第13章 聚合物基复合材料的性能测试聚合物基复合材料大陌,或接度为1.5倍试样厚度时的数形),N上为的、,方是(为与载荷增量Δp对应的标距
第13章 聚合物基复合材料的性能测试
聚合物基复合材料
大陌,或接度为1.5倍试样厚度时的数形),N上为的、,方是(
为与载荷增量Δp对应的标距L。内的变形增量,cm。(4)泊松比
.cm。
是指在比例极限内应力与应变比值。(13-4)
(2)弯曲弹性模量
23
D c1
E1=
式中,μ为泊松比:c1、c2分别为载荷增量ΔP对应的纵向应变和横向应变。
4bh'
(13-9)
式中,E1为弯曲弹性模量,MPa:SP为载荷挠度曲线上初始直线段的或增量,N
(13-5)
/7=·17/7=13
式中.L1.L2分别为纵向和横向的测量标距,cm;ΔL1,ΔL2分别为与载荷增量ΔP对
为与载荷增量ΔP对应的跨距中点处的挠度增量,cm。
应的标距L1和L:得变形增量,cm。
(3)表现弯曲强度 某些试验由于特殊要求,可测定表观弯曲强度,即超过规定接度时
(5)拉伸应力—应变曲线图 玻璃纤维增强塑料拉伸应力—应变曲线由折线组成,折线的拐点
(如固过跨距的10%)载荷达到最大值时的弯曲应力。在此大接度试验时,弯曲应规定提度时
出现在强度极限的1/3处附近,试样拉伸过程达到此处时,可听到有开裂声,并伴随在试样表面上出现白斑,由于折线的存在,就形成了所谓第一弹性模量和第二弹性模量问题。形成第二
的修正公式:
3PL 弹性模量是复合材料的特点,这主要是由于在受力状况下树脂和纤维延伸率不同,在界面处出
26h2
[++(f)]
(13-10) 现开裂(热固性树脂延伸率仅1%左右;玻璃纤维延伸率:有碱纤维为2.7%,无碱纤维为
3%).此时复合材料中有缺陷的纤维先行断裂,致使纤维总数少于起始状态,相应每根纤维上
式中,f为试样跨距中点处的挠度,cm。13.1.4 剪切
受力增加,形变也就增加,这是弹性模量降低的缘故。13.1.2 压缩
剪切试验(参阅GB/T 1450.1—2005)对于复合材料特别重要。复合材料的特点之一是层聚合物基复合材料压缩试验是基于在常温下对标准试样的两端施加均匀的、连续的轴向静
同剪切强度低,并且层间剪切形式复杂,有单面剪切、双面剪切、拉伸剪切、压缩剪切、弯曲压缩载荷,直至破坏或达到最大载荷时,求得压缩性能参数的一种试验方法。
剪切等,在受剪面上,往往受的不是一个单纯的剪力而是复合力。除了层间剪切之外,还有断玻璃纤维增强塑料压缩性能试验方法(GB/T 1448—2005)适用于测定玻璃纤维织物增强
纹剪切、纵横剪切等。塑料板材和短切玻璃纤维增强塑料的压缩强度和压缩弹性模量。
(1)剪切强度 试样在剪切力作用下破坏时单位面积上所能承受的载荷值。(1)压缩强度 在压缩试验中,试样直至破坏或达到最大载荷时所受的最大压缩应力为压
单面剪切强度: 缩强度。
(13-11) P1
P
bh (13-6)
双面剪切强度: 式中,oc为压缩强变,MPa:P为破坏或最大载荷,N;F为试样横截面积,c㎡。
Pb
(13-12) (2)压缩弹性模量 在比例极限范围内应力和应变之比为压缩弹性模量。
2bh E、hΔL
(13-7)
式中,Pb为破坏载荷,N;b、h分别为试样受剪面宽度、高度,cm,
LoΔP
式中,E。为压缩弹性模量,MPa;ΔP为载荷—变形曲线上初始直线段的载荷增量,N;ΔL
(2)层间剪切强度 在层压材料中,沿层间单位面积上所能承受的最大剪切载荷,MPa。为与载荷增量ΔP对应的标距Lo内的变形增量,cm;L。为仪表的标距,cm;b、h分别为试样
(3)断纹剪切强度 沿垂直于板面的方向剪断的剪切强度,MPa。宽度、厚度,cm。
(4)纵横剪切强度 沿着单向或正交纤维增强塑料平板的纵轴和横轴平行的剪切应13.1.3 弯曲
力,MPa。
(5)剪切弹性模量 指材料在比例极限内剪应力与剪应变之比。当剪应力沿单向纤维增强
复合材料的弯曲试验中试样的受力状态比较复杂,有拉力、压力、剪力、挤压力等,因而
塑料的纤维方向和垂直于纤维方向作用时,测得的面内剪切弹性模量称为纵横剪切模量。MPa。
对成型工艺配方、试验条件等因素的敏感性较大。用弯曲试验作为筛选试验是简单易行的,也
13.1.5 冲击 玻璃纤维增强塑料弯曲性能试验方法(GB/T 1449—2005)适用于测定玻璃纤维织物增强
冲击试验是用来衡量复合材料在经受高速冲击状态下的韧性或对断裂的抵抗能力的试验方
是比较适宜的。
塑料板材和短切玻璃纤维增强塑料的弯曲性能,包括弯曲强度、弯曲弹性模量、规定挠度下的
法,对于研究各向异性复合材料在经受冲击载荷时的力学行为有一定的实际意义。
一般冲击试验分以下3种:摆锤式冲击试验(包括简支梁和悬臂梁);落球式冲击试验;高
弯曲应力、弯曲载荷—挠度曲线。
的试样上施加集中载荷,使试样变形直至破坏时的强度为弯曲强度。
(1)简支梁冲击试验 简支梁冲击试验是摆锤打击简文梁试样的中央;悬劈梁则是用锤
(1)弯曲强度 弯曲试验一般采用三点加载简支梁,即将试样放在两支点上,在两支点间
速拉伸冲击试验。
验所测得的除了产来试律的自由端,仅随及维扩展到整个试样所需的能量以外,还要加上材料
3PL
26h2
(13-8) 232
23
第13章 聚合物基复合材料的性能测试
025用于量较软的金属相较装的图料,GY2B36用于测量非常装的数塑料有其他材料,
聚合物基复合材料
发生永久变形的能量和把断裂的试样碎片抛出去的能量,把断裂试样碎片抛出的能量与材料的初性完全无关,但它却占据了所测总能量中的一部分。试验证明,对同一跨度的试验试样越原方法简单方便,所以在材料质量控制、筛选等方面使用较多。
消耗在碎片抛出的能量越大。所以不同尺寸试样的试验结果不好相互比较。但由于摆锤式试验
个内评簧加载的主辅压住,硬度计的示仅表度费有100分度,每一变消整算孔内,或试片上,测定使试棒或试片刚刚够破裂所需能量的一种方法。这种方法与摆锤式试验相比表
(2)落球式冲击试验 落球式冲击试验是把球、标准的重锤或投掷枪由已知高度落在试棒
100.表头读数越高,表示材料越硬。现出与实地试验有很好的相关性,但缺点是如果想把某种材料与其他材料进行比较,或者需改
(2) 邵氏硬度(参阅GB/T2411—2008)邵氏硬度分为部氏A和部氏D两种,邵氏A硬度用于较软的塑料,用HA表示;邵氏D硬度适用于较硬的塑料,用H,表示(图13—1,表132)。
变重球质量,或者改变落下高度,十分不方便。
(3)高速拉伸冲击试验 评价材料的冲击强度最好的试验方法是高速应力—应变试验。应力—
应变曲线下方的面积与使材料破坏所需的能量成正比。如果试验是以相当高的速度进行,这个面积就变成与冲击强度相等。
玻璃纤维增强塑料简支梁冲击韧性试验方法(GB/T1451—2005),适用于测定玻璃纤维织
物增强塑料板材和短切玻璃纤维增强塑料的冲击韧性。试样为矩形杆,并在表面开有V形缺口,使试样受冲击时产生应力集中面呈现脆性断裂。
冲击韧性a;值对于复合材料的品质、宏观缺陷和显微组织的差异十分敏感,因而a;值可用
来控制加工成型工艺、半成品或成品质量:不同温度下作冲击试验可得到ai值与温度的关系曲线:在脆性状况下,a;值可间接反映材料脆性的大小,
冲击韧性按式(13—13)计算:A
A型
D型 a)■
(13-13)
图13—1 邵氏硬度计(A型、D型)的压针
式中,a;为冲击韧性,J/c㎡;A为冲断试样消耗的功,J;b为试样缺口处的宽度,cm;
13.1.6 硬度
表13—2 邵氏硬度计的压针参数
h为试样缺口下的厚度,cm.参数
数值/mm 参数
数值/mm
40.79±0.03 P
材料硬度是表示抵抗其他较硬物体的压入性能,是材料软硬程度的有条件性的定量反映.
a
$3.00±0.50
R0.1±0.012 通过硬度的测量还可间接了解其他力学性能,如磨耗、拉伸强度等。对于纤维增强塑料,可用
b
1.25±0.15 硬度估计热固性树脂基体的固化程度,完全固化的比不完全固化的硬度高,硬度测试操作简单、
2.50±0.04 ,
迅速、不损坏试样,有的可在施工现场进行,所以硬度可作为质量检验和工艺指标而获得广泛
使用邵氏硬度计将规定形状的压针,在标准的弹簧力下压人试样,把压针压入试样的深度
应用、
复合材料硬度试验方法有些是根据金属硬度测试方法发展而来的,如布氏硬度、洛氏硬度,
转换为硬度值。
有些是复合材料独有的测试方法,如巴氏硬度、邵氏硬度等,布氏硬度、洛氏硬度试验方法都
是将具有一定直径的钢球,在一定的载荷作用下压人材料表面,用读数显微镜读出试样表面的
13.1.7 摩擦
压痕直径,即可计算材料的硬度值,这种硬度值的影响因素很多,试验值难以真正反映材料性
摩擦是普遍存在的一种自然现象,根据摩擦现象发生的场合和条件,摩擦可分为静摩擦和
能。巴氏硬度、邵氏硬度试验是用具有一定载荷的标准压印器,以压人表面的深度衡量试样的
动摩擦、滚动摩擦和滑动摩擦、内摩擦和外摩擦等。
(1)静摩擦和动摩擦 当相互接触的两个物体在外力作用下有滑动倾向时,彼此保持相对
硬度值。
(1)巴氏硬度(参阅GB/T 3854—2005)Barcol(巴柯尔)硬度简称巴氏硬度是一种压痕
静止时的摩擦为静摩擦。处于静摩擦状态下的摩接力称为静摩擦力,当外力增大到物体开始运
硬度,它以特定压头在标准弹簧的压力作用下压人试样,以压痕的深浅来表征试样的硬度,它
动时,静摩擦达最大值称为最大静摩擦力(或称启动摩擦力)。实验证明,最大静摩擦力Fmex
适用于测定纤维增强塑料及其制品的硬度,也可用于非增强硬塑料。
(13-14)
和一个物体对另一个物体的正压力(垂直于接触面的相互压紧的力)N成正比,即
巴氏硬度是一种十分简便而有效的材料制品硬度测量方法,适用于硬质塑料和增强塑料制
Fmx=μ,N 品的质量鉴定、生产过程中对半成品进行现场质量监控、合理选择达到最低合格固化度所需的
式中,μ,为静摩擦系数。
时间等。英国、美国、日本等国已将巴氏硬度作为玻璃纤维增强塑料制品的主要质量指标或列
当一个物体在另一个物体上相对滑动时所产生阻碍滑动的摩擦力称为滑动摩擦力,这种现
为测试标准,是一种很值得推广的硬度试验方法。
(13-15)
象称为动摩擦擦或滑动摩擦。实验证明,滑动摩擦力F与正压力N成正比,即
F=μN
巴氏硬度计有3种型号:GYZ934—1和HBa—1用于测量软金属及较硬的塑料和复合材料:234
236
第13章 聚合物基复合材料的性能测试
式中,μ为滑动摩擦系数,通称摩擦系数。
式中,户方滑动除、表面情况有关,通常与接触面的大小无关。根据实验,滑动摩
式中,ΔV为分离层体积:A。为表观面积。
(3)能量磨耗率(磨耗能量指数)
聚合物基复合材料
ΔV 力比同一物体的最大静摩擦力小。
同一物体的最大液动摩摸根据物体相互间在接触面上运动形式的不同,动摩擦可分为
FL
(13-21)
KE 式中,F为摩擦力。
动摩据和激动摩据你为滑动摩擦。若两个物体虽有相对运动,但在接触而上物体相互之间设有
(4)质量磨耗率 相对位移发生,此时在接触面上产生的摩擦称为滚动摩擦。
ΔW 上产过样物体上施加一正压力,满定使物体刚要运动瞬间的力和
Kw LA,
(13-22) 匀速滑动时的力,即可计算出两物体间的静摩擦系数和动摩擦系数。
式中,ΔW为分离层质量;A,为面积。
(3)摩擦系数的测定原理
(4)摩接系数试验方法 测定摩擦系数的试验方法和设备种类较多,测定塑料薄膜和薄片
(5)磨耗度 (5)计算 塑料薄膜静摩擦系数和动摩擦系数按式(13—16)和式(13—17)计算:
(13-23) 的静态和动态摩擦系数的标准试验方法可参阅ASTM D1894—2014)。
シ A.
式中,μ为滑动摩擦系数;A'为磨粒磨耗因数。mg
(13-16)
(6)抗磨粒模耗系数mg
(13-17)
β=π
(13-24) 1
Ak 式中.μ.为静摩擦系数;μ为动摩擦系数:A,为滑块与平板间产生相对滑动时的起始负
上述能量磨耗率和磨耗度是相同的,都等于抗磨粒磨耗系数的倒数,另外Kw=PKv.其
μ= 荷,N:Aa为滑块与平板间产生均匀滑动期间的平均负荷,N:m为滑块的质量,g:g为重力
中P是磨耗材料的密度,加速度,m/s。
实验室的磨耗试验分两大类,第一类是使简单几何形状的试样作相对运动,逐一改变影响块状和片状塑料动摩擦系数的标准试验方法参阅ASTM D3028—1993。可用式(13—18)
磨耗的参数,然后建立磨耗率与各参数之间的关系,这类试验的结果与实践中遇到的复杂磨耗μ=M1sinθ/0.05n
情况没有直接关系。第二类是模拟实际情况,往往是实践中最恶劣的磨耗条件,有时为了缩短
(13-18)
试验时间,大大加重了这种条件,这类试验的结果只有有限的适用范围。磨耗试验是通过摩擦
计算:
式中,μ为摩擦系数;M为仪器最大摆距,N·m;n为正压力,N;θ为摆的唯一角
磨耗试验机来进行的,试验机的类型很多,有四球式、圆销—圆盘式、圆销—圆柱式、交叉圆柱式试验机等。
度,(°)。
13.2 物理性能测试
13.1.8 磨耗 等。磨耗(亦称磨损、磨蚀)是摩擦的必然结果,尽管对各种磨耗机理的认识正在不断深化,
复合材料较传统单一均质材料具有很多优点,纤维增强塑料热导率低,在超高温的作用下
两个物体发生接触而摩擦的结果会产生各种各样的效应,加热效应、振动效应、磨损效应但到目前为止要给磨耗下一个确切完整的定义是不容易的。按摩擦表面发生的现象,磨耗可分
能吸收大量的热量;增强材料与基体树脂的热膨胀系数不同,不同的复合方式其热性能有明显为氧化磨耗、热磨耗(包括热分解磨耗)、研磨磨耗(也称机械磨耗)及点蚀磨耗。按摩擦表面
的差别;复合材料又是电性能多样化的材料,有电绝缘体,有高介电损耗,又有低介电损耗体,破坏的原因分为粘着磨耗、磨粒磨耗、腐蚀磨耗及表而疲劳磨耗等。
有微波吸收体,又有微波透过体。总之,复合材料物理性能取决于原材料选择、材料的性能设磨耗是一种复杂的材料破坏现象,影响磨耗的基本参数是压力、滑动速度、摩擦系数、表
计、成型工艺方法和工艺条件。因此,复合材料的物理性能的优劣是复合材料研究和应用工作面结构粗糙度、表面膜、材料弹性模量、强度和弹性体的抗疲劳性及温度等。虽然按不同的磨
者普遍关注的问题。这些性能的获得有赖于测试技术的建立和掌握。耗类型来分析这些因素,但它们往往是互相影响的,很难一一分开。如表面高温可由重载和高
复合材料物理性能测试技术是以材料的实用性为着眼点,它包括线膨胀系数、热导率、平速所引起,温度影响表面膜的形成,并会引起表面结构和粗糙度的变化等。在摩擦过程中磨耗
均比热容、热变形温度、马丁耐热、温度形变曲线(热机械曲线)、电阻系数、击穿强度、折射所产生的磨屑可以用质量损失、一两个滑动体的体积或尺寸变化来测定。已经提出并采用了下
率、透射率等试验方法,(1)线性磨耗率
13.2.1 线膨胀系数(13-19)
自然界中大多数固体物质都会随着温度的变化而发生长度和体积的变化,这一现象称为热
列6种磨耗规范。
式中,h为分离层厚度;L为滑动距离。
膨胀。一般物质大都遵循着热胀冷缩的规律。复合材料的热膨胀主要取决于纤维和树脂的线能(2)体积磨耗率
胀系数以及它们所占的体积百分比,所以往往也出现各向异性甚至出现负膨胀的情况,复合材
7/1=74
料的热膨胀较各向同性材料要复杂一些。Kv
(13-20)
设固体在温度为0℃时的长度为Lo,当温度升高到t℃时,固体的伸长量ΔL。与原长L,及
237
ΔV VT 236
聚合物基复合材料
取圆料,通过碰增将能量传给相邻分子的方式称为热传导,它是
第13章 黑合物基复合材的性版法ΔL=aLot,或ΔL/Lo=at
固体中热传递的主要方式。
温度的升高t成正比,即:
导热时温度变化的情况可分为稳定导搭和不稳定导换两
(13-25)
a称为固体的线膨胀系数,线膨胀系数可以定义为温度升高1℃时固体的相对伸长,固体在
类,在传热过程中,沿热流方向上各点的温度因位置不得提供,
温度,℃时的长度L,=L。(1+ar)随温度线性地增长,实际上,a随温度的变化稍有变化,即随温度的升高而加大,所以上式的线性关系并不严格,但对大多数固体在不太大的温度范围内可
但于面时间而变化,则属于不稳定过程,这里仅计论稳定得而
以近似地把a看作是常数,固体的α数量级为(10—5~10—8)/℃,聚合物基复合材料为10—8/℃。在通常情况下a>0,但也有a<0的,如碳纤维在沿纤维方向由—200~100℃时,a=—(0.5~1.45)x10—8/℃,纤维的a<0,相应的复合材料a<0。固体体积随温度升高而
用,此时,在沿,长度上各点温度是不同的,我取微分长度
增大:
V1=Vo(1+β)
(13-26)
图13—2 平板的热传导
式中,V,为t(C)时固体的体积;V。为0℃时固体的体积;β为体膨胀系数,温度升高
F、温度梯度de/dn 成正比,即:1℃时体积的相对增大。
8 de
AF
如果线膨胀性能是各向同性的,当固体为立方体,温度为0℃时每边长为l0,则:
dr dn
(13-32) V1=3=(1+at)3=Vo(1+at)3
式(13—32)称为导热基本方程式(或称傅里叶定律)。此式对于稳定或不稳定导热均微适
(13-27) 由于a很小,可略去a2、a3项得;
用,在稳定导热时因导热量Q和温度都不随时间变化,故式(13—32)可写为:V1=Vo(1+3at)
(13-28)
Q d
JY 所以体膨胀系数β近似等于线膨胀系数a的3倍。
q=÷= dn
(13-33) 对于各向异性材料,沿不同方向上有不同的相对伸长,固体的形状有了改变。各向异性固
式中,q为导热速率,W;F为导热面积,㎡;λ为热导率,W/(m·K);d/dn为温度梯体中的一条任意直线,当温度升高时,就不一定能保持为一直线。所以对各向异性材料可近似
度,K. 地认为体膨胀系数等于主线膨胀系数之和。
在式(13—32)、式(13—33)中,温度梯度越大,单位长度上的温控越大,式中等号右侧为如果固体在受热时不能自由膨胀,就会在体内产生很大的应力,这个应力的大小相当于将
一”,说明热流方向与温度梯度呈相反方向。固体压缩到原长Lo所需的压缩应力:
对于单层平板的热传导,设平板厚度。和热导率λ为常数,平板的温度只沿着n方向变化,ΔL=aLot
(13-29)
在距离壁n处取dn,按式(13—33)分离变量并积分得:σm=E
ΔL
(13-30)
dr
(13-34) Jf/
Lo 0m=aEl
(13-31)
12-11=
对于碳纤维/环氧复合材料,在0°方向上a=—2x10—8/℃,碳纤维的杨氏模量Ee=3x
入F
λF
108MPa,可以算出当温度升高1℃,如不能自由膨胀时在纤维内产生的应力为:
(11-12) 8_b
48
(13-35)
0m=-2x10-8x3x105x1=-6x10-3[MPa(收缩)]
精确地测定复合材料的平均线膨胀系数对于确定复合材料制品成型前后的体积收缩比,保
FΔ 证制品尺寸,防止制品变形,减小内应力,保证精密的装配都是很重要的。
复合材料的线膨胀性能强烈地依赖于树脂、纤维及它们的组成和铺层方向,并随温度变化。
式中,Δt=t1—t2,为平板壁厚两面的温差,K。树脂浇注体在热变形温度范围内线膨胀是线性的,超过这温度以后就会出现不膨胀甚至负膨胀
热导率是物质导热能力的标志。热导率越大,物质的导热能力越强,反之亦然,热导率的现象,这时树脂软化,甚至不能承受其本身的重力。玻璃钢线膨胀性能强烈依赖于温度,即膨
大小与物质的化学组成、物理状态、内部结构及物质所处的温度、湿度、压力等因素有关。影胀非线性,这是由于玻璃纤维的膨胀系数在250℃以下时随温度的升高而升高,超过250℃则随
响复合材料导热性的因素很复杂,如不同的树脂基体有不同的热导率;同一种树脂由于密度不温度升高而有所下降的缘故。
同,其热导率亦不同,其增强材料与导热性关系不仅与纤维性能有关,而且与导热方向有关,影响线膨胀系数的因素很多,如原材料种类、规格、型号、加工方法、工艺条件、铺层方
因为纤维的纵向、横向导热性质不同。碳纤维复合材料中,纤维含量增加其导热性提高;连续向以及测试条件、仪器设备等均会影响数据的重复性。因此对于重要装置上使用的复合材料。
纤维复合材料比不连续纤维复合材料导热性好,玻璃钢导热性的基本规律与碳纤维复合材料类要以从实际选用材料上取样测定的数据为准。
似,而Kevlar纤维复合材料的热导率比碳纤维复合材料的低。随着宇航工业的发展,测定各种新型材料的低温、超低温线膨胀系数已成为材料研究和制
13.2.3 平均比热容13.2.2 热导率
1g物质升高1℃所吸收的热量称为比热容。各种物质的比热容不同,同一物质比热容的大
品设计中不可缺少的重要技术指标。测试方法要点参阅GB/T 2572—2005。
小与加热时的条件(如温酸、择强、体积)有关,同一物质在不同勒态下的比热容也不同,装
导又称导热,是热量传递的一种基本方式。温度较高的物体,由于其分子的热运动比
请解平均比热容是采用块最法混合法规定的,试样在加热炉内恒量加热一段时间,达到一
33
238
聚合物基复合材料
定温度后降至紫铜块量热计内,试样释放的热量被量热计完全吸收,测量试样和紫铜块量热计
电阻系数(电阻率或比电阻)
第13章 聚合物基复合材料的性能测试
13.2.6 的温度变化值,即可求出试样的平均比热容。
两个电极与试样接触或嵌入试样内,加于两电极上的直流电压和流经电极间的全部电流之
比称为绝缘电阻。绝缘电阻是由试样的体积电限和表面电阻两部分组成的。
试样的平均比热容:
H(tm-13-10)
(13-36)
流电压与流过它们之间试样体积内的电流之比称为体积电阻Rv。由Rv及电极和试样尺寸算出
图13—3为板状试样电极配置图,在两电极间嵌人一试样使其接触良好,施于两电极上的直
C,
m(1-tm-ta)
式中,Cp为试样平均比热容,J/(g·℃);H为量热计热值,J/℃;to为落样时量热计温
度,℃;tm为量热计最高温度,℃;m为试验后的试样质量,g;ta为量热计温度修正值,℃;,
的电阻系数称为体积电阻系数pv(n·cm):为试样在保温期的温度,℃。
Pv=Rv5/5
(13-38) 量热计温度修正值ta为:
式中,S为测量电极面积,cm;d为试样厚度,cm;Rv为体积电阻,n.+
t3-71[2 V1-V10+(-n3)+nV3
(13-37)
或
18
73-■2
式中,V1、V3分别表示第一、第三阶段量热计温度之变化速率:71、T3分别表示第一、第
三阶段量热计之温度平均值:n为第二阶段量热计温度记录次数;t,为第二阶段量热计温度记
录值。 13.2.4 马丁耐热与热变形温度
不保护 被保护
保护
在工业上,往往采用马丁耐热或热变形温度判断复合材料的耐热性,它们都是使试样在规
定的外力作用下,置于箱内或槽内。按规定的等速升温加热,以达到规定变形量的温度指标来
电极 电极
电极 表示其耐热性能。
图13—3 板状试样电极配置图
马丁耐热试验方法是1924年由马丁氏提出的,1928年被德国采用为酚醛塑料耐热标准方
法,后来苏联国家标准也采用此法,我国于1970年也正式颁布了国家标准“材料耐热性(马
在试样的一个面上放置两电极,施于两电极间的直流电压与沿两电极间试样表面层上的电丁)试验方法”(GB 1035—1970)。
流之比称为表面电阻Ra。由R,及表面上电极尺寸算出的电阻系数称为表面电阻系数p,(n):
热变形温度试验方法首先由英国提出,以后又被日本JIS、美国ASTM、国际标准ISO等采
2π 用,我国于1979年也将此法列为国家标准“塑料弯曲负载热变形温度(简称热变形温度)试验
p,=R, D2
(13-39) 方法”(GB/T 1634—1979),2014年以GB/T 1634.2—2004 代替.
