加工、塑料焊接和超声波旋转头的持续焊接的应用中。在焊接过程中,材料的熔化和压缩会导致材料的功率传递比发生变化。在超声波钻孔和切割/切削过程中,材料的侵蚀也会引起这种变化。这些变化会导致被加工零件或者部件产生质量问题,会导致不稳定的焊接或者切割效果,例如某处材料因功率过大被过度切割损坏,某处因功率变小导致弱焊接或者没有焊接上。为了防止这种情况发生,焊接系统必须不断检测功率输出水平,并确保其保持不变。
在金刚石拉丝模的生产过程中,要在合成或天然金刚石板上钻出尺寸精确的孔。在此过程中使用的是超声波钻孔工艺,这要求电箱具有非常准确的功率稳定能力,输出功率波动小于1%。
3. 发生器功率模块
超声波发生器的主要任务是向换能器发射功率,使换能器以最有效地方式将电能转化为机械振动能。超声波发生器输出波形是正弦波,输出频率是在三联件谐振频率附近窄范围内可变。其窄频带和正弦输出电压的要求可使用谐振变换器(A resonant converter)。这种解决方案消除了功率开关晶体管的换向损耗,因此与其它设计相比具有更高的效率。本案例的超声波发生器采用谐振变换器设计,其20Khz版本连续输出功率可达500W负载要求。
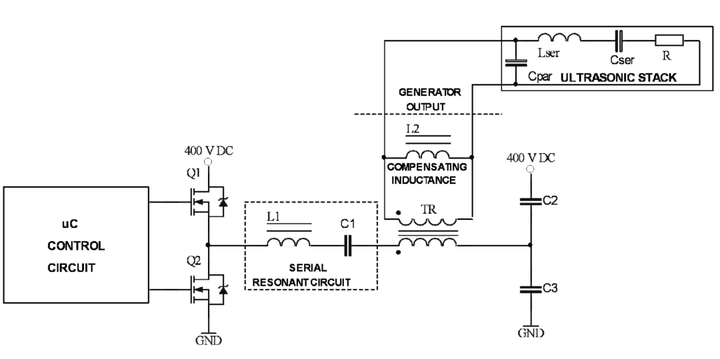
图 2 给出了设计中使用的谐振变换器的简化电气原理图。它由一个半桥 MOSFET 开关电路成,其产生可变占空比的矩形波信号。当发生器处于功率控制算法的第一阶段,其输出电压发生变化,占空比在 0%到 50%之间调整。
从开关电路发出的信号被馈送到串联谐振电路。该电路的谐振频率等于发生器频率范围的中间值,其低 Q 因子使其在整个频率范围内都能正常工作。该电路形成的正弦信号传输到功率变压器,将输出电压提高到适当的水平。在本设计中,最大输出电压为 500V RMS。发生器输出端有一个附加电感,用于补偿换能器的并联电容。补偿电感和换能器内部并联电容组成一个并联谐振电路。该电路还具有低 Q因子,其谐振频率等于发生器频率范围的中间值。
4.发生器的数字控制
采用直接数字信号合成技术(Direct Digital Signal Synthesis Technique),可对变换器控制信号实现数字化。该直接数字合成单元,采用 VHDL 硬件描述语言对电路进行描述,并在MAX II CPLD实现。该单元能够产生两个具有频率和占空比可调的互补方形信号。输出频率可调高到100kHz,分辨率0.1Hz。
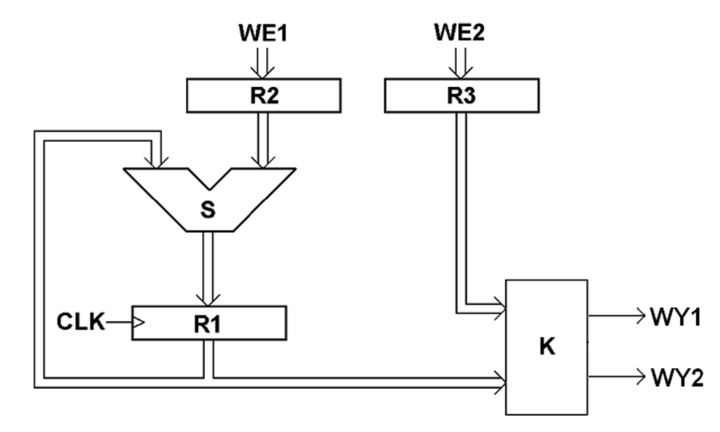
图3显示了设计框图。输出信号由 32 位ARM CortexM4 微控制器进行数字测量和处理,该微控制器具有浮点运算单元(FPU)。内置 FPU 允许快速和精确地计算出所需的控制信号。这种方法称为数字控制回路。控制算法目的是将发生器的输出电压设置为最小值,将输出频率设置为三联件的并联谐振值。通过这样做,确保了对三联件的最小功率输出,此时三联件的阻抗也是最高的。然后逐步提高输出电压。如果通过调节输出电压,可以获得期望的输出功率,那么发生器只需要保持输出频率恒定即可。该调节方法可以满足输出功率要超出发生器最大输出功率的10%至15%的情况。