In
D1 (1)马丁耐热(参阅GB 1035—70)马丁耐热法规定试样在(10±2)℃/12min等速升温环
式中,D1为被保护电极直径,cm;D2为保护电极内径,cm;R,为表面电阻.Ω.境中,在一定的静弯曲力矩的作用下使试样承受(5±0.02)MPa弯曲应力,以弯曲变形达6mm
测试方法有直接法测量绝缘电阻和比较法测量绝缘电阻。直接测量法即直接测量施加于试时的温度表示耐热性。该方法不适用于耐热性低于60℃的塑料或纤维增强塑料。
样的直流V和流过试样的电流I,通过欧姆定律计算出电阻R=U/I,或者使流过试样的电流通(2)热变形温度(参阅GB/T 1634.2—2004)热变形温度试验方法的基本原理与马丁耐热
过一个已知的标准电阻R,,测量R,两端的电压而求得通过的电流1.Rx=UR,/U3。包括欧姆试验方法相类似,将试样浸在等速升温的硅油介质中,在简支梁式的静弯曲载荷作用下,试样
表法、检流计法、高阻计法。而比较法是与已知标准电阻相比较来测定绝缘电阻值的方法。常弯曲变形达到规定值时的温度称之为热变形温度。它适用于控制质量和作为鉴定新品种热性能
用的比较法有两种:电桥法和电流比较法。其具体的测试方法参照《电气绝缘测试技术》(机械的一个指标,并不代表其使用温度。
工业出版社)。 13.2.5 温度形变曲线(热机械曲线)
13.2.7 介电常数和介质损耗角正切马丁耐热试验和热变形温度试验是指试样在外力作用下,由于温度升高而产生变形达某一
(1)相对介电常数 相对介电常数c,是在同一电极结构中,电极周围充满介质时的电容C,点的温度值,它们具有工程性质。温度形变曲线亦称热机械曲线或热机械分析(thermo
与周围是真空时的电容C。之比:
0/= mechnical analysis,TMA),是在程序温度控制下(等速升温、降温、恒温或循环温度)测量试
样在受非振荡性负荷(如恒定负荷)时所产生的形变随温度变化的曲线,它在一定的温度范围
对平板电极,有:
内反映试样在外力作用下形变的全过程,这比指定某一变形量的温度值更合理更全面,所以
EOA Co=
TMA被广泛应用于科学研究部门。240
241
聚合物基复合材料
为击穿强度,因体介质的击穿可为纯养的电击穿过程亦可为热击穿过程,电击穿是由于电荷在
第13章 聚合物基复合材料的性能测试
式中,A为极板面积,m;d为电极间距离,m;co为真空介电常数,8.854x10—12F/m。
Co的计算,根据试样的几何尺寸计算以空气为介质时的电容:
coA
(13-40)
13—6为高压西林电桥原理简图,图137所示为在国体介质中场加和所引起的热破坏的结果
Co=
式中,A为试样面积(电极面积),㎡;t为试样厚度或平板电极距离,m;to为真空介电
能力已被破坏。若电压维持不变或再加较低的电压,电流均将无限增加。
。当电压增至一定值时,电阻系数逐渐降低,从b点起电阻迅速下降,过把后介的绝缘
系数。
x10-F/m=8.854x10-12F/m 03
c,的计算:测得试样的C、,按式(13—40)计算出Co,再计算出平板试样的er:
0.036πtC
(13-41)
A 式中,C为平板试样的电容Cx,pF.
(2)介质损耗角正切 电介质材料在交变电场作用下的能量损耗称为介质损耗。这种损耗,
一是通过介质的漏导电流(它与电压为同相)引起的漏导电流损耗;二是由吸收电流中的一部分与电压同相的有功电流引起的吸收损耗。
电介质材料在交流电压U作用下,介质中的总电流1由漏导电流IR电容电流Ic及吸收电
流I。所组成,它们的矢量和为1.如图13—4所示。通常情况下,I与U夹角φ的余角8反映电介质材料介质损耗的大小。对电介质施以正弦波电压时,外施交流电压与相同频率的电流之间
图13—6 高压西林电桥原理简图
图13—7 固体电介质的
的相角的余角的正切值tanδ,是表示该电介质在交流电压下能量损耗的一个参数。
T—试验变压器;C2—试样;Co—标准电容
电流—电压特性曲线图
器:R3—可变电阻:R1一标准电阻;
C、一可变电容;D—平衡指示器;/1
UR
E1一高压电源:E:一辅助电源R.
1c
电绝缘材料厚度越大,击穿电压就会越大。因此,增加绝缘材料的厚度或选择优质电绝缘
材料都能提高绝缘体的击穿电压。试验方法要点参阅GB/T 1408.1—2016。
Cr=
试验在工频下用最高额定试验电压为50kV或100kV的交流变压器,击穿试验时采用连续
均匀升压法或1min逐级升压法。11
耐压试验是在试样上连续均匀地升压到一定的试验电压后保持一定的时间,试验电压和时
12 ū
(a)串联等效线路
(b)并联等效线路
间由产品标准规定。 ツ
图13—4 电流—电压矢量
图13—5 等效线路图
试验结果按式(13—44)计算:
Eb=Ub/d
(13-44) 为了计算各种频率的交流电压作用下电介质的介质损耗,可利用并联等效线路或串联等效
式中,Eb为击穿强度,kV/mm;Ub为击穿电压,kV:d为试样厚度,mm。
线路,如图13—5所示。
在并联等效电路中:
13.2.9 耐电弧1
tand= wCpRp
(13-42)
耐电弧试验(参阅GB/T 1411—2002)是采用交流高压小电流耐电弧试验方法,借高压在在串联等效电路中:
两电极间产生的电弧作用,使绝缘材料表面形成导电层所需的时间来判断绝缘材料的耐电弧性。tanδ=ωRsCs
(13-43)
13.2.10 温度指数
式中,ω为角频率:Rs、Rp分别为串、并联等效电阻,Ω;Cs、Cp分别为串、并联等效
电容,F.
快速评定电气绝缘浸渍漆和漆布热老化性能的试验方法—热重点斜法,是基于电气绝缘13.2.8 击穿强度
热寿命试验理论1gr=a+b/T,即绝缘热寿命τ的对数与绝对温度T的倒数呈线性关系,将恒温下功能性试验和匀速升温下热失重试验结合起来,即由常规热老化试验方法作一恒温点功能
置于电场中的任何介质,当电场强度超过某一临界值时就会丧失绝缘性能,这种现象称为
性试验,求得该温度下的热寿命值,由热重曲线求得热寿命线的斜率,借以评定材料的热老化
电击穿,介质发生击穿时的电压称为击穿电压(介电强度)。击穿电压与击穿处介质厚度之比称
性能。
从热失重曲线上取失重5%~50%(间隔5%)所对应的10个温度值,按下面经验公式计
242
243 a
聚合物基复合材料
相同的试验条件,对于商品化的热天平其试验结果有可比性。
准强,能准确地测量物质的质量变化及变化速来,然而其试验结果与试验条件有关,其要选用
第13章 聚台物基复合材料的性能测试
算该材料的表现热裂解活化能Ep。
En=Eo+RC
(13-45)
差热分析法和示差扫描量热法
M 13.4.2
式中,w,为试样总失重。mg:W为试样的失重,mg:W/W,为失重百分数;。为对
即在程序温度控制下研究物质性质和温度间函数关系的一种方法,它是研究物质物理化性质的
(1)差热分析法(DTA)差热分析是在程序温度控制下测量试样与参比物之间的温度差。
应于每一个WW,的温度值,C:R为气体常数8.314J/(mol·K);C。为系数;E。为常数,
一种重要方法。
J/mol. 随时间呈线性上升,在炉子中放着被测试样和参比物,在试样池和参比物的底部分别装有规能
原理:差热分析仪的炉子由电热丝加热,电热丝电压受程序温度控制器控制使炉子温度能
热寿命线的斜率:
Ep
E. b
2.303R 19.147
(13-46)
偶,将这两个池下的热电偶反向串接送至放大器,经放大后送至记录仪,同时炉子中热电偶或
取两次试验的平均值作为结果,两次试验的相对误差不大于2%。
参比物池下的热电偶送出的UT也送至记录仪,由此记录ΔT和T.
b
热效应和仪器上显示图形面积之比往往不是常数,致使定量计算发生一定困难,为克服这一缺
差热分析虽能定量,但对试样池的材料和形状等要求都很高,且当等速升温时试样发生的
由t、r、b,按式a=lgr
273+
计算得a。 按下式计算材料的温度指数td:
点,故进一步发展了示差扫描量热法(DSC).
1
lgro-lgr
1
(2)示差扫描量热法(DSC)示差扫描量热法是20世纪60年代以后研制的一种热分析方
273+1
b
273+t
(13-47)
法,它是在程序控制温度下,测量输人到试样和参比物的功率益与温度的关系的一种技术,根
式中,ro为寿命界限值,取30000h。
据测量方法的不同可分为3种类型:功率补偿型DSC、热流型 DSC和热通量型DSC.示差扫描量热法其主要特点是使用温度范围较宽(—200~80℃)、试样用量少、分辨能力高、灵敏度高、
13.3 耐燃烧性
能直接从DSC曲线上的峰形面积得到试样的放热或吸热量、能定量测定各种热力学参数和动力
学参数,故获得广泛应用。
随着聚合物基复合材料用途的日益扩大,对其耐燃烧性要求显得更加重要,人们通过改变
结构、改性、共混、复合等手段改善和提高复合材料的耐燃烧性。测试纤维增强塑料的耐燃烧
13.5 吸水性
性有间接火焰法、直接火焰法、氧指数法等。这些方法可用于产品质量控制和评价,但不适用
于实际使用时评定潜在着火危险性。
复合材料功吸水性(参阅GB/T 1463—2005)大小不仅与选用的原材料(树脂、纤维及表
间接火焰法一般用于硬质塑料、纤维增强塑料的试验。引燃源采用由电加热的灼烧硅碳棒
面处理剂等)有关,而且吸水时间、浸泡温度、试样厚度、试样表面积和试样中纤维的排列方
(GB/T 2407-2008).
向等对复合材料的吸水性都有重要的影响。
直接火焰法一般适用于软质塑料(泡沫塑料、塑料薄片薄膜),这类方法中又可根据试样放
复合材料吸水后的含水量对其绝缘电阻、介质损耗、力学性能、外观和尺寸等有较大的影
置位置不同分为水平法、垂直法和45°法等。这类方法的引燃源均采用明火,因此点燃温度要比
响,通过吸水性的测定可了解水分对上述性能的影响程度,从而为生产和使用复合材料提供参
间接火焰法低一些(GB/T 2408—2008,GB4609—1984)。
考依据。
氧指数法是测定塑料、增强塑料材料试样在氧气和氮气比例受控的气氛环境中能被点燃的
吸水性可采用吸水质量、单位面积吸水量以及吸水率表示:
最低氧气比例浓度(GB/T 2406.1—2008)。
W=G1-G2 G1-G2 Ws= S
13.4 热稳定性
G1-G2 x100
(13-48)
Wv.G=G2
热稳定性是聚合物基复合材料的重要性能。复合材料的热稳定性主要取决于聚合体基体的
热稳定性。当基体受热分解破坏后,其复合材料也失去力学性能,一般采用热分解温度来衡量
式中,W为吸水质量,g;G1为试样浸水后的质量,g;G2为试样浸水后第二次干燥后的
其热稳定性。测定高分子材料和聚合物基复合材料的热分解温度可用热重法(TG)、差热分析
质量,g:Ws为单位面积吸水量,g/㎡;S为试样整个表面积,m;Wv.G为吸水率.%。
法(DTA)和示差扫描量热法(DSC)等。
13.4.1 热重法
13.6 耐化学腐蚀性热重法(TG)是在程序控制温度下,测量物质质量与温度关系的一种技术。热重法试验得
复合材料的耐化学腐蚀性是指其在酸、碱、盐以及有机溶剂等化学介质中的长期工作性能。
到的曲线称为热重曲线(TG曲线),其纵坐标为质量,横坐标为温度(或时间)。从热重法可派
由于玻璃钢具有成型方便、耐腐蚀性能好的特点而被广泛应用于石油、化工、纺织、冶金、机
生出微商热重法(DTG),即TG曲线对温度(或时间)的一阶导数。热重法的主要特点是定量
城等工业部门。玻璃钢的耐腐蚀性能与树脂的含量、品种规格、结构类型有密切关系,与玻璃
245
244
聚合物基复合材料
布的性质有关,与成型工艺条件、固化度、表面微裂纹有关,与试验介质、温度、试样内应力、浸泡时间以及试样尺寸规格也有关,因此统一确定耐化学腐蚀试验方法是十分必要的。我国制
第14章 聚合物基纳米复合材料
订的国家标准是通过定期静态浸泡试验测定玻璃钢的耐腐蚀性,但对于耐腐蚀级别的评定标准
至今尚无统一规定,试验方法参阅GB/T 3857—2017.14.1 概论
纳米技术是在0.1~100nm尺度范围内,研究电子,原子和分子运动规律与特征的一门新兴学科,其研究目的是按人的意志,直接操纵电子、原子或分子,研制出人们所希望的、具有特定功能特性的材料与制品。纳米技术涵盖纳米材料、纳米电子和纳米机械等技术,目前可以
实现的技术是纳米材料技术。
纳米材料是指颗粒尺寸在纳米量级(0.1~100nm)的超细材料,它的尺寸大于原子簇而小
于通常的微粉,处在原子簇和宏观物体交界的过渡区域。纳米材料科学是凝聚态物理、胶体化学、配位化学、化学反应动力学、表面、界面等学科的交叉学科,是现代材料科学的重要组成部分。纳米材料在结构、光电和化学性质等方面的诱人特征,引起材料学家的浓厚兴趣,使之
成为材料科学领域研究的热点。纳米材料对新材料的设计与发展以及对固体材料本质结构性能量
的认识都具有十分重要的价值。
(1)纳米材料的结构
纳米粒子按成分分可以是金属,也可以是非金属,包括无机物和有机高分子等;按相结构分可以是单相,也可以是多相;根据原子排列的对称性和有序程序,有品态、非晶态、准晶态。纳米粒子的形状及其表面形貌也多种多样,纳米级材料(粒子)尺寸小,比表面积大,位于表面上的原子占相当大的比例。因此一方面纳米级材料表现为具有壳层结构,其表面层结构不同于内部完整的结构(包括键态、电子态、配位数等);另一方面纳米级材料(粒子)的体相结构也受到尺寸制约,而不同于常规材料的结构,且其结构还与制备方法有关,从原子间相互作用来考虑,构成材料的化学结合力主要有4种:范德瓦耳斯力、共价键、金属键和离子键。由于材料的结合力与原子间距有关,而纳米级材料(粒子)内部的原子间距与相应的常规材料不同,其结合力性质也就相应地发生变化,表现出尺寸依赖性,因此,几乎所有的纳米材料(粒子)都部分地失去了其常规的化学结合力性质,表现出混杂性,这已经被许多理论和实验所证实。公筑园
(2)纳米材料的特性
①体积效应 体积效应又称小尺寸效应,当纳米粒子的尺寸与传导电子的德布罗意波长以及超导态的相干波长等物理尺寸相当或更小时,其周期性的边界条件将被破坏,光吸收、电磁、化学活性、催化等性质和普通材料相比发生很大变化,这就是纳米粒子的体积效应。纳米粒子的体积效应不仅大大扩充了材料的物理、化学特性范围,而且为实用化拓宽了新的领域。例如纳米尺度的强磁性颗粒可制成磁性信用卡;纳米材料的熔点远低于其原先材料的熔点,这为粉末冶金提供了新工艺;利用等离子共振频率随颗粒尺寸变化的性质,制造具有一定频宽的微波吸收纳米材料,用于电磁波的屏蔽等。
②表面(或界面)效应 表面(或界面)效应是指纳米粒子表面原子与总原子数之比,随
粒径的变小而急剧增大后所引起性质上的变化。表14—1给出了纳米粒子尺寸与表面原子数的关系。
从表14—1可以看出,随着粒子半径的减小,表面原子数迅速增加。这是由于粒径减少,表
面积急剧变大所致。由于表面原子数的增加,表面原子周围缺少相邻的原子,具有不饱和性质,大大增强了纳米粒子的化学活性,使其在催化、吸附等方面具有常规材料无法比拟的优越性。
246
247
聚合物基复合材料
量子尺寸效应等性质,而且将无机物的制性、尺寸稳定性和热稳定性与聚合物的物性、加工性
第14章 聚合物基纳米复合材料
纳米粒子优异的催化性能已在光催化降解污染物、光催化有机合成等方面进行了有实际应用价值的探索。
展现出广阔的应用前景。无机纳米复合材料广泛存在于自然界的生物体候率,在物学等领
表14—1 纳米粒子尺寸与表面原子数的关系
,人工合成的无机纳米复合材料目前成信增长,不仅有合成的结米材(细植物和动物的件质)
原子数/个
表面原子所占比例/%
石墨层间化合物、黏土矿物—有机复合材料和沸石有机复合材料等。
、纳米氧化物、纳米陶瓷、纳米无机含氧酸盐等)构成的有机基的米复分相(组钢来金
粒子半径/nm
2.5x10
10 20
20
纳米复合材料的构成形式,概括起来有:0—0型、0—1型、0—2型、0—3型、1—3型、2—3型等
10
3.0x10 2.5x10
80
主要形式。
2
常采用原位压块、原位聚合、相转变、组合等方法实现,具有纳米构造非均匀性,也称聚集整。
①0—0复合 即不同成分、不同相或不同种类的纳米微粒复合面成的结米固体或液体,通
06 1
30 ③宏观量子隧道效应 微观粒子具有贯穿势垒的能力称为隧道效应。纳米粒子的磁化强度
在一维方向排列称纳米丝,在二维方向排列成纳米薄膜,在三维方向排列成纳米块体材料。目
等也具有隧道效应,它们可以穿越宏观系统的势垒而产生变化,这被称为纳米粒子的宏观量子
前聚合物基纳米复合材料的0—0复合主要体现在纳米微粒填充聚合物原位形成的纳米复合材料。
隧道效应。它的研究对基础研究及实际应用都具有重要意义。它限定了磁盘等对信息存储的极
②0—1复合 即把纳米微粒分散到一维的纳米线或纳米棒中所形成的复合材料。
③0—2复合 即把纳米微粒分散到二维的纳米薄膜中,得到纳米复合薄膜材料。它又可分
限,确定了现代微电子器件进一步微型化的极限。
为均匀弥散和非均匀弥散两类,有时也把不同材质构成的多层膜称为纳米复合薄膜材料。
(3)纳米复合材料的分类
④0—3复合 即纳米微粒分散在常规固体粉体中,这是聚合物基无机纳米复合材料合成的
根据国际标准化组织(International Organizaton for Standardization,ISO)给复合材料所下
的定义,复合材料就是由两种或两种以上物理和化学性质不同的物质组合而成的一种多相固体
主要方法之一,填充纳米复合材料的合成从加工工艺的角度来讲,主要是采用0—3复合形式。
材料。在复合材料中,通常有一相为连续相,称为基体;另一相为分散相,称为增强材料。分
⑤1—3复合 主要是纳米碳管、纳米晶须与常规聚合物粉体的复合,对聚合物的增强有特
散相是以独立的相态分布在整个连续相中,两相之间存在着相界面。分散相可以是纤维状、颗
别明显的作用。 粒状或是弥散的填料。复合材料中各个组分虽然保持其相对独立性,但复合材料的性质却不是
⑥2—3复合 从无机纳米片体与聚合物粉体或聚合物前驱体的发展状况看,2—3复合是发展
各个组分性能的简单加和,而是在保持各个组分材料的某些特点基础上,具有组分间协同作用
非常强劲的一种复合形式。所产生的综合性能。
纳米复合材料(nanocomposites)概念是Roy R于20世纪80年代中期提出的,指的是分散
14.2 纳米颗粒的制备方法相尺度至少有一维小于100nm的复合材料。由于纳米粒子具有大的比表面积,表面原子数、表
面能和表面张力随粒径下降急剧上升,使其与基体有强烈的界面相互作用,其性能显著优于相
除了单分散的纳米级粒子的制备方法有特殊要求以外,大部分纳米颗粒的制备方法都可归同组分常规复合材料的力学性能,纳米粒子还可赋予复合材料热、磁、光特性和尺寸稳定性。
结如下:①液相法,如溶胶—凝胶法、乳液法和CVD法等;②固相干法,如研磨法、烧结法、因此,制备纳米复合材料是获得高性能材料的重要方法之一。纳米复合材料可以按图14—1进行
气流撞击法等;③气相法,如激光气相沉积法等;④其他特殊方法,如重力分选法等。但无论分类。
采用何种方法,制备纳米粒子都有如下要求:①表面光洁;②粒子的形状及粒径、粒度分布可控,粒子不易团聚;③易于收集;④热稳定性优良;⑤产率高.
金属/金属
(1)固相法 固相法是将金属盐或金属氧化物按一定的比例充分混合,研磨后进行煅烧,非聚合物纳米复合材料
金属/陶瓷
发生固相反应后,直接或再研磨得到超微粒子的一种制备方法;也可将草酸盐、碳酸盐通过热陶瓷/陶瓷
分解反应,再经研磨,从而得到无机非金属氧化物纳米粒子。此法设备和工艺简单,在满足产
纳米复合材料
聚合物基
有机/无机纳米复合材料
品质量的前提下,采用此法的产量高,成本大大降低,但其耗能大,且产品不够纯。主要用于
无机材料基
聚合物纳米复合材料
分子聚合
粉体的纯度和粒度要求不高的情况。例如采用此法合成了单相Ba2TigO20粉体。聚合物/聚合物纳米复合材料
原位聚合
(2)液相法 液相法是生产各种氧化物微粒的最主要方法。它的基本原理是:选择一种或微纤/基体
多种合适的可溶性金属盐类,按所制备的材料组成计量配制成溶液,使各元素呈离子态(或分子态),再选择一种合适的沉淀剂(或用蒸发、升华、水解等方法),使金属离子均匀沉淀(或
图14—1 纳米复合材料分类纳米复合材料与常规的无机填料/聚合物复合体系不同,不是有机相与无机相简单的混合,
结晶出来),最后将沉淀或结晶物脱水(或加热)得到超微粉末。此法的一个主要优点是:对于
而是两相在纳米尺寸范围内复合而成。由于分散相与连续相之间界面积非常大,界面间具有很
很复杂的材料也可以获得化学均匀性很高的粉末。液相法有很多,本书现介绍几种常用的方法。
强的相互作用,可产生理想的粘接性能,使界面模糊。作为分散相的有机聚合物通常是刚性棒
①溶胶—凝胶法 溶胶—凝胶法(sol—gel)又称胶体化学法,是20世纪60年代发展起来的一
状高分子,包括溶致液晶聚合物、热致液晶聚合物和其他刚性高分子,它们以分子水平分散在
种制备玻璃、陶瓷等无机材料的新工艺。基本原理是:将金属醇盐或无机盐经水解直接形成溶
柔性聚合物基体中,构成有机聚合物/有机聚合物纳米复合材料。作为连续相的有机聚合物可以
胶或经解凝形成溶胶,然后使溶质聚合凝胶化,再将凝胶干燥、烧结去除有机成分,最后得到
是热塑性聚合物、热固性聚合物。聚合物基无机纳米复合材料不仅具有纳米材料的表面效应、
无机材料。概括起来,包括溶胶的制备、溶胶凝胶转化、凝胶干燥几个过程。此方法的优点248
249
聚合物基复合材料
同的激光能量密度可制备出形状结构不同的的米粉,通常情况下,颗粒相互粘连为链状,条件
第14章 聚合物基纳米复合材料
是:粒度小、制品纯、温度低,可比传统方法约低400~500℃;从同一原料开始,改变工艺过程可获得不同的制品。用此法制备的粉体粒径小、颗粒分布均匀、团聚少、烧结度较高、介电
成为世界各国关注的高新技术领域。性能较好。
②水解法 它是将金属盐溶液在高温下水解生成氢氧化物或水合氧化物沉淀制备纳米粒子
14.3 纳米热固性塑料
的一种方法。水解法包括的方法有无机盐水解法、金属醉盐水解法、喷雾水解法等,其中尤以金属醇盐水解法最为常用。
化应用的塑料品种之一,以其优良的力学特性、尺寸稳定性、良好的耐热、耐老化性,广泛地
热固性塑料包括环氧、不饱和聚酯、酚醛树脂、脲醛、三聚氧胺甲醛等,是最早实现工程
醇盐水解法通过金属盐的水解制备超微粒子,由于金属醇盐仅与水反应,得到的物质纯度
高,杂质被引人的可能性很小,醇盐水解法最大的特点是从物质的溶液中直接分离出所需要的
应用于机械、电气电子、石油化工、汽车和航天、航空、武器装备等领域的结构部件,然而。
超微、粒径细、粒度分布范围窄的超微粉末。该法具有制备工艺简单、化学组成可以精确控制、
热固性塑料的韧性和加工性能相对较差,影响了这类塑料应用范围的扩大,纳米材料技术的出
粉体的性能重复性好以及产率高(约100%)的特点。目前已合成出TizO、ZrO2(<10nm)、高热稳定性锐钛矿型Ti2O纳米粉。但本法的主要问题是原料成本高,如能降低成本,则此法将
现及其在塑料改性中的研究与应用,给热固性塑料综合性能上档次上水平提供了良好的机遇。采用共混法将纳米SiO2添加到不饱和聚酯中,当纳米SiO2含量为3%~5%时,其试样的耐磨
具有极强竞争力。
性提高1~2倍,莫氏强度由0.13MPa提高到0.27MPa,提高1倍以上,冲击强度也有明显提
③微乳液法(或反相胶束法)本法利用两种互不相溶的溶剂在表面活性剂的作用下形成
一种均匀的乳液,剂量小的溶剂被包裹在剂量大的溶剂中形成一个个微泡,微泡的表面是由表
高。采用可聚合季铵盐—蒙脱土复合物与不饱和聚酯共固化,发现少量的蒙脱土能使不饱和聚酯
面活性剂组成,从微泡中生成固相可使成核、生长、凝结、团聚等过程局限在一个微小的球形
固化物的拉伸强度和冲击强度同时得到提高,为热固性聚合物的增强增韧改性开拓了一条新途
液滴内,从而形成球形颗粒,又避免了颗粒之间的进一步团聚。此法制备的纳米粒子粒径小,
径,用超声波对纳米SiO2进行处理,通过溶液共混法制备了纳米SiO2/E—44环氧树脂塑料,并
单分散性好,实验装置简单、易操作。已合成的有CaCO3、氧化物(Fe3O4、TiO2、SiO2)以
对其结构和力学性能进行了研究,采用的固化剂为甲基四氢苯酐,其数据见表14—2。及半导体纳米粒子CdSe、PbS、CdS等。
表14—2 纳米SiO1/E—44环氧树脂塑料的力学性能
(3)气相法 气相法是直接利用气体或通过各种手段将物质变为气体,使之在气态下发生
物理变化或化学反应,最后在冷却过程中凝聚长大形成纳米粒子的方法。气相法的特点是粉末
纳米SiO2/E—44环氧树脂(质量份)
冲击强度/(kJ/m)
拉伸强度/MPa
断裂伸长率/% 纯度高、颗粒尺寸小、颗粒团聚少、组分更易控制,且非常适于非氧化物粉末的生产。气相法
0/100
8.52
38.95
21.7
1/100
9.52
39.56
21.8 又可以分为以下几种方法。
2/100
15.28
40.70
22.0
①气相蒸发法 在惰性气体(或活性气体)中使金属、合金或陶瓷蒸发汽化,然后与惰性
3/100
19.04
50.78
25.6 气体冲撞、冷却和凝结(或与活泼性气体反应后再冷却凝结)而形成超微粒子。其中惰性气体
4/100
15.08
44.01
23.6 5/100
10.15
38.65
21.0
冷凝技术又称为蒸发—凝结技术,是最先发展的制备方法,它是通过适当的热源使可凝性物质在高温下蒸发,然后在惰性气体下骤冷形成纳米粒子。由于颗粒的形成是在很高的温度梯度下完
从表14—2可看出,在一定范围内,随着纳米SiO2用量的增加,所得塑料的冲击强度、拉伸
成的,因此制得的颗粒很细(<10nm),且颗粒的团聚、凝聚等形态特征可以得到良好的控制。
强度和断裂伸长率逐渐增加,当纳米SiO2:E—44环氧树脂=3:100时,各种性能均达到最大
但此法不适合金属氧化物、氮化物等高熔点物质。据报道科研工作者将加热源发展为电弧法加
值。纳米SiO2/E—44环氧树脂塑料比纯E—44环氧树脂的冲击强度提高了124%,拉伸强度提高
热、电子束加热、等离子体加热、激光束加热,成功地制备了MgO、Al2O3、ZrO2和Y2O3等
了30%,断裂伸长率提高了18%,但是,如果纳米SiO2在E—44环氧树脂中分散不均,发生聚
多种高熔点纳米颗粒,同时还通过引入其他反应性气体,使其在高温下与蒸发的蒸气发生化学
集,形成块状物,则易在环氧树脂基体内形成缺陷,使之失去应有的增强增韧效果。
反应来合成新物质(如TiN、AIN)。
②化学气相沉积法(CVD)此法是让一种或数种气体在高温下发生热分解或者其他化学
14.3.1 纳米环氧
反应,从气相中析出超微粒子。此法作为超微粒子的合成具有多功能、产率高、产品纯、工艺可控性和过程连续性等优点。CVD可以在远低于材料熔点温度下进行纳米材料的合成。利用此
14.3.1.1 纳米黏土/环氧塑料法可以合成得到TiO2、ZrO2、AlzO3、ZnO、SiO2等氧化物。但采用电炉加热的CVD法的最
环氧树脂作为热固性树脂的典型代表,具有优良的综合性能和颇为广泛的应用领域。环氧
大局限是反应气体内温度梯度小,合成的粒子不但粒度大,且易团聚和烧结。为此,又开发了
树脂最大的不足就是其固化物脆性较大。传统的增韧材料以弹性体为主,不尽如人意的是:弹
多种制备技术,其中较普遍的是等离子体CVD、激光CVD技术等。
性体在增韧的同时却牺牲了环氧树脂的强度、刚性和耐热性等宝贵物理性能。后来,人们探讨
等离子体CVD是利用等离子体产生的超高温激发气体发生反应,同时利用等离子体高温区
用有机刚性材料改性环氧树脂,取得了既增韧又增强的令人瞩目的效果。
与周围环境形成巨大的温度梯度,通过急冷作用得到纳米颗粒。由于该法易控制,可以得到很
纳米级无机粒子的出现为高分子材料的改性提供了新的方法和途径。纳米无机粒子以其独
高纯度的纳米颗粒,它也特别适合制备多组分、高熔点的化合物(TiN+TiB2)等。
特的表面效应和量子效应而明显区别于常规的粉末填料(微米级无机粒子)。已有的研究表明,
激光CVD是由美国Haggery等首先于20世纪80年代初提出的,目前该法已合成出一批具
纳米级无机粒子对聚合物增韧改性效果好、效率高,并且也表现出增韧与增强良好的同步效应。
有颗粒粒径小、不团聚、粒径分布窄等优点的超细粉,产率高,是一种可行的方法。激光能量
纳米级无机粒子表面能大,极易凝聚,用通常的共混法几乎得不到纳米结构的聚合物,有
密度对纳米粒子制备影响的研究表明,在大气中用激光束直接加热Zn靶制备ZnO纳米粉,不
必要加入分散处理剂来促进纳米粒子的分散,以使其达到对聚合物的改性效果。利用纳米SiO2250
251
聚合物基复合材料
对环氧树脂进行增强增韧改性。借助偶联剂的作用,采用原位分散聚合法制得了纳米SiO2/环
脂还可用纤维增强材料增强制成复合材料,还会进一步提高制品的综合性能。
第14章 聚合物基纳米复合材料氧树脂。其制备方法是将厚仅0.96nm、宽厚比100~1000的硅酸盐薄片均匀分散于树脂中,可
14.3.1.3 纳米TiO2/环氧塑料
使环氧树脂的力学性能、热性能及耐湿热性能得到进一步提高,还可得到一些新工艺性能,从
以纳米TiO2为填料制备了纳米TiO2/环氧树脂塑料,同时研究了纳来TIO2对材料性能的
影响。研究结果表明,纳米TO,经表面处理后,可对环氧树脂实现增强、增问,对材料性值的
而拓宽环氧树脂应用领域。
数为3%6时,材料的拉伸弹性模量较纯环氧塑料提高370%,拉伸强度提高4%,神选度提面
14.3.1.2 纳米SiO2/环氧塑料
采用原位分散聚合法并用偶联剂处理纳米SiO2粒子制得纳米SiO2/环氧塑料。同时偶联剂
878%,其他性能也有明显提高。的用量对材料性能具有一定的影响,应选择最佳用量范围。利用拉伸试验、冲击试验、扫描电
影响复合材料的冲击强度主要有两个因素,一是基体对冲击能量的分散能力:二是纳米TiO2
子显微镜、热失重分析等方法对添加和不加偶联剂的复合材料的结构和性能进行测定,研究结
对冲击能量的吸收能力。一方面,3%纳米TiO2填充环氧有一定程度的相分离,基体对冲击能量
果表明,在偶联剂的作用下,纳米SiO2较均匀地分散在环氧树脂基体中,有效地增加了环氧树
的分散能力增强;另一方面,纳米TiO2造成界面应力集中,容易引发周围的基体树脂产生微开
脂的强度及韧性,并提高了环氧树脂的耐热性,是一种值得推广应用的纳米塑料制造方法。
裂,吸收一定的变形功。两方面的综合作用,使3%处理的纳米TiO2/环氧塑料的冲击强度提高。
(1)偶联剂作用及其用量 常用的偶联剂为长碳链型改性氨基硅烷偶联剂,其中的烷氧硅
14.3.2 纳米不饱和聚酯
基团易与纳米SiO2表面的羟基发生化学反应,氨基则易与环氧基反应。因此它能使纳米SiO2
不饱和聚酯树脂是制备树脂基复合材料(又称玻璃钢)的主要原材料之一,由于它具有轻
与环氧树脂很好地偶联起来,即形成环氧树脂—偶联剂—纳米SiO2的结合层,从而增强纳米
质、高强、耐腐蚀、电绝缘、可设计性等特点,所以广泛用于军工产品、交通运输、电器、石
SiO2与环氧树脂的界面黏结。
偶联剂用量对环氧塑料性能的影响如图14—2所示。从图中可知,随着偶联剂用量的增加,
油化工、医药、染料、轻工、民用产品和装饰材料等行业。材料的冲击强度、拉伸强度都逐渐增加,达到极大值后均转为下降。极大值时偶联剂用量为纳
不饱和聚酯树脂基复合材料虽然有轻质、高强、耐腐蚀等优点,但也有其不足的方面,如
树脂基体本身硬度较低,莫氏硬度一般只有2级左右(相当于石膏的硬度);耐磨性也较差,如
米 SiO2质量的5%。
平时使用的玻璃钢浴缸经常会很快被磨毛,玻璃钢管道的耐磨性更加需要提高,人造大理石也16
48
因耐磨性和硬度较差,不能与天然大理石竞争而失去其应有的生命力。
为了提高树脂的耐磨性、硬度、强度、耐热、耐水等性能,提高树脂基复合产品的质量,-14
45
11
利用纳米SiO2的特殊性能,将其填充到不饱和聚酯树脂中去,以期改进材料的各项性能,使其-12
42
耐磨、硬度、强度、耐热、耐水及加工特性都得到大幅度的提高。是
纳米SiO2改性不饱和聚酯机理:①由于纳米SiO2颗粒尺寸小、比表面面积大、表面原子
30 25
39 01
0.05 0.1 0.15 0.2
0.25 0.3 0.35
0.01 0.02 0.03 0.04 0.05
数多、表面能高、表面严重配位不足,因此表面活性极强,容易与树脂中的氧起键合作用,提
0
0 A858/纳米SiO2(质量比)
纳米SiO2/E—44(质量比)
高分子间的键力。同时因为纳米SiO2颗粒分布在高分子键的空隙中,故使添加纳米SiO2的树图14—2 纳米SiO2/A858环氧力学
图14-3 纳米SiO2/E-44-MeTHPA
脂材料强度、韧性、延展性均大大提高,即表现在拉伸强度、冲击性能等方面的提高。②由于性能随偶联剂用量的变化
体系的力学性能
纳米SiO2其分子状态是三维链状结构,且表面存在不饱和键及不同键合状态的羟基,与树脂中(2)纳米SiO2/环氧树脂的力学性能 图14—3是未加偶联剂体系的力学性能。从图中可看
氧键结合或嵌在树脂键中,可增强树脂的硬度。由于纳米SiO2的小尺寸效应,使材料表面细洁出,材料的力学性能随纳米SiO2添加量的增多先变优后变劣。当纳米SiO2/A858为3/100(质
度大大改善,摩擦系数减小,加之纳米颗粒的高强性,因此使材料耐磨性大大提高,且表面光量比)时,材料冲击强度、拉伸强度的极大值分别为11.8kJ/㎡、47.1MPa,与基体相比,复
洁程度好。③由于纳米SiO2颗粒小,在高温下仍具有高强、高韧、稳定性好等特点,可使材合体系冲击强度提高了39%,拉伸强度提高了21%。
料的表面细洁度增加,使材料更加致密,同时也增加材料的耐水性和热稳定性。从纳米SiO2/环氧树脂冲击试样断面的SEM照片可看出,环氧树脂为连续相,纳米SiO2
由此可见,将纳米SiO2添加到树脂中,能使玻璃钢产品的耐磨、硬度、强度、耐热等一系为分散相,纳米SiO2的第二聚集态的形式(平均粒径为200nm)能较均匀地分散在环氧树脂基
列性能均有大幅度提高,且喷涂施工时容易喷涂,无异常现象。这对提高产品质量并使其升级体中。相比之下,纳米SiO2的聚集态较大,体系受力后产生的微裂纹和微孔穴较少,也说明了
换代具有极其重大的意义。偶联剂可促使纳米SiO)2与环氧树脂之间的界面结合,有利于纳米SiO2在环氧树脂中的分散,
14.3.3 纳米炭粉改性酚醛
提高了它对环氧树脂的改性效果。
大量研究表明纳米体系在偶联剂的作用下与环氧树脂存在着强的相互作用,使链段运动受
炭粉/酚醛复合材料一直作为固体火箭发动机喷管烧蚀防热材料,主要是其抗烧蚀性能适
到束缚,从而提高了复合体系发生热分解所需的能量,即材料的耐热性得到了提高。由此可得
中、成本低、工艺性能好、质量稳定性高、周期短等优异性能所决定的。但酚醛复合材料所用出如下结论。
的基体树脂仅一两个品种,如F01—36氨酚醛及低压顿酚醛,这两种树脂抗烧蚀性能并不十分理
①氨基硅烷偶联剂能促使纳米SiO2在环氧树脂中均匀分散,使其对环氧树脂起到较好的
想,一方面树脂成碳率低(小于54%),布带制品烧蚀分层是关键技术难题;另一方面树脂碳化
增强增韧作用,并提高环氧树脂的耐热性。
后高温下结构强度偏低,导致扩张段整体热结构下降,降低了发动机工作可靠性。20世纪70年
②纳米SiO2/环氧树脂在较均匀分散的前提下,偶联剂与纳米SiO2的最佳用量比为5:100
代初,酚醛树脂性能改性研究中相继出现重金属改性酚醛(铝酚醛、钨酚醛)、杂元素改性酚醛
(质量比),纳米SiO2与环氧树脂的最佳用量比为3:100(质量比);改性的纳米SiO2/环氧树
(如硼酚醛)、苯基结构改性酚醛(9403—1),以及提高酚醛树脂纯度如高纯氨酚醛树脂、开环聚252
233
冲击强度/(kJ/㎡)
拉伸强度/MPa
击强度/(kJ
拉伸强度/MPa
聚合物基复合材料
表14-5
第14章 聚合物基纳米复合材料唑、聚苯并噻唑、聚酸亚胺树脂、聚芳基乙炔等成碳率高于钡酚醛,但作为喷管抗烧蚀材料基
合酚醛等众多酚醛树脂体系,但树脂成碳率均不超过60%。聚苯并味唑、聚喹噁唑、聚苯并喝
纳米炭粉对酚醛树脂炭化后层间剪切强度的影响
碳化温度
■酚醛 差,限制了其应用范围,国内外先后开展了炭粉及石墨改进酚醛体系,如CTL、91LD、SC1008
体树脂,存在问题更多,如成型工艺、价格、原料供应等,由于酚醛树脂成碳率低,成碳结构
/℃
高碳酚醛 X
S C./%
含纳米碳粉高碳酸酸 X
S 室温
18.4
C./%
x
酚醛树脂中添加F—1069、P—33炭粉,由于其粒径在100nm以以上,所以没有改变材料的根本性
300
17.7 0.91
20.9
S
C./% 能。只有当填料粒子减小至纳米级的某一尺寸,则材料的物性才发生突变,与同组分的常规材
12.3 1.9 5.2 18.1 1.8
26.5
400
15 13.4
10 23.1
0.11 料性能完全不同。但由于同种材料的不同性能对纳米填料而言具有不同的临界尺寸,而且对同
500
10.1 0.46 4.6
2.2 17 19.3
1.8 700
1.43 0.21
10.5 2.0 19
1.7
8.7 一性能的不同材料体系相应的临界尺寸也有差异,因此纳米级材料表现出强烈的尺寸依赖性,
900
2.18
11 2.3 0.45
18.1 1.6 8.8
0.49 22 1.73
19 7.5 1.5
21
因此选择合适的纳米级炭粉尤为重要。而纳米炭粉粒子所具有的粒径小、比表面面积大、界面
0.33 19 5.38 0.37
6.9
原子数多,存在大量的不饱和键及悬键,化学活性高,极易形成尺寸较大的团聚体,在树脂体系中分散时,由于分散方法及分散剂不合适,会出现纳米粒子异常长大情况,难以发挥纳米增
14.4
聚合物—纳米复合材料的应用
强相的独特作用。通过对纳米炭粉种类筛选、粒子尺寸、分散方法及分散剂选择等工艺实验,可制备表观质量均匀的含纳米炭粉酚醛树脂溶液,这种酚醛溶液能长期保持稳定,采用布带浸
(1)先进储氢材料在汽车中的应用 氢气是人类最理想的燃料,氢气燃烧提供动力的同时
胶机进行浸胶,制备了质量均匀的碳/酚醛胶带。采用不同的试验方法研究了纳米炭粉对树脂体
又还原成水,水既无污染,又是制氢的原料,如此循环往复,经久不竭。氢气作为汽车的新燃
系热解性能的影响,纳米炭粉对碳/酚醛材料力学性能、烧蚀性能及热性能的影响,并且为提高
料有一个重要问题,就是氢气的储存问题。氢气的密度最小,为0.09g/L,只有空气质量的碳/酚醛材料性能提供了技术基础。
1/5,很容易飞散。氢气与空气的混合比达到1:34.2时又容易点燃爆炸。所以在使用氢气时,
(1)制备工艺 纳米炭粉改性酚醛制品的制备工艺与普通的酚醛复合材料制备工艺基本相
既要使氢气的储存量达到所要求的行驶里程,又要注意安全,目前最先进的储氢材料是碳纳米分散
同,其工艺流程为:炭粉+树脂均匀分散体系→布带浸胶→压制层压板。
管,随着各国科学家对碳纳米管结构、性质研究的不断深入,碳纳米管必将以其独特的空隙结在制备过程中要注意:纳米炭粉含量、分散方法对材料的烧蚀性能影响很大,在相同条件
构、大的长径比、高的比表面积和量子尺寸效应服务于人类。下测试的纳米炭粉材料的烧蚀性能,其结果列于表14—3。由表可知,当炭粉含量增加时,材料