在另一种情况下,需要进行第二步调节。发生器设定为最大输出电压,开始降低工作频率。通过该方式,系统可增加了输出功率。此时,激励频率从并联谐振值下降到串联谐振值,超声波三联件的阻抗减小。在高功率超声应用中,系统激励频率等于串联谐振值,容易获得更大功率,也容易对功率输出进行精确控制。
5.超声波三联件诊断
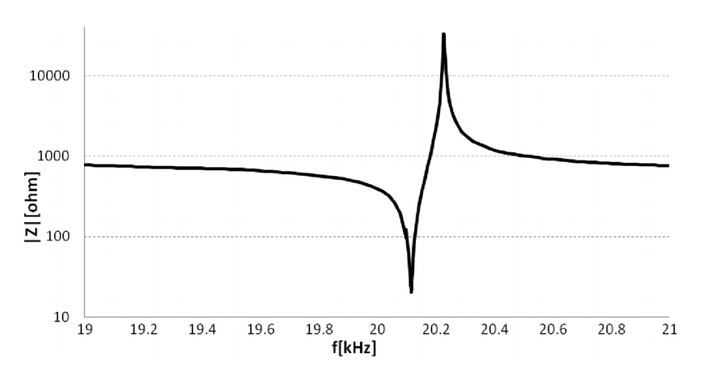
超声波发生器必须能够适应超声波三联件参数的变化,能够执行三联件的诊断工作。首先,发生器必须能够在整个工作频率范围内,对三联件的阻抗和频率的函数进行测量。例如,对于20Khz的电箱,需要在19Khz到21Khz范围内进行扫频诊断。如图4所示。
然后,需要对三联件的串联谐振频率和并联谐振频率进行估计。这些获得的参数对于发生器的正常运行是必不可少的,并且用于输出功率控制过程中。
6.输出功率曲线
对超声波发生器输出功率进行数字化和精确控制,为焊接工艺参数设定提供了一种新的方法。用户可以在焊接过程中的每个时间点预先定义输出功率的水平。这种方法被称为功率曲线焊接方式。塑料件的点焊过程中往往需要可变的功率输出。
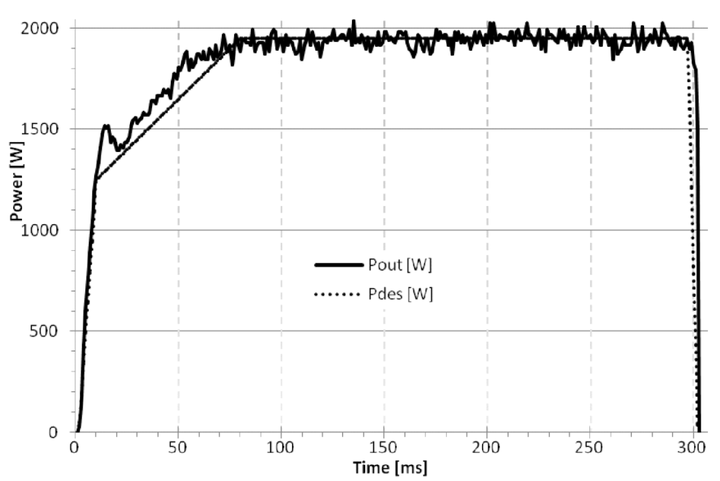
图 5 输出功率曲线对应焊接的4个阶段。在第一阶段,输出功率必须迅速提高到导能筋开始熔化的水平。因为两个零件初始接触面积很小,所以功率消耗不大。在第二阶段,当导能筋开始融化且接触面积逐渐增加,导致输出功率线性增加。在第三阶段,导能筋完全熔化,接触面积达到最大,且不在增加。在此阶段,输出功率在一定时间内是最大和恒定的。最后一个阶段是输出功率快速线性降低到零。
7.通信接口
设计的电箱(发生器)配有多个通信接口,便于与生产线集成。它包括无线蓝牙接口和USB slave接口,用于与计算机连接。USB host接口用于外部存储器连接,一般用于焊接参数和数据导入和存储。RS485 和 CAN 接口适用于电箱和生产线的控制系统连接。电箱还配置模拟量I/O接口,有4-20 mA电流环接收器和0-10V电压输入接口,用于连接外部传感器,例如换能器上的温度传感器。另外,还设计有将外部压力传感器信号增大的放大器,用于测量焊接压力。数字量I/O接口可用于控制焊机中的气动执行机构,也可用于操作人员控制焊接过程。最后,电箱上以太网接口与网络进行连接,允许通过网路进行远程诊断和参数控制。
8.结论
在焊接过程中灵活的定义电箱输出功率水平,以及随着负载变化功率自动调整,对提高和稳定焊接质量具有重要意义。以上提出的电箱设计适合超声波焊接和超声波钻孔在内的多种应用场合。
上一篇:食品用洁净蒸汽的分类和正确选用
下一篇:变频式功率超声波清洗发生器电源