储氢碳纳米管复合材料在开发燃料电池上大有应用空间,未来的汽车必以氢能作为动力,层间剪切强度增加、线烧蚀率下降,质量烧蚀率变化规律不明显。从工艺性能及材料性能综合
传统的金属或合金储氢远不能满足这一要求,一辆能跑动500km的汽车,储氢量需为6%(质考虑,炭粉含量选择在25%~30%,所得的材料综合性能较好。
量分数),如今的金属储氢只能达到1%~2%,但碳纳米管却可能达到10%以上。氢燃料储存在碳纳米管中既方便又安全,而且这种储氢方式是可逆的,氢气用完了可以再“充气”,把常温
表14—3 炭粉含量对碳/酚醛材料性能的影响
下体积很大的氢气储存在体积不大的碳纳米管中,用之作为氢燃料驱动汽车,是未来汽车实现树脂中炭粉
纬向剪切强度
经向剪切强度
氧乙炔线蚀率
氨乙烯质量烧
绿色燃料驱动的主要发展方向。
含量/%
/MPa
/MPa
/(mm/s)
蚀率/(g/s)
氢的燃烧有两种方式:热化学方式和电化学方式,尽管产物都是水,但因前者是在高温下
9.5
9.5
19.8
0.021
0.0396 14.6
24.9
0.028
0.0397
释放能量,有可能伴随少量氮氧化物;后者是在常温下释放能量,产物只有水,因此是对环境
14.6
16.7
16.7
31.1
0.025
0.0475
没有任何污染的零排放(zero emission)过程。氢能的电化学释放过程是在氢电池中完成的。以26.4
26.4
29.3
0.014
0.0416
氢燃料电池驱动电动机的氢能汽车是真正的无污染的绿色汽车(ZEV)。
1997年,美国国立可再生资源实验室的Dillon等采用低温吸氢、室温放氢的方法研究了电
(2)纳米炭粉对碳/酚醛材料力学性能的影响 对纳米炭粉高碳酚醛、钡酚醛及高碳酚醛材
弧法制备未经提纯处理的单壁碳纳米管(单壁碳纳米管的质量分数仅为0.1%~0.2%)的储氢
料在常温下综合力学性能及高温炭化后的材料层间剪切强度进行了测试,试验结果表明,纳米
性能,从相关结果推测出纯净单壁碳纳米管的质量储氢能力可达5%~10%,一台氢燃料电池驱
炭粉改进后的酚醛材料综合性能得到大幅度提高。表14—4、表14—5说明纳米炭粉能大幅度提高
动的电动汽车在500km的行程中需要消耗3.1kg氢气,根据普通小汽车油箱的容量推算,储氢
材料高温下层间性能,特别是在900℃条件下,层间剪切强度达到C/PAA常温下的力学性能,
材料的质量储氢能力必须达到6.5%以上才能满足要求。Dillon等在研究各种储氢方法后指出,
炭纳米粒子的增强效应得到了充分发挥;而不含炭粉材料体系的层间性能随温度提高大幅度下
单壁碳纳米管是目前唯一可能达到这一指标的储氢材料,从而受到广泛的关注。
(2)纳米吸波复合材料的发展趋势 目前吸波复合材料还存在频带窄、效率低、密度大等
降。因此纳米炭粉对材料常温、高温下力学性能均有贡献。表14—4 纳米炭粉对酚醛树脂常温下力学性能的影响
诸多缺点,因而应用范围受到一定限制。发展多波段兼容型吸波材料,即能兼容雷达波、红外弯曲强度/MPa
拉伸强度/MPa
拉伸模量/GPa
压缩强度/MPa
压缩模量/GPa
剪切强度/MPa
和激光等波段的吸波复合材料,拓宽吸波波段,是今后研究的方向之一.经向
纬向 经向 纬向 经向 纬向 经向 纬向 经向 纬向 经向 纬向
涂覆型吸波复合材料在吸波复合材料的研究中一直占据重要地位,而且在不断研究之中。60.5
74.2 36.8
21.5 21.5
现代武器装备对吸波复合涂层提出了更苛刻的要求,促使人们不断探索吸波的新原理与新途径。
147
229 120 259 34.7 48.5
36.8 25~27
在先进复合材料基础上发展起来的既能隐身又能承载的结构型吸波复合材料,具有涂敷型吸波
268
325
45.0
101
43.3 25~27 21.6
复合材料无可比拟的优点,是当今吸波复合材料的主要发展方向。其研制的关键是复合材料层
257
336 172 338 41.1 55.2 120 186.8 24.2 40.9
24.5
板的研制,其介电性能的设计匹配,有“吸、透、散”功能的夹心材料的研制与设计及诸因素254
255
聚合物基复合材料
的优化组合匹配等,原材料的筛选、材料力学性能、电磁特性的选择和协调、吸波结构的设计要内容,应用计算机辅助优化设计在有限的条件约束下为结构型吸波复合材料的研究提供了方
和制作工艺、结构型吸波材料的力学性能和吸波性能的优化也是结构型吸波复合材料研究的重
推荐阅读
[1]陈平,穆明义,高分子合成材料学[NO.3版,北文,化学工业出振社,2017,3540,
便,有力地促进了结构型吸波复合材料的发展。
纳米材料的特殊结构引起的量子尺寸效应和隧道效应等,导致它产生许多不同于常规材料
【3]王荣国,武卫莉,谷万里,复合材料论[ND.哈尔,哈尔滨工业大学出原社,2015,31—81.
[4]柯扬船,聚合物—无机纳米复合材料[M].2版,北京:化学工业出版社,2017,1,200
的特殊性能。一方面,纳米微粒尺寸为1~100nm,远小于雷达发射的电磁波波长,因此纳米微
(5]陈平,刘胜平,王德中,环氧树脂及其应用[M],北京:化学工业出版社,201,36.70。
[6]丁孟赞,聚酰亚胶—化学、结构与性捷的关系及材料[NO,北京,科学出版社,2019,117—221
粒材料对这种波的透过率比常规材料要强得多,这就大大减少了波的反射率,使得雷达接收到的反射信号变得很微弱,从而达到隐身的作用:另一方面,纳米微粒材料的比表面积比常规微
[1]刘益军,聚氨酯树脂及其应用[M]。北京:化学工业出版社,2012,82—110
粒大3~4个数量级,对电磁波和红外光波的吸收率也比常规材料大得多,被探测物发射的红外
[8] Sanjay K M. Composites Manufacturing,Materils,Products,aed Proces Enginecring [M].Boca Raion:CRC
光和雷达发射的电磁波被纳米粒子吸收,使得红外探测器和雷达很难探测到被探测目标。此外,
Press, 2002: 133-160. 随着颗粒的细化,颗粒的表面效应和量子尺寸效应变得突出,颗粒的界面极化和多重散射可成
[9]周祖福.复合材料学[M]。武汉:武汉工业大学出版社,1995,10—50.
[10]张小华,徐伟箭,无机纳米粒子在环氧树脂增铺改性的应用[门],高分子报,2005.6(12);100—104.
为重要的吸波机制,量子尺寸效应使纳米颗粒的电子能级发生分裂,其间隔正处于微波能量范
[11]邓玉明,顾媛娟,环氧树脂/黏土纳米复合材料的制备与性能[J],材料科学与工程,2002,20(1),115—119.
围(10—2~10—5cV),从而形成新的吸波通道。纳米技术的迅速发展和纳米微粉优良的电磁吸
[12]赵磊,孟季茹,改性氰酸酯树脂的研究进展[J].玻璃钢/复合材料,2000(5);38—42
波性能,使得纳米吸波复合材料成为国内外吸波复合材料研究的热点,纳米吸波复合材料已成
[13]霍文静,张佐光,王明超,等,复合材料用玄武岩纤维耐酸碱性实验研究[1].复合材料学报,2007,24(6),
为吸波复合材料研究发展中的一个重要新领域。
77-82. 此外,智能吸波复合材料因具有感知功能、信号处理功能、自己指令并对信号做出最佳响
[14]吕建坤,柯毓才,漆宗能,等,环氧树脂/黏纳米复合材料的制备与性能研究[J],复合材料学报,2002,19
应的功能而成为吸波复合材料研究的一个热点。最理想的吸波涂层是其化学成分能使电磁波在
(1):117-121. 其内的波长不因入射波的频率变化而变化,但目前国内外研究尚不成熟。
[15]李赫亮,刘敬福。环氧树脂纳米蒙脱土胶黏剂耐蚀性能研究[J].中国胶粘剂,2006.15(3),15—18.
[16]刘成伦,余锋,胶粘剂的研究进展[J]表面技术,2004,33(4);1—3.(3)在分离中的应用
[17]高焕方,填料及液体橡胶对降低环氧厚涂层内应力的作用[1].表面技术.2002,31(4):53—54.
①化工分离 磁性离子交换树脂具有许多一般的离子交换树脂所不具备的优点,具有可以
[18]李文峰,辛文利,梁国正,等,氟酸酯树脂的固化反应及其催化剂[J].航空材料学报,2003,23(2):56—62,
用于大面积动态交换与吸附的优点,因而大量用于化工分离过程。只要在流体出口处设置适当
[19]赵磊,孟季茹,改性氰酸酯树脂的研究进展[J],玻璃制/复合材料,2000(5):38—42.
的磁场,树脂即可被收集,以便再生并循环使用,因此可以用来处理各种含有固态物质的液体,
[20]徐一琨,詹茂盛,纳米二氧化硅目标杂化聚酰亚胺复合材料膜的制备与性能表征[J],航空材料学报,2003,23使矿场废水中微量贵金属的富集,生活和工业污水的无分离净化等应用得以实现。如果使磁性
(2):33-38. 树脂带永磁,则它会在湍流的剪切力下分散,在平流的状态下凝聚,精确设计管道的形状和尺
[21]李艳,付绍云,林大杰,等,二氧化硅/聚酰亚胺纳米杂化薄膜室温及低温力学性能[门].复合材料学报,2005。寸,便可达到回收和循环使用磁性树脂的目的。华南理工大学的吴雪辉等在这方面做了大量的
22(2):11-15.
[22]尚修勇,朱子康,印杰,等,偶联剂对P1/SO2纳米复合材料形态结构及性能的影响[J],复合材料学报,2000,
研究,制备了磁性阳离子交换树脂和磁性阴离子交换树脂。张梅等利用化学转化法制得了磁性
17(4):15-19.
毫米级和微米级粒径的强酸性、弱酸性阳离子交换树脂,并研究了强酸性和弱酸性阳离子交换
[23]陈宇飞,张旭,孙佳林,等,二氧化钛改性环氧树脂胶黏剂的性能[J].江苏大学学报,2013,34(3):335—339.树脂的磁转化条件对相应所得树脂的磁性的影响。所制得的磁性树脂的磁性强,磁性物质分布
[24]陈宇飞,郭红缘,李志超,等,聚醚碳/双马来酰亚胺—环氧树脂复合材料的微观结构与性能[J].复合材料学报,均匀而且稳定,并保持树脂的原有特性。
2017,34(5):939-944. ②催化剂分离 将纳米级催化剂固载于磁性微球上,可以利用磁分离方便地解决纳米催化
[25]Chen Yufei,Guo Hongwan,Cai Mingzhuo,et al. Ellect of polyether sulfone resin on micromorphology,thermal. 剂难以分离和回收的问题。而且如果在反应器外加旋转磁场,可以使磁性催化剂在磁场的作用
mechanical,and dielectric properties of epoxy-bismaleimide composite material[J].Journal of Electronic Materials. 2018.47(10):6021-6027.
下进行旋转,避免了具有高比表面能的纳米粒子间的团聚,同时,每个具有磁性的催化剂颗粒在磁场的作用下可在反应体系中进行旋转,起到搅拌作用,这样可以增大反应中催化剂间的接
[26]Chen Yufei.Chu Hongyue,Wang Botao,et al. Micro morphology and mechanical properties of modified 触面积,提高催化效率。如以戊二醛交联法将转化醇素固定于磁性聚乙烯醇微球上,可用于蔗
montmorillonite/bismaleimide composite[J].2018,35(6);1407-1413.
[27]Chen Yufei,Guo Hongyuan.Chu Hongyue,et al.Dielectric properties of OMMT/PES/BMI composites[J].
糖的水解;以磁性微球和煤胞制备的某种新型玻璃态催化剂,可用于甲烷的氧化。另外,磁微
Transactions of China Electrotechnical Society,2018,33(11):2620-2625.
球还可作为基质与氧化锆、镁铝水滑石等进行自组装,制备如磁性固体酸等固体催化剂。
[28]Guo Hongyuan,Chen Yufei,Geng Chenbao,et aL. Mechanical and diclectric propertes of polyether sulfone/epoxy
③矿物分离 应用密度的不同进行矿物分离。磁性液体被磁化后相当于增加磁压力,在磁性
resin-Bismaleimide composites [C].Xi'an:Institute of Electrical and Electronies Engineers,2018.
液体中的物体将会浮起,好像磁性液体的表观密度随着磁场增加而增大。利用此原理可以设计出
[29]Chen Yufei.Guo Hongyuan.Li Zhichao, et al. Micro-structore and propertes of polyether sulfone/bismaleimide
磁性液体比重计。磁性液体对不同密度的物体进行分离,控制合适的磁场强度可以使低于某密度
epoxy composite [J].Acta Materiae Compositae Sinica,2017,34(5);939-944.
值的物体上浮,高于此密度的物体下沉,原则上可用来进行矿物分离。例如,可利用磁性液体使
[30] Chen Yufei,Wang Botao,Li Fangliang,et al.Microstucture,Mechanical properties and dielectrie properties of
高密度的金与低密度的砂石分离开,亦可利用其使城市废料中的金属与非金属分离开。由于电磁
bisphenol a allyl compound bismaleimide modified by super enitical silica and polyethersulfone composite [J]Journal
铁所产生的磁场可通过改变它的电流大小而改变,因而在一次操作中可连续分选出矿物中的各种
of Electronic Materials,2017,46(7):4656-4661.
[31]Chen Yufei,Li Zhichao,Teng Chengjiun, et al Dielectrc properies of polyether sullone/bismaleimide resin
成分,大大简化了选矿的工序。目前已能做到任何密度的物体都可用磁性流体分选出来。
composite based on nanolumina modified by super eitical ethanol [J].Joumal of Electronie Materials,2016,45
256
257
聚合物基复合材料
(11):6026-6032
参考文献
[32]Re M. Park Y H, Shin Tj, et al. Sdlf-adhesion of poly (4,'-oxydipheay lene biphenyltetracarboximide) and ita adhexion substrates [J].Polymer.2000,41:2105-2018.
[33]Chang Jin Hae,Park Kwang Min. Thermal cydlization of the poly (amic acid),thermal,mechanical,and
(1]周祖桶,复合材料学[N],武汉,武仅工业大学出版社,195,104o.
(2]顾书美,任杰,聚合物基复合材料[M].2版,北京,化学工业出版社,2013,11—78
morphological propertics [1],European Polymer Joumal,2000,36(10):2185-2191.
[34]Blachot Jean,Fran ois,Diat Olivier, et al. Anisotropy of structure and transport properties in sulfonated polyimide
[3]黄家康,复合材料成型技术及应用[MO,北京:化学工业出版社,201,391
[4]黄发染,周燕,先进树脂基复合材料[M].北京,化学工业出版社,20%,266.
membranes[J].Journal of Membrane Science,2003,214(1):31-42.
[5]王荣国,武卫莉,谷万里,复合材料概论[MO,哈尔滨,哈尔滨工业大学出版社,2015,31—81.
[6]雷文静,张佐光,王明超,等,复合材料用玄武岩纤维耐酸碱性实验研究[门,复合材料学报,2007,2(6):
[35]Agag T. KognT.Takeichi T.Studies on thermal and mechanical properties of polyimide-clay nanocomposites[. Polymer,2001,42(8):3399-3408.
[36]SchurzJ B. Hybrid process for resin transler molding of palyimidematrix composites [C].International SAMPE
77-82.
[2]刘瑾,李直,查思怡,聚酰亚胺/纳米Al:O,SO;和聚酸亚肢/钠米S,N,杂化材料的结构与性能研究[J],中国整
Technical Conference,2000,32:319-328.
[37]Tiano T.Hurleyw.Roylancem.Reactive plasticizers for resin transfer-molding of high temperature PMR composites
料,2007,21(5):11—15.
[8]柯括船,聚合物—无机纳米复合材料[M].北京:化学工业出版社,2017,11—30.
[C],International SAMPE Technical Conference,2000.32:815-829.
[9]徐国财,张立德,纳米复合材料[M].北京;化学工业出版社,2002,30—50.
[10]李順林,王兴业,复合材料结构设计基础[M].武汉:武仅工业大学出版社,1993,16—56.
[38]Tei M H.WhangW T.High temperature lifetime of polyimide/poly(silsesquioxane)-like hybrid films [J].Polymer. 2001.42:4197-4207.
[11]陈华辉.现代复合材料[M].北京:中国物资出版社,1998,30—95,
[39] Jini Militky,Vladimir Kovacic,Jitka Rubnerovs.Influence of thermal treatment on tensile failure of basalt fibers
[12]宋焕成。张佐光,混杂纤维复合材料[M],北京:北京航空航天大学出版社,1989:20—25.
[J].Engineering fracture mechanics,2002,69:1025-1033.
[13]赵明良,唐佃花,关于玄武岩连续纤维的性能及其复合材料应用的研究[1].非坝造布,2008,16(4):20.22.[H4]曹海琳,郎海军,孟松鹤、连续玄武岩纤维结构与性能试验研究,高科技纤维与用[1].2007,32(5),B—13.
[40]Sim Jongsung,Park Chealwoo,Do Young Moon.Characteristics of basalt fiber as a strengthening material for
concrete structures [J].Composites:Part B.2005.36:504-512.
[15]崔毅华,玄武岩连续纤维的基本特性[J],纺织学报,2005,26(5):57—60.
[41]Crigay T. Poloskei K,Karger Kocsis J. Fracture and failure behavior of basalt fiber matreinforced vinylester/epoxy
[16]Cxigay T.Poloskei K,KarRer-Kocsis J. Fracture and failure behavior of basalt fiber matreinforced vinyl ester/epoxy
hybrid rexins as a function of resin composition and fiber surface treatment[.Journal of materials science, 2005.
hybrid resins as a function of resin composition and fiber surface treatment [J].Journal of materinls science,2005,
40(21):5609-5610.
40(21):5609-5610.
[17]谢尔盖,李中郢.玄武岩纤维材料的应用前景[J],纤维复合材料,2003(3);17—20.
[18] JongsungSim,Cbeolwoo Park,Do Young Moon.Characteristics of basalt Gber as a strengthening material for
concrete structures [J],Composites:Part B,2005,36:504-512.
[19]王广健,尚德库,张楷亮,等,改性玄武岩纤维及纤维复合过滤材料的微孔结构表征的研究[J].河北工业大学
学报,2003,32(2):6—11.[20]Jiri Militky,Vladimir Kovacic,Jitka Rubnerova. Influence of thermal treatment on tensile fnilure of basalt fibers
[J],Engineering fracture mechanics,2002,69;1025-1033. [21]贾丽霞,蒋喜志,吕磊,等,玄武岩纤维及其复合材料性能研究[J],纤维复合材料,2005,22(4):13—14.
[22]许淑惠,彭国勋,党新安,玄武岩连续纤维的产业化开发[J],建筑材料学报,2005,8(3);261—267.[23]钟翔屿,包建文,李晔,等.5528氨酸酯树脂基玻璃纤维增强复合材料性能研究[1].纤维复合材料,2007,3;
3-5.
[24]周菊兴,董水祺,不饱和聚酯树脂:生产及其应用[M]北京:化学工业出版社,2000:30—42,[25]蔡永源,于同福,新世纪不饱和聚酯树脂纵横淡[J],热固性树脂,2001,16(2):45—49.
[26]孟季茹,赵磊,梁国正,等,不饱和聚酯树脂氧化还原引发体系的最新进展[J],热固性树脂,2001,16(3):34-37.
[27]沈开酞.不饱和聚酯及其应用,北京:化学工业出版社,2005:40—52.
[28]鄢南邦,苑文英,田呈祥,低收缩不饱和聚酯用分散稳定剂[门],热固性树脂,2000.15(2):4—7.
[29]规孝达,我国的不饱和聚酯树脂工业[J],热圆性树脂,2001.16(6):9—13.
[30]翟继业.中国大陆不饱和聚酯树脂工业发展问题的探讨[1].玻璃钢/复合材料,2000(5):52—54.
[31]胡孙林,李艳莉,伍钦,等,低苯乙烯散发不饱和聚酯树脂研究[1].化学与黏合,2002,10(4);19—21.
[32]王西新,赵建玲,不饱和聚酯树脂的气干性研究[1].化学世界,2000,41(7):363—365.
[33]康潔丹,朱玉红,武士威,UP树脂室温固化体系的影响因素及其进展概述[J],沈阳师范大学学报,2001.19(1):40-44.
[34]龚云表,石安富,合成树脂与塑料手册[K]。上海:上海科学技术出版社,1993;10—50.[35]周菊兴,高峰,烯丙基醚改性不饱和聚酯的合成[J],热固性树脂,2002.(2):1—3+7.[36]陈平,刘胜平,王德中,环氧树脂及其应用[M].北京:化学工业出版社,2011;36—70.
[37]李广字,李子东,吉利,等,环氧胶黏剂与应用技术[M],北京:化学工业出版社,2007:55—200
258
259
聚合物基复合材料
[76]刘面,路庆华,印杰、等,溶胶液胶法制各果酸胶/二氧化铁感光条化材料C1J],高等学核化学学握,2001
参考文献
[38]王德中,环氧树脂生产与应用[M].北京:化学工业出版社,2001,66—90.[40]奉传香,秦志忠,环氧树脂胶粘剂的改性研究[J].中国胶黏剂,2005(04):1—5.
[39]赵玉庭,姚希曾,复合材料聚合物基体[M],武汉:武汉理工大学出版社,1992,26—67.
22(11):1943-1944. [7r]TeiM H. Whang W T. High iemperatare Mfetioe of abyimidk/pady (alipin)the hybrid fim [.Pame.
[41]彭静、侯茜坪、董艳霞,等,新型环氧溜封胶的研究[J],热固性衬脂,2001.16(5):28—29.
[42]侯茜坪,彭静、董艳霞,等,室温固化耐高温耐水胶黏剂的研制[J],热固性树脂,2008.23(4):37—39.
2001.42:4197-4207.
[78]刘丽,感光聚酰亚胺/二氧化钛二氧化硅杂化材科制备、表征及性能[D]。上海:上海交通大学,200
[43]嫁宏,马玉珍,魏大超,等,低黏度室温固化环氧灌封胶的研制[1],粘接,2004,25(1);12—14.
〔79]尚修勇,来子康,印杰,等,偶联剂对P/SiO:纳米复合材料形态结构及性能的影响(,大2学根,2000
[44]曹平,游敏,刘刚,等.SiO:对环氧胶黏剂强度的影响[J],中国胶黏剂,2005,14(4):15—17.
[45]汪在芹、李珍,蒋硬忠、等.环氧树脂基纳米SiO:复合材料制备研究[J],中国建筑防水,2005(9):8—11.
17(4):15-19. [80] Chang Jin-Hae,Park Kwang Min.Thermal ordiation of the paly (amic aoid),tbermal,mechanicmd
[46]刘敬桶,刘长兴,李智超,填料对环氧树脂胶黏剂机械性能的影响[J],辽宁工程技术大学学报,2004.23(4),
morphological properties [J]-European Polymer Joumal.2000.36(10),218-2191.
[81]Blachot Jean,Fran ois,Diat Olivier,et al. Anisoteoy of stracture and frnsport properies in salleated plyimide
536-537.
membranes [1].Journsl of Membrane Science,2003,214(1):31-42.
[82] Agag T.Koga T.Takeichi T. Studies on thermal and mechanical properies of polyimide clay nanocompeniten(.
[47]张小华,徐伟箭,无机纳米粒子在环氧树脂增韧改性中的应用[1],高分子通报,2005。6(12):100—104.
[48]许宝才,尹玉军,杨润泽,等,纳米填料对环氧树脂胶黏剂强度的影响[J],特种铸造及有色合金,2006,26
Polymer.2001.42(8):3399-3408.
(12):770-772.
[83]Schutz J B. Hybrid process for resin transfet molding of polyimide matrix composites [C].International SAMPE
[49]王仁俊、蔡仕珍,用纳米SiO2改进环氧树脂胶黏剂性能的研究[J].粘接,2005,26(4):32—33.
[50]彭永利,黄志雄,双马来酰亚胺/环氧树脂的电性能研究[J],武汉化工学院学报,2001,23,(3):43—45.
Technical Conference,2000,32:319-328. [51]彭永利,柯脂基复合材料[M].北京:中国建材工业出版社,1997:35—50.
[84]Tiano T.Hurleyw.Roylancem.Reactive plasticuers for resin trinsfer molding of high temperature PMR composites
[52]刘竞超,李小兵,杨亚辉,等.偶联剂在环氧树脂/纳米SiO:复合材料中的应用[J].中国塑料,2000,14(9):
[C].International SAMPE Technical Conlerence,2000,32:815-829.
[85]丁孟贤,聚酰亚胺—化学、结构与性能的关系及材料[M].北京;科学出版社,2019,117—221。
45-48.
[86]Ree M.Park Y H.Shin Tj, et al Self adbesion of poly (4.t'-oxydiphenylene biphenyltetracarhoximide) and its
[53]高焕方.填料及液体橡胶对降低环氧厚涂层内应力的作用[J].表面技术,2002,31(4):53—54.[54]邓玉明,顾媛胡,环氧树脂/黏土纳米复合材料的制备与性能[J],材料科学与工程,2002,20(1):115—119.
adbesion substrates [J].Polymer,2000.41:2105-2018.
[55]吕建坤,柯毓才,漆宗能,等。环氧树脂/黏土纳米复合材料的制备与性能研究[J].复合材料学报,2002,19
[87]Chen Yufei,Guo Hongwan,Cai Mingzhuo,et al. Effeet of polyether sulfone resin on micromorphology,thermal. mechanical,and dielectric properties of epoxy-bismaleimide composite material [J]-Journal of Electronic Materials,
(1):117-121.
[56]李赫亮,刘敏福,环氧树脂纳米蒙脱土胶黏剂耐蚀性能研究[1],中国胶黏剂,2006,15(3):15—18.
2018,47(10):6021-6027. [57]孙磊,梁志杰,原津萍,纳微米材料影响环氧涂层耐磨性的试验研究[J],装甲兵工程学院学报.2003,17(3):
[88] Chen Yufei,Chu Hongyue,Wang Botao,et al.Micro-morphology and mechanical properticos of modified montmonillonite/ 21-23.
bismaleimide composite [J].2018,35(6);1407-1413. [58]刘成伦,余锋,胶黏剂的研究进展[J]表面技术,2004,33(4);1—3.
[89]Chen Yufei,Guo Hongyuan,Chu Hongyue,et al.Diclectric properties of OMMT/PES/BMI composites [J].Transactions [59]赵石林,秦传香,聚酰胺酸改性环氧胶黏剂的研究[1].中国胶黏剂,2000.9(1):1—4.
of China Electrotechnical Society,2018,33(11):2620-2625. [60]陈宇飞,李世霞,白孟瑶,等,二氧化硅改性环氧树脂胶黏剂性能研究[J],哈尔滨理工大学学报,2011,16
[90]Guo Hongyuan,Chen Yufei,Geng Chenbso,et al. Mechanical and dielectrie properties of polyether sulfone/epoxy (4):21-25.
resin-Bismaleimide composites [C].Xi'an:Institute of Electrical and Electronics Engineers.2018. [61]陈宇飞,张旭,孙佳林、等,二氧化钛改性环氧树脂胶黏剂的性能[J].江苏大学学报,2013,34(3):335—339.
[91]Chen Yufei,Guo Hongyuan,Li Zhichao,et al. Micror-structure and properties of polyether sulfone/bismaleimide [62]陈宇飞,郭红缘,李志超,等,聚醚砜/双马来酰亚胺—环氧树脂复合材料的微观结构与性能[J],复合材料学报,
epoxy composite [J].Acta Materiae Compositae Sinica,2017,34(5):939-944. 2017.34(5):939-944.
[92]Chen Yufei,Wang Botao,Li Fangliang,et al.Micro-structure,mechanical properties and dielectric properties of [63]李志超,陈宇飞,贾锡琛,环氧树脂改性双马来酰亚胺树脂体系的性能研究[J],绝缘材料,2017,50(1):28—
bisphenol a allyl compound-bismaleimide modified by super critical silica and polyethersulfone composite [J],Journal 31,36.
of Electronic Materials,2017,46(7):4656-4661.
[64]黄发荣,酚醛树脂及其应用[M].北京:化学工业出版社,2011:45—77.
[93]Chen Yufei,Li Zhichao,Teng Chengjun,et al. Dielectric properties of polyether sulfone/bismaleimide tesin
[65]田建团,张炜,郭亚林,等,酚醛树脂的耐热改性研究进展[J],热固性树脂,2006,21(2):44—48.
composite based on nanolumina modified by super-critical ethanol [J].Journal of Electronic Materials,2016,45
[66]郭艳宏,高性能热固性树脂基体—氟酸酯树脂[J].化工科技,2003,11(6):59—62.
(11):6026-6032.
[67]张洋,酚醛树脂的现状与进展[J].铸造工程,2005,29(4);1—3.
[94]陈平,廖明义,高分子合成材料学[M].3版.北京:化学工业出版社,2017:55—90.
[68]李文峰,辛文利,梁国正,等,氰酸酯树脂的固化反应及其催化剂[J],航空材料学报,2003,23(2):56—62.
[95]刘益军,聚氨酯树脂及其应用[M],北京:化学工业出版社,2012:82—110.
[69]赵磊,孟季茹,改性氰酸酯树脂的研究进展[J],玻璃钢/复合材料,2000(5):38—42.
[96]刘厚钧.聚氨酯弹性体手册[K].北京:化学工业出版社。2012:50—90.
[70]黄志雄,彭永利,秦岩梅,等,热固性树脂复合材料及其应用[M].化学工业出版社,2007:226—242.
[97]Zhou JT,Yao ZJ.Zhou C. et al. Mechanical properties of PLA/PBS foamed composites teinforced by organophilic
[71]徐一理,詹茂盛.纳米二氧化硅目标杂化聚酰亚胺复合材料膜的制备与性能表征[J],航空材料学报,2003.23
montmorillonite[J].Journal of Applied Polymer Science 2014.131(18).
[98]中国国家标准化管理委员会.GB/T528—2009硫化橡胶或热塑性橡胶拉伸应力应变性能的测定[S].北京:中国
(2):33-38. [72]马青松,简科,陈朝辉,等,溶胶—凝胶法合成氧化铝—氧化硅纳米粉[J],国防科技大学学报,2002,24(4):
标准出版社,1998.
[99] Gaurav V.Anupama K,Anup KG.Preparation,characteniation and properties of organoday rinforced palyurethane
25-28. [73]殷景华,范勇,雷清泉,无机纳米杂化聚酰亚胺薄膜纳米颗粒特性研究[J].四川大学学报,2005,42(2):
nuanocomposite coatings [J].Journal of Plastic Film and Sheeting,2012,29(1);56-77.
[100]孙宝全,史振涛,李金艳,等,聚氨酯/有机蒙脱土纳米复合材料的结构与性能[J],合或橡胶工业,2008,31
200-202. [74]李艳,付绍云,林大杰,等,二氧化硅/聚酰亚胺纳米杂化薄膜室温及低温力学性能[J].复合材料学报,2005,
(2):148-151.
22(2):11-15.
[101] Zheng JR,Ozisik R.Siegel RW.Phase sepuration and mechanical responses of polyurethane nanor-composites[
[75] Huang Y.Gu Y.New polyimide silica organic inorganic hybrids [1].J.Appl. Poly.Sci.,2003,88(9):2210~2214.
Polymer,2006,47(22):7786-7794.
260
261
聚合物基复合材料
[102] Chen YMlei, Yng Hhae, INi Qvmines,et al Preperation nd properties of OMMT/PU comporite (].Adraneo rosM,.A1O,改性MDI型聚氯酸弹性体制备及方学性[J],哈尔滨理工大学学,2016.21(6):117-122.
[104]飞,张合旺,排成君,等.OMNT改性MDI型聚氨脂胶粘剂的制备及力学性能[门,哈尔滨理工大学学报,2015,20(1):6-11.
[105]BuistJM.等,聚氨酶发展[M].南京:南京化工学院出版社,1986:12—30.[106]王靖、苯并环丁烯及其树脂的合成及表征[D].上海:华东理工大学,2002.
[107]黄发渠,沈季宁,张富新、等,苯并环戊积高温催化裂解制备来并环丁烯的方法[P],中国,1470489A。200306-23
[108]王靖,张高新,沈学宁,等,苯并环丁烯及其材料(I)[J].玻璃钢/复合材料,2002(2):50—52.
[109]丁孟贤,何天白,聚酰亚胺新型材料[M].北京,科学出版社,1998:55—80.[110]张庆余,韩孝族,纪奎江、低聚物[M]、北京:科学出版社,1994:33—70.[111]陈样宝.高性能树脂基体[M].北京:化学工业出版社,1999:43—66.
[112] Sunjay K M. Composites Manuficturing;Materals,Products,and Process Engineering [M].CRC Press:Boca
Raton,2002:133-160.
[113]钱伯章,特种工程塑料发展现状[J].化工新型材料,2005,33(1):1—5.[114]Zhao Y L. Jones W H,Monnat,Frederic,et al. Mechanisms of thermal decompositions of polysulfones: A DFT
and CBS-QB3 study [J].Macromolecules,2005,38(24):10279-10285. 262






福州大学旗山校区学府北路机动车下穿地道工程建设单位:闽侯县住房和城乡建设局
项目负责人:张章镏 代建单位:福州市城乡建总集团有限公司
项目负责人:林澄盛 设计单位:福州市规划设计研究院集团有限公司
项目负责人:黄金龙 勘察单位:福州市勘测院有限公司
项目负责人:林 海 施工单位:至永建设集团有限公司
项目经理:
庄长为 监理单位:福建省工程咨询监理有限公司
总监理工程师:林庆勇开工日期:2021年12月10日
竣工日期:2022年12月30日
23年02月13日18时10分
03柜
14箱
1636043386
开箱一次后失效!
GU
Σ
工程实训指导书
(金工实习) 陈学永
主编 吴传宇
副主编 机械工业出版社
CHINA MACHINE PRESS
免费电子课件
工程实训指导书(金工实习)
陈学永 主编 吴传宇 副主编
国目(C)据
、■ ■由亚:海北—谢生学金
018() 8-5800-111-1-8T
号■ -8-①
W 中国融本国书宿C印P聚据字(2018)第208816号
工作市(京市豆正E限22号 地密园100033)
货: 张亚 一
业:铁:升 ■■ 计有限公司印制
201日 x1335 家:/038—3—111—0233—8
08.00■ 0001088-010 010888
10.0 机械工业出版社
人0元
本教材以制造工艺为主线,以基本理论知识为基础,侧重技能训练和实际操作能力的培养。在保留传统金工实习内容的基础上,增加了现代制造设备和现代制造技术的相关内容,并融合了长期工程实训实践的理念和经验。教材内容包括金工实习的基本知识、铸造、锻压、焊接、车削、铣
前言
削、刨削、磨削与镜削、钳工、数控加工和现代制造技术,共11章。教师在使用本教材的过程中,可根据学生的专业特点和课时灵活安排,选取合适的教学内容。
本教材可作为普通高等工科院校、农林特色院校的机械类或者近机类各专业学生金工实习的指导用书,也可作为高职高专等院校相关专业的教材。
金工实习作为高等院校工科学生接受实践教学的重要环节,是机械类专业学生必修的一门技术基础课。学生通过实践操作初步掌握零件的加工工艺,了解毛坯的制造方法,熟悉所用设备的构造、原理和使用方法等,为学生学习工程材料及机械制造基础(金属工艺学)等有关后续课程奠定基础。随着高等工科院校实习条件的不断改善和实践教学环节改革的不断深入,金工实习的内容不仅包括传统机械制造方面的各种加工工艺技术,还包括数控加工、现代制造技术等加工方式。
为了使学生掌握传统的加工方式,同时了解现代加工方式,适应新教材技术发展和就业岗位要求,本教材编写时以基本理论知识为基础,侧重技能训练和实际操作能力的培养。本教材在保留了铸造、锻压、焊接、车削、铣削、刨削、磨削与镗削、钳工等传统的金工实习内容的基础上,增加了先进制造设备(数控车床、加工中心等)和现代制造技术(特种加工、快速原型制造技术等)的相关内容。
图书在版编目(CIP)数据
全书共11章,以制造工艺为主线进行划分,包括金工实习的基本知识、铸造、锻压、焊接、车削、铣削、刨削、磨削与镗削、钳工、数控加工和现代制造技术。教师在使用本教
工程实训指导书:金工实习/陈学永主编.一北京:机械工业出版社,
材的过程中,可根据学生的专业特点和课时灵活安排,选取合适的教学内容。
2018.9(2023.1重印)本教材由福建农林大学机电工程学院陈学永担任主编,吴传字担任副主编。参与本书编
ISBN 978-7-111-60873-8 写的还有郑书河、陈仕国、陈向文、胡立华、李海芸、高育森。
1.①I—·H.①陈···II.①金属加工—实习—高等学校—教材
由于编者的水平和经验有限,书中难免有不足之处,恳请广大读者批评指正。
N.①TG-45 中国版本图书馆CIP数据核字(2018)第208816号
编者
机械工业出版社(北京市百万庄大街22号 邮政编码100037)
策划编辑:吉 玲
责任编辑:吉 玲 张亚捷
任正一
责任校对:潘 蕊
封面设计:张 静
责任印制:郜敏 北京盛通商印快线网络科技有限公司印刷
21 2023年1月第1版第7次印刷
3
184mmx260mm·12印张·292千字
-
标准书号:ISBN 978—7—111—60873—8
10
32 定价:29.80元
1
汉
1 电话服务
网络服务
第卡-车
一市一
8
23
-国李 53
客服电话:010—88361066
机工官网:www.cmpbook.com
010-88379833
机工官博:weibo.com/cmp1952
09 金
010-68326294
金 书
网:机械工业出版社读者服务网--金书网
谢! 1证日期
封底无防伪标均为盗版
机工教育服务网:www.empedu.com
0---00 1三
杀AA日
目录
三、车床的传动系统
67
1二、刨床的组成
105 四、车床附件及其工件的装夹
1三、牛头创床的传动系统及结构的
··············69
目录
五、其他车床
75
调整
105
Contents
第三节 车刀
75
四、工件的安装
....107 一、车刀的组成和结构
76
五、其他刨床
108 二、车刀的几何角度
77
第三节
刨刀及安装
109 三、车刀的安装
78
一、常见刨刀·
.........
109 四、车刀的刃磨
78
三、刨刀的安装
109
前言
四、低压铸造
··30
第四节
车削安全生产规程
79
第四节 刨削方法
···················110
第一章
金工实习的基本知识
五、离心铸造
············30
第五节 车削方法
80
一、刨平面
110
1
六、其他铸造方法
31
3 一、车外圆
80
二、创垂直面和斜面
..·.110
第一节 概述 第二节 工程材料
2
复习思考题
31
二、车端面和台阶
81
三、刨矩形工件··
110
一、金属材料
2
第三章 锻压
33
三、车床上孔的加工
82
四、刨沟槽
110
二、非金属材料
3
第一节 概述
33
四、车锥面
·..······83
五、插削······
········111
三、复合材料
3
第二节 锻坯的加热和锻件的冷却33
五、车成形面
84
六、拉削··
111
第三节 钢的热处理
3
一、锻坏的加热
34
六、切槽和切断
85
复习思考题
.........
112
一、普通热处理
4
二、锻件的冷却
36
七、车螺纹
86
第八章
磨削与镗削
113
二、表面热处理
4
第三节 锻压方法
37
八、滚花
87
第一节 磨削
113
第四节 切削加工基本知识5
一、自由锻
37
九、零件车削工艺实例
一、概述
88
113
一、切削运动及切削用量·5
二、胎模锻和模锻
43
二、磨床·
复习思考题
89
114
二、刀具材料:
6
三、板料成形
44
第六章 铣削
三、砂轮
16· 116
三、常用量具
·7
第四节 特种锻压
46
第一节 概述
四、磨削方法··
91
118
复习思考题
特种锻造
46
第二节 铣床
91
五、磨削力
10
一、 119
119
第二章 铸造
47
一、铣床的型号
92
六、磨削温度
12
二、特种冲压 92
七、磨削表面的表面粗糙度
120
第一节 概述
12
第五节
锻压生产与环境保护
49
二、铣床的组成
.....
第二节 砂型铸造
13
第六节
锻压技术的发展
49 第二节
镗削·
......122
三、铣床附件及工件的装夹93
八、磨削液···
·120
一、造型材料
一、计算机技术在锻压中的应用
49
四、其他铣床
94 ..........
13 50
第三节 铣刀
·96
一、镗床的分类
·122
二、造型方法
二、锻压新工艺的发展趋势
一、铣刀的种类及用途96
二、镗刀类型········
14
122
三、制芯
50
20
复习思考题
二、铣刀的安装
······97
三、镗刀
123
四、造型工艺
51 125
·······.著
22
第四章 焊接
第四节 铣削方法
98
复习思考题
五、铸型
51
六、合型
24
第一节 概述
一、铣平面
98
第九章 钳工
126
51
98
第一节 概述····
126
25
第二节 常用焊接方法·
二、铁台阶面
第三节 铸造合金的熔炼、浇注、落砂与
一、焊条电弧焊
三、铣斜面
第二节 划线
··········.
51
.... 清理
57
66 三.···········127
25
二、气焊与切割
四、铣沟槽
一、划线的作用
127
!高著 66
························
二、浇注
25
第三节
焊接技术的发展62
五、铣成形面
100
二、划线工具及使用127
63
101
三、划线涂料
129
三、落砂
25
一、
计算机技术在焊接中的应用
..........
································1密长
63
七、铣削运动及铣削用量··············
101
四、划线基准·
四、清理
26
二、焊接技术的新发展
64
..... 27
复习思考题
复习思考题··
102
五、划线步骤及注意事项
130
第四节 铸件缺陷分析
65
第七章 刨削
......·104
六、划线分类
·.·......····130
第五节 特种铸造
·························
27
第五章 车削
一、金属型铸造
28
第一节 概述
第一节 概述
.65
104
第三节
···三
···············131
二、熔模铸造
28
·66
第二节 创床·
一、錾削工具
·························10
第二节 车床
.66
一、创床的型号.
二、錾削过程
131
···········131
三、压力铸造
29
一、车床的型号
.66
·······························104 IV
29
二、车床的组成
工程实训指导书(金工实习)
132
一、数控机床的组成·
········155
三、錾削的基本操作
132
二、数控机床的分类·····.........
四、錾削方法 951.
五、錾削时的注意事项
133
第三节 数控编程
第一章
158
134
一、机床坐标系和工件坐标系
159
第四节
锯削
134
二、数控编程方法··
一、锯削工具及选用
161
二、锯削的基本操作
134
三、数控代码
161
金工实习的基本知识
135
四、数控程序的结构与格式
三、锯削方法
·············1
四、锯削安全注意事项··.....
136
五、程序编制中的坐标系,
165
........... 136
第四节 数控车床编程与加工·165
第五节 锉削 一、锉刀及其使用····...
136
一、数控车床的编程特点·
166
第一节 概
述
二、锉削的基本操作
137
二、数控车床编程的注意事项····167
三、锉削方法
138
三、数控车床编程示例
金工实习是一门帮助学生掌握制造技术的实践基础课。制造技术是厂家向用户或市场提
··············167
四、锉削安全注意事项·
139
第五节 加工中心编程与加工168
供产品的基本手段。金工实习教育的目的是培养学生的制造技术能力、动手能力、工程素质
第六节 钻削·
140
一、加工中心的分类
168
和工程创新能力,其充分体现了基础性、实践性和制造性的特点。
一、钻孔······
·······140
二、加工中心的特点·
169
·············
二、扩孔
142
三、加工中心编程
169
机械产品的生产过程是指从原材料(或半成品)投入生产开始到产品生产出来再到交
三、铰孔
143
第六节
数控机床的发展
171
付使用的全过程,如图1—1所示。
四、钻削安全注意事项·........
143
复习思考题
172
制造技术是完成机械产品生产过程所需方法的总和,是制造业的技术支柱。机械制造技
第七节 攻螺纹与套螺纹·.......
144
第十一章 现代制造技术
术是实现机械制造过程的基本环节。在机械加工的流程中,材料的质量和性能是通过制造技
173
一、攻螺纹
144
第一节 概述
173
术的实施而发生变化的。与此相对应,机械加工的方法可分为材料成形法(等材制造)、材
二、套螺纹
145
第二节 特种加工
173
料去除法(减材制造)和材料累积法(增材制造)。
第八节 刮削与研磨··.......
146
一、电火花加工
174
一、刮削工具
146
二、电解加工··
175
生产计划、生产管理、制造工艺
三、质量的检验·······
146
三、激光加工·
··········.176
三、刮削方法·········
...·····146
四、超声波加工··.··
176
设计信息 生产技
备原 毛坯 机械 装配 产品
············编团
·147
五、电子束加工··········
177
术准备
材料 制造 加工 检验
第九节 装配·
177
·....······148
六、离子束加工·
一、装配工艺过程······.....
148
七、复合加工
177
二、零件的连接方式
149
第三节
柔性制造系统与计算机集成制造
工艺装配设计、制造或备置
三、常用连接方式的装配
149
系统
178
图1—1 机械产品的生产过程
四、拆卸工艺
178
150
柔性制造系统
等材制造的加工方法主要有铸造、锻压、焊接等,这些方法为材料成形法,是将原材料
第十节 钳工实习示例
151
二、计算机集成制造系统··········
- 复习思考题
转化成所需形状、尺寸的产品的加工方法。其主要用来制造毛坯,也可以用来制造形状复杂
081·
·······154
第四节
第十章 数控加工
快速原型制造技术·181
155
第五节
表面工程技术
183
但精度要求不太高的零件。铸造、锻压、焊接等方法是在原材料处于液态或塑性状态下进行
第一节 概述
183
加工的,因此又统称为热加工。减材制造的切削加工中主要有车削、铣削、刨削、磨削、钻
155
复习思考题
第二节 数控机床
185
削、钳工等,由于它们在金属材料处于常温或弹性状态下进行加工,因此又统称为冷加工。
155
参考文献 目前,先进制造领域中的特种加工(主要有电火花加工、电解加工、超声波加工、电子束
加工、离子束加工等),也属于减材制造。另外还有增材制造,也是一种先进的制造技术,目前主要有3D打印等快速成型制造技术。目前材料去除法仍然是机械加工的主要方法,主要用来提高零件的精度和降低表面粗糙度值,以达到零件的设计要求。材料去除法主要分为
传统的切削加工和特种加工。VI
第一章
金工实习的基本知识 第二节 工程材料
(如齿轮、轴、螺栓等)。这类钢属于低碳钢(碳的质量分数小于0.25%)和中碳钢(碳的质量分数为0.25%~0.6%)、常用的牌号有Q215、Q235和40、45钢。
材料是人类一切生产活动和生活活动的物质基础,是人类发展和进步的标志。在当今社
2)碳素工具钢主要用于制造各种刀具、模具、量具等。这类钢属于高碳钢(碳的质量
会,材料、能源和信息已成为现代科学技术的三大支柱。
分数大于0.6%)。常用的牌号有T8、T10、T10A和T12等。
工程材料是指制造工程结构和机器零件使用的材料的总称。工程材料可分为金属材料、
3)合金结构钢主要用于制造承受载荷较大或截面尺寸大的重要机械零件。常用的有低合金结构钢(Q345、Q390)、调质钢(40Cr、35CrMo)、弹簧钢(65Mn、60Si2Mn)和滚动
非金属材料和复合材料。
轴承钢(GCr15、GCr15SiMn)等。
一、金属材料
4)合金工具钢主要用于制造各种刀具、模具、量具等。常用的有量具刃具钢(9SiCr)、模具钢(Cr12、Cr12MoV、5CrMnMo)。
金属材料是现代制造中应用最广泛的工程材料,特别是钢铁材料的应用更为广泛。
5)特殊性能钢具有特殊的物理性能、化学性能,用于制造有特殊性能要求的零件。常
1.金属材料的性能
用的有不锈钢(12Cr18Ni9、20Cr13)、耐热钢(15CrMo、42Cr9Si2)等。
金属材料的性能分为使用性能和工艺性能。使用性能是指金属材料制成的零件或产品在
6)灰铸铁广泛用于制造各种承受压力和要求消振性好的床身、底座、箱体等。常用的
使用过程中所表现出来的性能。它包括物理性能、化学性能和力学性能等。工艺性能是指金
牌号有HT150、HT200、HT300等。
属材料在加工过程中所表现出的性能。
7)球墨铸铁可代替碳素结构钢用于制造一些载荷较大、受力复杂的重要零件,如曲
金属材料的物理、化学性能主要有密度、熔点、热膨胀性、导热性、导电性、导磁性、
轴、连杆、齿轮等。常用的牌号有QT400—18、QT500—7、QT600—3、QT800—2等。
耐酸性、耐碱性、抗氧化性等。它与零件或产品的用途密切相关,对制造工艺也有影响。
二、非金属材料
金属材料的力学性能是指金属材料在外载荷作用下所表现出来的性能,主要有强度、塑性、刚度、硬度、韧性和疲劳强度等,它们是表征和判断金属材料力学性能所用的指标和依
非金属材料包括金属材料以外的几乎所有材料,工程上常用的有塑料、合成橡胶和陶瓷
据,称为金属材料的力学性能判据。
材料等。 1.塑料
(1)强度 强度是指金属材料抵抗永久变形(塑性变形)和断裂的能力。
塑料以高分子合成树脂为主要成分,经过热加工和加压制成。塑料具有密度小、比强度
(2)塑性 塑性是指金属材料断裂前发生的不可逆的永久变形的能力。
高、化学性能稳定、摩擦系数小、耐磨性好、绝缘性能好、消声吸振性好、加工简单、生产
(3)硬度 硬度是机械制造现场经常使用的力学性能指标,用它可大致评价其他力学
率高等优点。
性能指标,且操作简单、成本低、不破坏产品零件。硬度值常用布氏硬度HBW和洛氏硬度
HRC表示。
2.橡胶 橡胶是以生胶为主要原材料,加入适当的硫化剂、软化剂等辅助材料制成的材料。主要
(4)韧性 韧性是指金属材料在断裂前吸收变形能量的能力。
优点有弹性好、撕裂强度好、耐疲劳、不透水、不透气、绝缘等。
金属材料的工艺性能一般包括铸造性能、可锻性、焊接性、可加工性和热处理性能等。
3.陶瓷材料
它决定着全属材料的加工制造工艺方法、设备工装、生产率及成本效益,甚至会影响产品零
陶瓷材料是无机非金属材料,目前常用的制造工艺是粉末冶金法。陶瓷在机械工业中主
件的设计。 要用于制造有耐高温、耐磨、耐蚀等性能要求的零件,如内燃机火花塞、发动机的叶片、切
(1)铸造性能 铸造性能是指金属及合金在铸造生产中表现出来的工艺性能,如流动
削高硬度材料的刃具等,也可用作绝缘材料、半导体材料和压电材料。
性、收缩性、偏析性、透气性等。
三、复合材料
(2)可锻性 可锻性是指用锻压成形方法获得合格锻件的难易程度。
(3)焊接性焊接性是指金属材料对去获得合格软件的雄易是在一定的焊接工艺条
复合材料是指由两种或两种以上不同物质以不同方式组合而成的材料,材料复合后,可
件下,获得优质焊接接头的难易程度。
改善和克服单一材料的缺点,充分发挥其优点,并能得到单一材料难以达到的性能和功能。
(4)可加工性 可加工性是指切削加工金属材料的难易程度。
第三节 钢的热处理
(5)热处理性能 热处理性能是指金属材料通过热处理后反映出来的能力。
2.常用的钢铁材料 解和药装是以铁、蛋为主要成分的合金,又称铁碳合金。碳的质量分数小于或等于
在毛坯制造和加工之前通常都会对材料进行热处理,热处理是将钢在固态下通过加热、
2.11%的铁碳含金称为钢;碳的质量分数大于2.11%的铁碳合金称为铸铁。
保温后以一定方式进行冷却,使其组织改变而获得所需性能的工艺方法。热处理是改善材料
1)数素结制主要用于间选经分数大于21%的铁碳合金称方药铁用解)和机被零件
2
工程实训指导书(金工实习)
第一章
金工实习的基本知识
工艺性能、提高材料的强度、硬度,改善其塑性、韧性等性能,保证产品质量,挖指材料潜
力不可缺少的工艺方法。重要的机械零件在制造过程中一般都要经过热处理。
化学热处理是通过改变钢的表面化学成分和组织而获得所需性能的表面热处理。化学热
热处理的工艺方法很多,可分为普通热处理和表面热处理两大类。
处理的种类很多,主要有渗碳、渗氮、碳氮共渗等,其中以渗碳应用最广。渗碳工艺可使工件具有外硬内韧的性能,主要用于承受强烈摩擦又承受冲击或交变载荷的工件,如拖拉机的变速齿轮、活塞销、凸轮、履带等。
一、普通热处理
钢的普通热处理工艺中,最基本的是退火、正火、淬火与回火,如图1—2所示。
除表面热处理外,还有电镀、发蓝处理和喷塑等表面处理也可以改善材料的相关性能。
热处理常用的加热设备是箱式电阻炉、井式电阻炉和盐浴炉;冷却设备有搅拌水槽、搅1.退火
保温
拌油槽、循环冷却液槽和盐浴槽等。加热炉的温度测控是通过热电偶、控温仪表系统和计算
退火是将工件加热到适当温度,保持一
临界点
机温控系统实现的。目前计算机与自动控制技术在热处理及检测设备中的大量应用,不仅使
定时间,然后随炉缓慢冷却的热处理工艺。其目的是降低硬度、细化组织、消除内应力
温度 加热
单台设备和单一工序的热处理实现了计算机控制自动化生产,还形成了多道复杂的热处理工
序、辅助工序及检测工序和多台设备集成的计算机集成热处理生产线,为各种金属材料提供
和某些铸锻焊的热加工缺陷,为后续切削加
时间
了多种改性手段,满足了不同机械产品对零件性能的要求。工和热处理做工艺准备。
图1—2 热处理工艺示意图2.正火
1—退火 2—正火 3—淬火 4—回火
第四节 切削加工基本知识正火是将工件加热奥氏体化后在空气中
或其他介质中冷却获得以珠光体组织为主的热处理工艺。其目的是细化组织、消除组织缺陷和
切削加工是使用切削刀具将毛坯或工件上多余的材料层切除,以获得所要求的几何形
内应力,为后续切削加工和热处理做工艺准备。正火后可得到比退火时较高的强度和硬度,且
状、尺寸精度和表面质量的加工方法。切削加工可分为机械加工(简称机加工)和钳工两
生产率高、成本低,因此正火也可作为一些使用性能要求不高的中碳钢零件的最终热处理。
大类。 3.淬火与回火
机械加工是通过操纵机床来完成的切削加工,主要加工方法有车、钻、刨、铣、磨及齿淬火是将工件加热奥氏体化后以适当方式冷却获得马氏体或(和)贝氏体组织的热处
轮加工等,所用机床相应为车床、钻床、刨床、铣床、磨床及齿轮加工机床等。它具有精度
理工艺。其目的是提高材料的硬度和耐磨性。但淬火钢内应力大、脆性高、易变形和开裂,
高、生产率高、劳动强度低等优点。通常切削加工主要是指机械加工。必须进行回火。回火是将工件淬硬后加热到Ac1以下的某一温度,保温一定时间,然后冷却
钳工是通过手持工具来进行的装配、维修或切削加工,常用的加工方法有划线、錾、到室温的热处理工艺。按回火温度不同,可分为低温回火、中温回火和高温回火。工件经高
锯、锉、刮研、钻孔、攻螺纹和套螺纹等。为减轻劳动强度和提高生产率,钳工中的某些工温回火处理又称调质,经调质后的钢具有良好的力学性能,广泛地用于重要机械零件的热
作已逐步被机械加工代替,实现了机械化。处理。
一、切削运动及切削用量工件常用的回火方法见表1—1。
1.切削运动 表1-1
工件常用的回火方法
切削运动是指在切削加工过程中,刀具和工件之间的相对运动。它是实现切削过程的必回火方法
回火温度/℃ 硬度 HRC
力学性能特点
应用举例
要条件之一,分为主运动和进给运动。低温回火
250以下
高硬度、高耐磨性
刃具、量具、冲模、滚动轴承
主运动是形成机床切削速度或消耗主要动力的工作运动,是完成切割的主要运动。在切
8-64 中温回火
250-500
削加工中,主运动有且只有一个。
35-50
高弹性和韧性
弹簧、热锻模具
高温目火 500以上
进给运动是使工件多余的材料不断投人切削的运动。没有进给运动,就无法实现连续切
20-30
优良的综合力学性能
轴、齿轮、螺栓、连杆
削。在切削加工中,进给运动可以有一个或多个。二、表面热处理
切削运动可以是旋转的,也可以是直线的或曲线的;可以是连续的,也可以是间歇的
(图1-3)。
表面热处理是将钢的表面进行热处理的工艺方法。其目的是使钢的表面层具有较高的硬
在切削过程中,工件表面的被切金属层不断地被切削而转变为切屑,从而加工出所需的
度和耐谱性,面心部仍保持较高的塑性和钢性。方法。其目的是使钢的有表面淬火和化学热
工件表面。切削加工时,工件上有三个不断变化的表面,即待加工表面、切削表面和已加工
表面(图1-4)。 2.切削用量
表面萍火是一种局都济火方法,目的是获得高硬度、高耐磨性的表层,而心部仍保持照
切削用量是指切削加工时的切削速度v、进给量f和背吃刀量ap。
的快速加热方法有电感应、火焰、电接触、激光等。
工程实训指导书(金工实习)
第一章
金工实习的基本知识 具材料的性能及用途见表1—2。
表1—2 常用刀具材料的性能及用途刀具材料
常用牌号
硬度 HRC 耐热性/℃
工艺性能
用途 待加工表面
可冷、热加工成形,刃
用于手动工具,如锉 碳素工具钢
TIO.TIOA,T12A、
60-64 ≤200
刀、锯条等 国
TI3A
磨性能好 切表面
9SiCr
可冷、热加工成形,刃
用于低速成形刀具,如合金工具钢
CrWMn
60-65 250-300
磨性能好,热处理变形小
丝维、板牙、饺刀等
用于中速及形状复杂 高速工
W18Cr4V
62-69 600-700
可冷、热加工成形,刃
的刀具,如钻头、铣刀、齿具钢
W6Mo5Cr4V2
磨性能好,热处理变形小
轮刀具等 已加工表面
P类、M类、K类、
粉末冶金成形,多镶片
用于高速切削刀具,如硬质合金
N类、S类、H类
88.5-92.3 800-1000
使用,性能较验
车刀、铁刀等 磨削
依通 税别
主运动
进给运动
主运动
进给运动
目前,随着新技术的不断发展和新材料的不断出现,一些新型刀具材料,如涂层刀具材图1—3 切削运动形式
图1—4 加工时工件上的表面
料、陶瓷、金刚石、立方氮化硼等在工业生产中的应用也越来越广泛。三、常用量具
(1)切削速度。当主运动为旋转运动时,切削速度为其最大线速度
量具是用来测量零件尺寸、角度以及检测零件几何误差的计量器具,用它来测量加工前up=
60x1000
后的毛坯和零件是否符合图样要求。根据不同的尺寸和精度要求,可选用不同的测量工具。式中 d—工件或刀具的直径(mm);
1.钢直尺 n—工件或刀具的转速(r/min)。
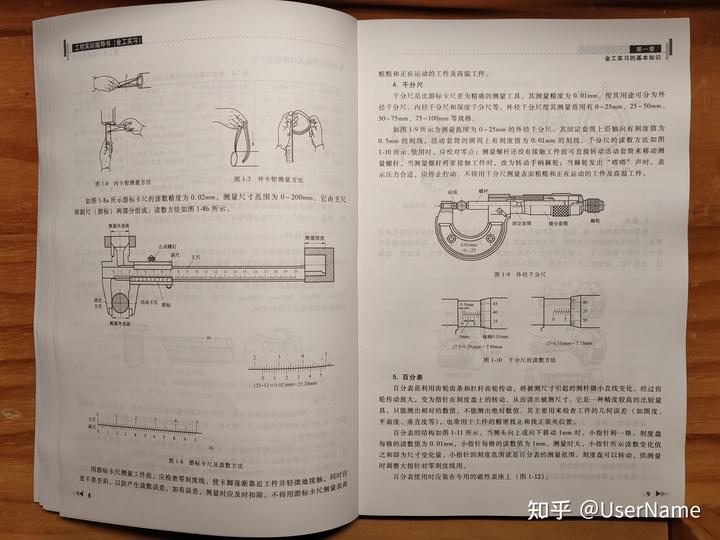
钢直尺是最简单的长度量具,可用来直接测量工件的尺寸,如图1—5所示。其规格有当主运动为往复直线运动时,切削速度为其平均速度
150mm、300mm、500mm、1000mm等几种。分度值为0.5mm,测量精度为0.25mm,一般用来测量精度要求不高的工件。
2Ln
60x1000 式中 L—主运动行程长度(mm);
、—主运动每分钟往复次数(r/min)。
(2)进给量/进给量f单位为mm/r(旋转运动)或mm/st(往复直线运动)
(3)音吃刀量a,背吃刀量o,又称切削。对车削和平面刨削来说,背吃刀能.等于已加工表面和待加工表面之间的垂直距离。
图1—5 钢直尺应用实例切制用量是影响切削加工质量、刀具指物、机床动力消耗及生产率的主要参数。选用
2.卡钳 速度:
卡钳是一种间接测量长度的量具,必须与有刻度线的量具配合使用。它分为内、外两种形式。内卡钳用来测量内部尺寸(图1—6),外卡钳用来测量外部尺寸(图1—7)。
二、刀具材料
3.游标卡尺
游标卡尺是一种比较精密的量具,它可以测量出工件的内径、外径、长度及深度尺寸刀具是切能加工中影级生产来、加工质量和成本的重要因素。刀其切制性能的化出主要
等。游标卡尺按测量精度可分为0.10mm、0.05mm、0.02mm三个等级。
按测量尺寸范围有0—125mm、0—150mm、0~200mm、0~300mm、0~500mm等多种规低,在很大程度上都取决于刀具材料的合理选择。
格。使用时根据零件精度要求及零件尺寸进行选择。游标卡尺还有专门用于测量深度和高度具材本是具各有的果变、在的合理选是够的强度和同性、高的耐热性、且好的导类
的,分别称为游标深度卡尺和游标高度卡尺。游标高度卡尺常用于精密划线。性和小的热变形及良好的工艺性能。
日能,常用的刀具材和有医素工具据,合金工具倒,依选工具指和硬质合金等,用为
工程实训指导书(金工实习)
第一章
金工实习的基本知识 粗糙和正在运动的工件及高温工件。
0
4.千分尺
千分尺是比游标卡尺更为精确的测量工具,其测量精度为0.01mm。按其用途可分为外径千分尺、内径千分尺和深度千分尺等。外径千分尺按其测量范围有0~25mm、25~50mm、50~75mm、75~100mm等规格。
如图1—9所示为测量范围为0~25mm的外径千分尺。其固定套筒上沿轴向有刻度值为0.5mm的刻线,活动套筒的圆周上有刻度值为0.01mm的刻线。千分尺的读数方法如图1—10所示。使用时,应校对零点;测量螺杆还没有接触工件前可直接转动活动套筒来移动测量螺杆,当测量螺杆将要接触工件时,改为转动手柄棘轮;当棘轮发出“嗒嗒”声时,表示压力合适,应停止拧动。不得用千分尺测量表面粗糙和正在运动的工件及高温工件。
图1—6 内卡钳测量方法
图1—7 外卡钳测量方法
砧座
螺杆 如图1—8a所示游标卡尺的读数精度为0.02mm,测量尺寸范围为0~200mm。它由主尺
和副尺(游标)两部分组成。读数方法如图1—8b所示。
각명 测量内表面
固定套筒
微分套筒 测量深度
0-25 副尺
主尺 명
图1—9 外径千分尺固定
活动卡爪 卡瓜
■标
30 消量外表面
每格0.01mm (7.5+0.39)mm-7.89mm
(7+0.35)mm-7.35mm 图1—10 千分尺的读数方法
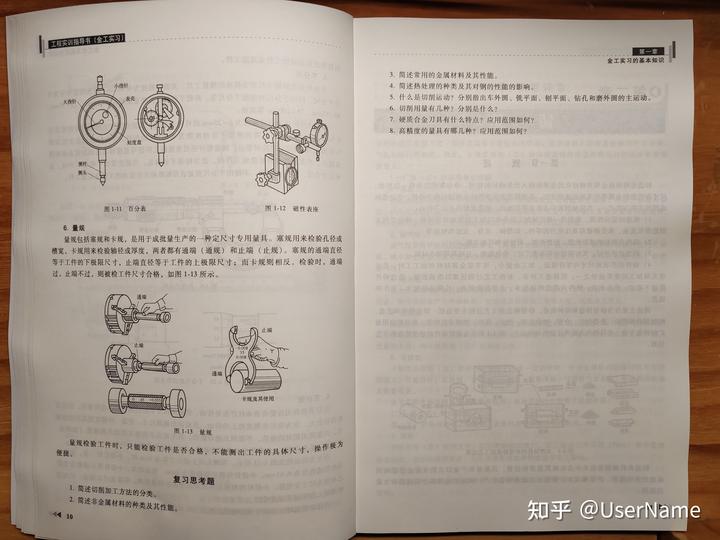
5.百分表
百分表是利用齿轮齿条和杠杆齿轮传动,将被测尺寸引起的测杆微小直线变化,经过齿轮传动放大,变为指针在刻度盘上的转动,从而读出被测尺寸。它是一种精度较高的比较量
具,只能测出相对的数值,不能测出绝对数值。其主要用来检查工件的几何误差(如圆度、主尺
平面度、垂直度等),也常用于工件的精密找正和找正装夹位置。副尺
百分表的结构如图1—11所示。当测头向上或向下移动1mm时,小指针转一格。刻度盘每格的读数值为0.01mm,小指针每格的读数值为1mm。测量时大、小指针所示读数变化值
之和即为尺寸变化量。小指针的刻度范围就是百分表的测量范围。刻度盘可以转动,供测量图1—8 游标卡尺及读数方法
时调整大指针对零刻度线用。
百分表使用时应装在专用的磁性表座上(图1—12)。在不要进择,以防产生续数误差,如有相度线,使卡国逐渐客运工件并轻依除卡心源量的
43
工程实训指导书(金工实习)
第一章
金工实习的基本知识 3.简述常用的金属材料及其性能。
小指针
4.简述热处理的种类及其对钢的性能的影响。日
5.什么是切削运动?分别指出车外圆、铣平面、刨平面、钻孔和磨外圆的主运动。表壳
大指针
6.切削用量有几种?分别是什么?
7.硬质合金刀具有什么特点?应用范围如何?
8.高精度的量具有哪几种?应用范围如何?刻度盘
离杆 ■头
图1-11 百分表
图1—12 磁性表座6.量规
国省公 量规包括塞规和卡规,是用于成批量生产的一种定尺寸专用量具。塞规用来检验孔径或
槽宽,卡规用来检验轴径或厚度,两者都有通端(通规)和止端(止规)。塞规的通端直径
司( 等于工件的下极限尺寸,止端直径等于工件的上极限尺寸;而卡规则相反。检验时,通端
工, 过,止端不过,则被检工件尺寸合格,如图1—13所示。
,一 ■内不
性别 请前主经无
(( 止端
通端
卡规及其使用 图1-13 量规
量规检验工件时,只能检验工件是否合格,不能测出工件的具体尺寸,操作板为便捷。
载量
检日 复习思考题
省 1.简述切削加工方法的分类。
2.简述非金属材料的种类及其性能。
11 10
第二章
铸造 )第二章
第二节 砂型铸造 铸
造
一、造型材料
制造砂型与型芯的材料称为造型材料。砂型铸造选用的造型材料主要是型砂和芯砂,
它的性能对造型工艺、铸件质量等有着很大的影响,造型材料不好容易使铸件产生砂眼、第一节 概
述
气孔和裂纹等缺陷。因此,合理选用型(芯)砂对提高铸件质量和降低铸件成本具有重要意义。
铸造是指熔炼金属并将熔化的金属液浇入预先做好的铸型,冷却凝固后获得一定形状、
(一)型(芯)砂应具备的性能1.强度
尺寸和性能的金属零件毛坯的成型方法。采用铸造方法获得的金属制品称为铸件,它是毛坯成型的主要方法之一,在机械制造中占有重要的地位。铸造成型具有以下特点:
强度是指春实后型砂和芯砂的紧实度。砂型强度过低可能发生塌箱、冲砂、砂眼等缺
陷。但强度过高,易使型(芯)砂的透气性和退让性变差。砂中黏土含量及紧实程度越高、1)铸造的适应性强,能获得一般机械加工设备难以加工的复杂结构零件。铸造常用于
砂粒越细,强度越高;含水量过多或过少均会使型砂的强度变低。制造形状复杂、承受静载荷及压应力的零件,如箱体、床身、支架和机座等。
2.透气性 2)铸件有较好的减振性能、耐磨性能、耐蚀性和可加工性。
透气性是指砂粒间的空隙能够让气体通过的能力。透气性差,铸件内部易产生气孔缺3)铸造经济性好,其所用原材料来源广泛,价格低廉,且可利用回收材料。
陷。减小黏土含量及紧实程度或采用圆形、大小均匀的粗粒度砂,均可提高型(芯)砂的4)铸件的形状和尺寸与零件接近,加工余量小,可节省金属材料和加工工时,是实
透气性。 现无屑加工的重要途径之一。但铸造工序多、有些工艺过程还难以准确控制,造成铸件
3.耐火性 质量不稳定,废品率高;铸件内部组织缺陷多,力学性能较差;且劳动强度大、工作环
耐火性是指型砂在高温金属液的作用下不软化、不熔化、不变形和不烧结的能力。耐火境差。
性差,铸件表面易产生粘砂缺陷,使清理及切削加工带来不便,甚至造成废品。铸造主要分为砂型铸造和特种铸造。砂型铸造的工艺过程主要包括:制造模样和芯盒、
4.退让性 配制型砂及芯砂、造型制芯、合型、熔化金属、浇注、落砂、清理及检验等。是目前应用最
退让性是指型(芯)砂随着铸件冷凝可被压缩的能力。退让性差,铸件易产生内应力、广的铸造方法,所得铸件占铸件总量的90%以上。图2—1所示为套筒铸件的砂型铸造的工艺
变形和裂纹等缺陷。采用油类作为粘结剂及降低型(芯)砂的紧实程度或在黏土砂中加入过程。
适量的木屑,均可提高型(芯)砂的退让性。5.可塑性
可塑性是指型(芯)砂在外力作用下形成一定的形状,外力去掉后仍能保持已有形状
的能力。可塑性好,易造型,且砂型形状准确、轮廓清晰。可塑性与含水量、粘结剂的性能合型
及数量有关。
由于芯砂大部分被高温金属液所包围,故对芯砂的性能要求比型砂高。(二)型(芯)砂的组成
落砂、清理
型(芯)砂是由原砂、粘结剂、适量的水和辅助材料组成的。模样
套简诗件
1.原砂 砂型
原砂是型(芯)砂的主体,以石英砂应用最广,其主要成分为石英(SiO2)和少量泥分及杂质。原砂的颗粒形状、大小及分布对型砂的性能有很大影响。
图2—1 套简铸件的砂型铸造的工艺过程
2.粘结剂 影响到
粘结剂是用来粘结砂粒的材料。常用的粘结剂主要有黏土、水玻璃、树脂、油脂及水泥等。
机械产品的质量、产量和成本。铸造在工收位置,其质最和产量以及的个领域都有大量
13 12
工程实训指导书(金工实习)
第二章
铸造 3.辅助材料
型面的中、小型铸件的单件小批生产。在成批生产或用机器造型时,可用外砂芯将三箱造型辅助材料是用来改善型(芯)砂的某些性能而加入的材料。在中小型铸件用的型砂中
加人煤粉、重油,可防止粘砂,提高铸件表面质量;在干型砂或芯砂中加入木屑,可改善型
改为两箱造型(图2—6)。(芯)砂的透气性和退让性。
(三)型(芯)砂的配制
按照粘结剂的不同,型(芯)砂分为黏土砂、水玻璃砂、树脂自硬砂及水泥砂等,其中以黏土砂应用最广。型(芯)砂的配制工艺对其性能有着很大的影响。它主要取决于型(芯)砂的配比、加料顺序和混碾时间。
小型铸件的型砂比例是:新砂2%~20%,旧砂98%—80%;另加黏土8%~10%,水4%~8%,煤粉2%-5%。
碾轮 型砂的配制是在混砂机(图2—2)中进行的。先
中心轴 将新砂、黏土和旧砂依次加人混砂机中,干混数分钟
碰盘 后加入一定量的水湿混约10min,在碾轮的碾压及搓
刮板 揉作用下混合,待均匀后出砂。使用前应过筛并使其
松散。
型(芯)砂的性能可用型砂试验仪检测。单件小批生产时,可用手捏法检验型砂性能。
二、造型方法
图2-2 混砂机
造型是指用型砂及模样等工艺装备制造砂型的过程。造型方法分为手工造型和机器造型两大类。手工造型适用于单件小批生产,机器造型适用于大批量生产。
(一)手工造型
手工造型时造型工序全部用手工或手动工具完成。它具有工艺装备简单、经济,生产准备时间短等特点,但也存在生产率低、劳动强度大,对工人操作技能要求高。主要用于单件
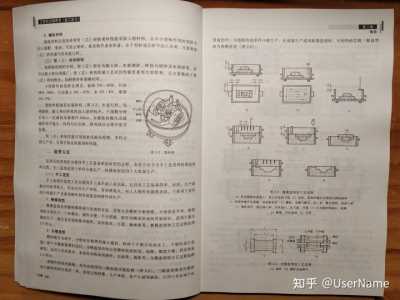
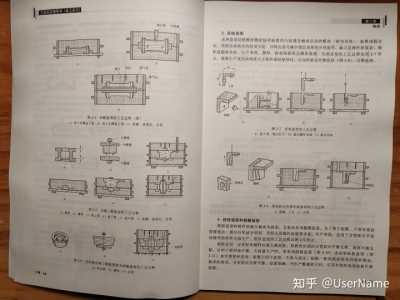
图2—3 整模造型的工艺过程或小批量生产及重型铸件和形状复杂的铸件的生产。
c)用春砂锤平头春紧,用刮板刮平 d)翻转,用慢勺修光。放上型,撒分型剂,放浇口杯
a)把木模放在底板上,套上合适的下型 b)加砂,用春砂锤尖头按图示路线春砂
1.整模造型
e)填砂刮平,拔出浇口杯,开外浇口,扎气眼,开箱 f)向木模四周刷水,起模整模造型是用整体模样进行造型的方法。其特点是模样为整体模,分型面是平面,铸型
g)修整,开内浇道 h)合型環腔全部位于一个砂箱内,操作方便,不会错箱,铸件的精度和表面质量较好,适用于最大
载而位于一端且是平面的简单铸件,如齿轮坯、压道、轴承座等。整模造型的工艺过程如图2-3所示。
上半模 下半模 2.分模造型
销钉 分模面
销孔 模样被分为两半,分模面是模样的最大截面,将两个半模分别放在上、下型内进行造
型,两个半模依靠错钉定位。分模造型的特点是模样高度较低,起模、修型方便,但合型易错图。适用于形状复杂,有良好对称面的铸件,如律简度较低,把分模造型的工艺过程如图
图2—4 分模造型的工艺过程受药作形状的限制,有时必须使用三箱造型才能起模(图2—5)。三箱造型要求中箱或
a)铸件 b)模样分成两半44 14
15 ▶
工程实训指导书(金工实习)
第二章 浇口杯
分型面
铸造 3.活块造型
活块造型是将模样侧面妨碍起模的凸起部分做成活动的模块(称为活块),起模或脱芯后,再将活块取出的造型方法。其特点是可减少型芯及简化分型面等,缺点是操作较复杂,操作技能要求高,生产率低,模样、砂型易损坏且修补困难。活块造型的工艺过程如图2—7所
示。成批生产或活块厚度大于铸件该处壁厚时,可用外砂芯代替活块(图2—8),以便造型。d)
浇口 型芯 通气孔 排气孔
8
工件 c)
图2—4 分模造型的工艺过程(续)
b) c)用下半模造下型 d)用上半模造上型 e)起模、放型芯、合型
图2—7 活块造型的工艺过程
a)造下型,拔出钉子 b)取出模样主体 e)取出活块上箱模
一中箱模 20
下箱模
外砂芯 模样
外砂芯 图2—8 用外砂芯代替活块造型的工艺过程
图2—5 分模三箱造型的工艺过程
a)取模、下芯 b)合型4)钩件 b)模样 c)造上型 d)造下型 。)造中型 )起模、放型芯、合型
4.挖砂造型和假箱造型
挖砂造型时铸件的最大截面为曲面,且要求采用整模造型,为了便于起模,下型分型面需要挖去一部分以形成分型面。其特点是操作技能要求高,生产率低,适用于分型面非平面的铸件的单件小批生产。挖砂造型的工艺过程如图2—9所示。
挖砂造型一定要挖到模样的最大截面处。挖砂所形成的分型面应平整光滑,坡度不能太外砂芯
陡,以利于顺利地开箱。大批量生产时,常采用假箱造型(图2—10)或成型底板造型(图2—11)来代替挖砂造型。假箱只用于造型,不参与浇注。假箱一般用强度较高的型砂制成,
能多次使用,分型面应光滑平整、位置准确。当生产数量更大时,可用木制的成型底板代替图2—6 用外砂芯将三箱造型改为两箱造型的工艺过程
假箱。 a)外芯砂 b)模样 c)合型
17
工程实训指导书(金工实习)
第二章
铸造 6.地坑造型
地坑造型是以地面或地坑作为下型进行造型的方法。其特点是节省砂箱,降低工艺装备
费用,但造型操作技术要求高、生产率低,劳动量大,适用于生产要求不高的大、中型铸件或用于砂箱不足时批量不大的中、小型铸件的单件小批生产。
b)
小型铸件的地坑造型是直接在地面上挖坑填砂,埋入模样即可造型。大、中型铸件则需
用防水材料筑成地坑壁,坑底填以焦炭或炉渣等透气物料,并覆盖草垫,埋入铁管或草绳以图2—9 挖砂造型的工艺过程
引出浇注时地坑中的气体,然后分层填砂、紧实、扎气孔、修出模样底面的形状,再放上模4)造下型 b)翻转、挖出分型面 c)造上型、起模、合型
样造型,如图2—13所示。下型
上型
通气用铁管 (分型面是曲面)
木模 定位铁桩
下型
稻草 假箱
炉清或焦炭 b)
图2—10 假箱造型的工艺过程
图2—13 大件地坑造型(地面造型)的工艺过程a)模样放在假箱上 b)造下型 c)翻转下型,待造上型
7.典型铸件手工造型工艺实例
带轮手工造型的工艺过程见表2—1。(分型面是平面)
表2—1 带轮手工造型的工艺过程铸件图
图2—11 假箱与成型底板造型的工艺过程
工序
操作内容
工序简图 a)假箱 b)成型底板 c)合型
将无销钉的带轮半模放在造型平板上,套上合适的下型,保证有
5.刮板造型
1
合理的吃砂量、浇注系统位置和起模方向
尺寸较大的旋转体铸件,如带轮、飞轮、大齿轮等单件生产时,为节省模样材料及制作
用面砂覆盖模样表面,然后填充背砂,分次逐层加砂、用春砂锤均
费用可采用刮板造型。刮板是一块和特件截面形状相适应的木板。造型时将刮板绕着固定的
2
匀捣实,用刮板刮平,用通气针均匀扎出通气孔,不得穿透型腔
中心轴旋转,在砂型中刮制出所需要的型腔。刮板造型的工艺过程如图2—12所示。将造好的下型翻转,用慢勺将分型面修光,微分型剂,扣上另一带
销钉的带轮半模,安放上型和浇口杯木桩
b)
在上型内填砂、紧实,扎通气孔图2—12 刮板造型的工艺过程
a)飞轮铸件 b)刮制下型 c)刮制上型 d)合型
19
18
工程实训指导书(金工实习)
第二章 铸造
(续)
操作内容
工序简图
工序
披去浇口杯,修好绕口,微震打开上型,小心、仔细地取出模样,用優勺、提钩、水笔等修型工具将损坏的砂眼修好并开出横浇道、内浇
砂箱
模样平面部分 5
道,安置型芯、合型,等待浇注
顶杆
模板 模样凸起部分
模板
(二)机器造型
机器造型是用机器全部完成或至少完成紧实操作的造型方法。与手工造型相比生产率
(q 高,劳动条件好,环境污染小,铸件的尺寸精度和表面质量高,但设备和工艺装备费用商,
生产准备时间长,适用于中、小型铸件的成批或大批量生产。机器造型的实质是用机器进行
砂箱
紧实和起模,根据紧实和起模的方式不同,有不同种类的造型机。1.紧实方式
机器造型按照不同的紧实方式可以分为震实式造型、压实式造型、震压式造型、抛砂和
转板 模样 模板
承受台
射砂造型等,其中以震压式应用最广。图2—14所示为震压造型机。抛砂紧实(图2—15)的
c)
同时完成填砂与紧实两个工序,生产率高,型砂紧实密度均匀,可用于大、中型铸件或大型
图2—16 起模方式
芯的生产。
a)顶箱起模 b)漏模起模 c)翻转起模
带轮
1.型芯的技术要求及工艺措施
抛砂头
银勺
浇注时型芯会受到金属液的冲击和包围,因此型芯除了要具有与铸件内腔相适应的形状外,型芯应比在砂型具有更高的强度、透气性和退让性等性能,并易从铸件清除。除了满足
上述要求外,在制芯时还应采取一定的工艺措施。
压头 工作台
模板
1)在型芯内放置芯骨以提高强度。小型芯的芯骨用铁丝制成,大、中型芯的芯骨用铸
砂箱
砂团
铁铸成,较大的芯骨上还应制出吊环以方便吊运,如图2—17所示。振实进气口
2)在型芯内开通气道以提高型芯的透气性,大型芯内部应放入焦炭以便排气,如图
2-18所示。
振实活塞
压实气缸
振实气缸 压实气缸活塞
铸铁芯骨 图2—14 震压造型机
变项 图2—15 抛砂紧实
2.起模方式
铸铁芯骨
造型机都装有起模机构,其动力通常为压缩空气。目前应用广泛的起模方式有顶箱、
模和翻转三种(图2—16)。顶箱起模的造型机构比较简单,但起模时易漏砂,只用于型腔简单且高度较小的铸型。漏模起模的造型机构一般用于形状复杂或高度较大的铸型。翻转起模
图2-17 芯骨
的造型机构一般用于型腔较深、形状复杂的铸型。
3)在型芯表面刷涂料以提高耐火性、防止粘砂,并保证铸件内腔表面质量。
三、制芯
4)重要的型芯都需烘干,以提高型芯的强度和透气性。2.制芯的方法
为了获得铸件的内腔或铸件的局部外形,用芯砂或其他材料制成的、安放在型腔内部的
制芯分为手工制芯和机器制芯。手工制芯是传统的制芯方法,适用于单件、小批生产。
铸型部分称为型芯。制芯即是制造型芯的过程。
20
21
工程实训指导书(金工实习)
第二章
通气道
铸造
上
吊称
在烘时烧毁 c)
b) 图2—18 型芯的通气孔
中
4)扎气孔 b)挖通气沟 o)埋蜡线 d)放焦炭与钢管就一用芯金制芯,有时也用刮板制芯。视器制芯的生产率高,繁实均匀,那艺是量,
图2—20 天轮的分型面
图2—21 导轨的分型面
法:制芯机主要有震击式制芯机、射芯机、热芯盒机和壳芯机等。
3.模样、型腔、铸件与零件
3.型芯的固定方式
模样是造型的模具,用来形成铸件的外部形状。模样在单件小批生产中用木材制成,在
型芯在铸型中的定位主要靠芯头。芯头必须有足够
大批大量生产中用铸造铝合金、塑料等制成。
的尺寸和合适的形状将型芯正确、牢固地固定在铸型型
铸造生产中,用模样制得型腔,将金属液浇入型腔冷却凝固后获得铸件,铸件经切削加
腔内。按其固定方式可分为垂直式、水平式和特殊式
工后称为零件。因此,模样、型腔、铸件与零件之间在形状和尺寸上有着必然的联系。
(如悬壁芯头、吊芯等)。若铸件的形状特殊,单靠芯头
在尺寸上,零件尺寸+加工余量(孔的加工余量为负值)=铸件尺寸;铸件尺寸+收缩余
不能固定时可用型撑予以固定。型撑的形状如图2—19
量=模样尺寸。 在形状上,铸件和零件的差别在于有无起模斜度、铸造圆角和较小的孔、槽等;铸件是
所示。
整体的,模样则可能是由几部分(包括活块)组成的。铸件上有孔的部位,其模样则可能
四、造型工艺
是实心的,甚至还多出芯头的部分。4.浇注系统的设置
造型工艺主要是指分型面、浇注位置的选择和浇注
浇注系统为填充型腔而开设于铸型中的一系列通道。合理地设计浇注系统的形状、尺寸
系统的设置,它们直接影响铸件的质量和生产率。
图2—19 型撑的形状
和流入型腔的位置,以保证金属液平稳地流入并充满型腔,有效地调节铸件的凝固顺序,防
1.分型面、分模面与浇注位置
止冲砂、砂眼、气孔、浇不到、冷隔和裂纹等缺陷。
砂型与砂型之间的分界面称为分型面,指模样上分开的切面,又是分模面,它们均可以
(1)浇注系统的组成及作用 浇注系统主要由浇口盆、直浇道、横浇道和内浇道组成,
是平面、斜面或曲面。浇注位置是指浇注时铸件在铸型中所处的位置。
如图2-22所示。
分型面和浇注位置常在一起表示,图中用横线表示分型面,汉字“上”“下”和
和箭头表
1)浇口盆的作用是容纳浇人的金属液并缓解对铸型的冲击,使其平稳地流入直浇道。
示浇注位置。
2)直浇道是浇注系统中的垂直通道,形状常为圆锥形,上大下小。其作用是利用其高
2.分型面、浇注位置的选择
度产生一定的静压力。
分型面、浇注位置的合理选择,有利于提高铸件质量,简化造型工艺,降低生产成本,
选择时主要考虑以下原则:
浇口盆
)分屋面应尽量选取在铸件的最大截面处,以便造型和起模,尽量选择平面以有化
型工艺。
直浇道 1
横浇道
图2.20所示的天轮铸件,采用环状型范以便于在大批量生产时使用机器造型。
内浇进 内浇道
的数量,避免吊砂,并利于型芯的定位、固定与排气。
图2-22 浇注系统
4)解作上要的面工面政的定位,用定与排气。,以保证转件质量。如图2
导轨朝下。 22
工程实训指导书(金工实习)
第二章 铸造
3)横浇道是开在上型分型面上,常为梯形截面的水平通道。其起挡渣和缓冲作用,使
金属液平稳、合理分流至各内浇道。
(4)内浇道是金属液直接流入型腔的通道,截面多为扁梯形或三角形,其作用是控制金
顶部与大气相通,还有观察、排气和集渣的作用,应用较广。暗冒口顶部被型砂覆盖,造型
操作复杂,但补缩效果比明冒口好,如图2—27所示。
属液流人型腔的方向和速度,调节铸件各部分的冷却速度。内浇道通常开在下型分型面上,避免正对型腔或型芯。而对壁厚不均匀的铸件,内浇道应开设在其相对厚壁处,以利于补
冷铁是在铸型、型芯中安放的金属物,以提高铸件厚壁处的冷却速度、消除缩孔和裂
纹。其一般用铸钢或铸铁制成,分为外冷铁和内冷铁两种。外冷铁作为铸型的一个组成部
缩;内浇道的位置和方向应尽量缩短金属液进入铸型及在型腔中的路径,以利于挡渣和避免冲尉型芯或铸型壁(图2—23和图2—24);内浇道还应避免开设在重要的加工而及非加工面
分,内冷铁多用于厚大而不太重要的铸件,如图2—27所示。暗冒口
3
上,以免影响加工质量或外观质量。
浇注系统 图2—27 冒口和冷铁的作用
型芯
正确 图2—23 内浇道的位置
图2—24 内浇道的方向
六、合型 (2)浇注系统的类型 浇注系统的类型是按照内浇道在铸件上开设的位置分类的,主
合型是将铸型的各个组成部分组合成一个完整铸型的操作过程。合型是制造铸型的最后
要有顶注式、底注式、侧注式和阶梯式(图2—25)。一般根据铸件的形状、尺寸、壁厚和质
一道工序,应保证铸型型腔几何形状及尺寸的准确和型芯的稳固。合型后,应将上、下型紧
量要求来选择浇注系统的类型。顶注式浇注系统适用于重量小、高度小、形状简单及不易氧
扣(紧固装置)或放上压铁,以防浇注时上型被金属液抬起,产生跑火或抬型现象。
化材料的薄壁和中等壁厚的铸件;底注式浇注系统适用于中大型厚壁、形状较复杂、高度较大的铸件和某些易氧化的合金铸件;侧注式浇注系统适用于整模造型的中小型铸件;阶梯式
第三节 铸造合金的熔炼、浇注、落砂与清理
浇注系统适用于高度在400mm以上的大型复杂铸件(如机床床身)。五、铸型
一、熔炼 铸型是用型砂、金属材料或其他耐火材料制成的,主要是由上型、下型、浇注系统、型
要得到优质的铸件,除了要有好的造型材料和合理的铸造工艺外,选择优质的铸造合
金、提高熔炼质量,也是一个重要方面。
腔、型芯、冒口和通气孔组成的整体(图2—26)。用型砂制成的铸型称为砂型。砂型用砂箱
对合金熔炼的基本要求是质量优、耗能低和效率高。
支承,是形成铸件形状的工艺装置。冲天炉是熔炼铸铁最典型的设备(图2—28)。冲天炉是以燃烧焦炭产生热量熔化铸铁的
侧注式
设备,因具有结构简单、操作方便、熔炼效率高、成本低、能连续生产等特点而得到广泛应
险株式 顾性式 底注式
冷铁 型腔 冒口 排气道
用。但冲天炉熔炼金属液的质量不稳定,对环境污染大、劳动条件差,已逐渐被感应电炉所
通气孔 浇注系统 代替。
上型
熔炼铸钢的常用设备是碱性电弧炉和感应电炉。感应电炉(图2—29)是利用电磁感应
下型
原理将交流电转化为热能的设备,不但能得到质量较高的金属液,而且周期短,操作方便,
与造型、合型等工序进行配合,有利用自动化生产,降低劳动强度。熔炼有色合金(铜合金和铝合金)的常用设备有焦炭坩埚炉、重油坩埚炉和电阻坩埚
型芯
炉。电阻坩埚炉(图2—30)具有控制温度准确、金属吸气和烧损少的优点,但生产率不高、
耗电多。
图2—25 浇注系统的类型
图2—26 铸型的组成
二、浇注
胃口是供铸件补缩用的铸型空腔,内存金属液。冒口一般设置在铸件厚壁处最后凝固的
将液态金属从浇包注入铸型型腔的操作过程称为浇注。浇注是保证铸件质量的重要环节,
部位,以获得无缩孔的转件。其形状多为球通在形或球形,从为用得口和暗冒口。明冒口25
分型面
工程实训指导书(金工实习)
第二章 进水口
铸造 的复杂程度、铸件重量及大小和合金的种类。一般铸件的落砂温度在400—500℃。落砂的方
炉清
法有手工落砂和机械落砂两种。火花除尘装置
坩埚 销管线圈
四、清理 加料装置
烟囱
清理是指落砂后从铸件上去除浇冒口和分型面及芯头上的毛刺,清除铸件内外表面的粘
冷却水管 金属液
砂和型芯等过程。
铸铁件的浇冒口可用铁锤敲掉,铸钢件的浇冒口可用气割切除,有色合金铸件的浇冒口可用锯削。铸件上的粘砂可用钢丝刷、铿刀、砂轮、风铲等手工工具清理或用清理滚筒、喷
加科筒
加料合
砂器、抛丸清理机等设备清理。对于复杂的或有特殊要求的铸件,在清理检验、合格后应进行消除内应力的热处理。
炉身 热风
图2—29 感应电炉
第四节 铸件缺陷分析冷风
焦炭
铸件缺陷是导致铸件性能降低、使用寿命短,甚至报废的重要原因。减小或消除铸件缺金属料
陷是铸件质量控制的重要组成部分。熔剂
坩埚
铸造生产是一项较复杂的工艺过程,铸件结构的工艺性、原材料的质量、工艺方案、生风带
底焦
电阻丝
产操作及管理等因素都会直接影响铸件的质量。常见铸件缺陷及其产生原因见表2—2。风口
前炉
耐火砖
表2—2 常见铸件缺陷及其产生原因炉缸
出渣口
名称与图示
产生的原因
名称与图示
产生的原因 过桥
出铁口
1)浇注温度太低 炉底
1)捣砂太紧,型砂透
浇不足
2)浇注速度过慢或
读免
支架
气性差
曾中断 小车
气孔
2)起模,修型刷水
3)浇注位置不当,浇过多
口太小 图2—30 电阻坩埚炉
3)型芯气孔堵塞或
4)铸件太薄 图2-28 冲天炉
未烘干
5)转型太快,或有 浇注是否合理,不仅影响铸件质量,还涉及操作工人的人身安全。浇注中应保证无浇注断
流,控制好浇注温度和浇注速度;浇注后对收缩大的铸件应及时卸去压铁或夹紧装置,以免
4)金属熔解气体
a)
缺口 太多
6)浇包内金属液
不够 1)造型时型砂未
1)诗件结构不合 铸件产生铸造内应力和裂纹。
砂眼
吹净
冒口
理一壁厚不均 浇注操作需注意:
1)熟悉待浇注铸件的大小、形状等。准备好浇包并烘干预热,避免金属液飞溅伤人。
2)型砂强度不够,被
缩孔
2)浇冒口位置不当,金属液冲坏
冒口太小未能顺序 2)清除盖在铸型浇口盆上的散砂,避免落入铸型中。
3)捣砂太松
凝固 4)合型时,砂型局部
3)浇注温度太亮
损坏
4)合金成分不对,收3)浇注场地必须保持干燥、畅通。
4)在浇包的金属液表面撒草灰以保温和集渣。
5)内浇口冲刷型芯
缩过大 5)浇注时应用挡渣片在浇口盆挡渣,控制流量,保证无浇注断流。
1)铸件结构不合 渣气孔
1)浇注时,挡渣不良
■纹
理一壁厚差大,并急剧2)浇注系统挡渣
过渡 2油
6)应控制浇注温度和浇注速度。
不良
2)浇口位置不当
3)砂型退让性差 落砂是指用手工或机械方法使铸件与型砂分离的操作过程。落砂时要掌握好铸件的温
3)浇注温度过低,渣
4)搞砂太紧,阻碍
未上浮
收缩 三、落砂
度。落砂太早,易引起白口、变形和裂纹等缺陷;落砂太晚,铸件收缩受到铸型的阻碍会增
5)合金成分不对,收
缩大
27
大裂纹的倾向,还会影响型砂和工艺装备的周转而降低生产率。铸件的落砂温度取决于铸件26
第二章
工程实训指导书(金工实习)
铸造 (续)
金属型铸造可“一型多铸”节省了大量造型材料和工时,生产率、尺寸精度和表面质产生的原因
名称与图示
产生的原因
量较高,且铸件组织细密,力学性能好。但金属型的制造成本高、周期长,铸造工艺要求严名称与图示
格,不适于单件小批生产,不宜铸造形状复杂的大型薄壁件。1)浇注时中断,产生
变形
1)铸件结构不合理,
金属型铸造主要用于大批量生产形状简单的有色金属铸件,如气缸体、油泵壳体以及铜飞溅、形成浇注断流,
壁厚差大 日
而后又被带人铸型
2)金属冷却时,温度
合金轴瓦、轴套等。 2)直浇道太高,浇注
不均匀 时,金属液从高处落
3)打箱过早
二、熔模铸造 下,引起飞■
熔模铸造是用易熔材料(蜡料)制成模样,在其上涂若干层耐火材料,形成型壳,熔1)型砂与芯砂耐火
信型
出模样后经高温焙烧即可浇注而获得铸件的方法。它是一种精密铸造方法,基本无须切削加性别
1)合型时未对准
工。适合25kg以下的高熔点、难以切削加工的合金铸件大批量生产。广泛应用于航天飞机、2)砂粒太大,金属液
■人表面
2)定位销或泥号
汽轮机叶片、泵轮、复杂刀具、汽车和机床上的小型铸件生产。3)浇注温度太高
不准
熔模铸造的工艺过程如图2—32所示。熔模铸造的铸型无分型面,可铸出各种形状复杂4)金属液中碱性氧
化物过多
的薄壁铸件(最小壁厚可达0.03mm);尺寸精度和表面质量最高,尺寸精度为IT11~IT14,
表面粗糙度Ra值为1.6~12.5μm;适用于各种合金,适应于各种生产类型,并能实现机械1)铸件结构不合理
偏芯 夹砂结疤
1)型芯变形
化流水线生产;熔模制造的工艺过程复杂,生产周期长;原材料价格昂贵,生产成本高;由2)型砂、黏土或水
砂型
分层的砂壳 过低
2)下芯时放偏
于尺寸蜡膜容易变形,不宜生产大型铸件。3)浇注温度太高
3)下芯时未固定好,金属■
4)浇注速度太慢、砂
被冲偏 型受高温烘烧开裂翘
4)设计不良一型芯 起,金属液渗人开裂
悬臂太长
9999B 鼓起的砂壳
砂层
第五节 特种铸造
特种铸造是指与砂型铸造不同的其他铸造工艺。常用的有:金属型铸造、熔模铸造、压力铸造、低压铸造、离心铸造、陶瓷型铸造、实型铸造、磁型铸造、差压铸造、连续铸造及挤压铸造等。
特种铸造一般能提高铸件的尺寸精度和表面质量,或提高铸件的物理和力学性能;此外还能提高金属的利用率,减少原砂消耗量;有些方法更适宜于高熔点、低流动性、易氧化合
图2—32 熔模铸造的工艺过程
a)母模 b)压型 e)熔蜡 d)压制 e)单个蜡模 f)焊蜡模组 g)结壳、熔出蜡模 h)填砂、浇注金铸件的铸造生产;有的能明显地改善劳动条件,便于实现机械化和自动化生产,提高生
产率
一、金属型铸造
三、压力铸造
压力铸造是指在高压作用下,使金属液以较高的速度充填金属型腔,并在一定的压力下在重力作用下把金属液浇人金属型而获得铸件
固定半型
凝固而获得铸件的方法。压力铸造的特点在于:活动半型
的方法称为金属型铸造。
1)铸件尺寸精度和表面质量高,尺寸精度为IT11—IT13,表面粗糙度Ra值为1.6—6.3μm。金属型一般用铸铁或铸钢制成(图2—31),由
2)铸件品粒细小、表层紧实,强度和硬度高。于金属型导热快、无透气性和退让性,容易产生缺
底座
3)生产率高,便于实现自动化。陷,因此需采取预热铸型、喷射涂料、开通气道、
4)压铸机、压铸模具价格高,工艺准备周期长,不适合单件小批量生产。控制开型时间和温度等工艺措施,以防止铸件产生
5)压铸件易存在气孔、缩孔、缩松等缺陷,不宜热处理,应尽量避免切削加工。白口、气孔、裂纹、冷隔等缺陷。
图2—31 垂直分型的金属型28
第二章
工程实训指导书(金工实习)
铸造 压力铸造是在专用的压铸机上进行的,压型一般采用耐热合金钢,其工艺过程如图
2-33所示。
压注活塞 压型
图2—35 离心铸造
a)立式离心铸造 b)卧式离心铸造下活寒
离心铸造特点: 图2—33 压力铸造的工艺过程
1)离心铸造无须型芯和浇冒口,使铸造工艺大大简化,生产率高、成本低。a)浇注 b)压射 c)开型
2)所得铸件外表层组织致密、力学性能好。压力铸造主要用于大批量生产薄壁复杂的有色金属精密铸件,如箱体、电器、仪表和日
3)内表面质量差,尺寸精度可达IT12~IT14,表面粗糙度Ra值为6.3~12.5μm。离心铸造的铸件易产生偏析。
用五金的中小零件等。
4)不适合易偏析合金(如铅青铜)或杂质较大合金的铸造。四、低压铸造
离心铸造主要用于生产铸管、汽缸套、铜套等回转体铸件和铸成形铸件,如刀具、齿轮等,还可铸“双金属”铸件,如钢套内镶铜轴承等。
低压铸造是介于一般重力铸造(砂型、金属型)和压力铸造之间的一种铸造方法。其原理如图2—34所示。
六、其他铸造方法 进气
低压铸造设备简单、便于操作,易实现机
1)陶瓷型铸造是使用铸型型腔内表面胶结一
模样
磁型砂箱 械化和自动化;有较强的适应性,充型平稳,
层陶瓷层来获得铸件的方法。可采用金属型、砂型、熔模壳型等;所得铸件
气垫
2)实型铸造是用泡沫塑料制造的模样留在砂
磁铁 铁丸
组织致密,力学性能好。
型内,浇注金属液时,模样气化消失即可获得铸件低压铸造主要用于各种批量生产铝合金、
顶板
导柱
的一种失模铸造方法。
线圈 铜合金和镁合金的铸件,如曲轴、叶轮、活塞
顶杆
3)磁型铸造(图2—36)也是一种实型铸造,等,也可用于生产球墨铸铁等高熔点合金的大
滑套
用泡沫塑料制造模样,用铁丸代替型砂在磁型机上学型
型铸件。
型腔
造型,通电后产生一定方向的电磁场,将铁丸吸固下型
图2—36 磁型铸造五、离心铸造
密封垫
压缩空气
后即可获得铸件的方法。铸件凝固后断电,磁场保湿炉
消失。 将金属液注入绕水平、倾斜或垂直轴高速
浇口
金属液 坩埚
复习思考题 旋转的铸型中,在离心力的作用下充型、凝固
而获得铸件的方法称为离心铸造。
升液管
1.为什么铸造方法在生产中应用广泛?离心铸造的铸型可用金属型、砂型、熔模
2.试述砂型铸造的工艺过程。壳型等,在离心铸造机上进行。离心铸造分为
3.试述型砂的组成及应具备的性能。图2—34 低压铸造
立式和卧式两类(图2—35)。立式离心铸造为保
4.常用手工造型的方法有哪几种?其工艺过程及特点分别是什么?证铸件上下壁厚均匀,主要用于生产铸件高度不大的环、套类零件;卧式离心铸造制得的铸
5.零件、铸件、模样在形状和尺寸上有什么区别?件壁厚均匀、应用较广,主要用于生产长度较大的简类、管类铸件,如内燃机缸套、铸管和
6.与砂型相比,型芯制作有什么特殊要求?铜管等。
31 30
工程实训指导书(金工实习)
7.什么是分型面?选择分型面应考虑哪些问题?
8.内浇道的用途是什么,开设内浇道时应注意什么问题?
第三章 9.电弧炉有哪些特点?
10.铸件的清理包括哪几方面?
11.简述常见铸造缺陷及其产生原因。
锻
压 12.所浇注的铸件发生过什么铸造缺陷?试分析其原因,应如何防止?
13.简述常用的特种铸造种类及各自的应用范围。
第一节 概 述
锻压是利用锻压机械的锤头、砧块、冲头或通过模具对坯料施加压力,使其产生塑性变形,从而获得所需形状和尺寸的制件的成形加工方法,它是锻造和冲压的总称。以锻压加工方法获得的金属制件分别称为锻件和冲压件。
锻造是一种利用锻压机械对金属坯料施加压力,使其产生塑性变形以获得具有一定力学性能、一定形状和尺寸锻件的加工方法,锻压(锻造与冲压)的两大组成部分之一。通过
锻造能消除金属在冶炼过程中产生的铸态疏松等缺陷,优化微观组织结构,同时由于保存了小(■
完整的金属流线,锻件的力学性能一般优于同样材料的铸件。相关机械中负载高、工作条件严峻的重要零件,除形状较简单的可用轧制的板材、型材或焊件外,多采用锻件。
内诊
冲压是靠压力机和模具对板材、带材、管材和型材等施加外力,使其产生塑性变形或分离,从而获得所需形状和尺寸的工件(冲压件)的成形加工方法。冲压和锻造同属塑性加、详
工(或称压力加工),合称锻压。冲压的坯料主要是热轧和冷轧的钢板和钢带。冲压一般在1)
常温下进行。冲压的生产率极高,冲压件具有结构轻、刚性好、精度高、表面光洁、互换性好等特点,被广泛应用于汽车、航空、轻工等工业部门。全世界的钢材中,有60%~70%是5)
板材,其中大部分经过冲压制成成品。远,殡科版出论諒出出屯
锻造生产的工艺过程为:下料→加热→锻打成形→冷却→热处理→清理→检验。这
种加工工艺决定了其具有较高的生产率和较大的加工柔性,也使其成为机械加工最为常()
见的加工方式之一。因此锻压成为机械制造的基础工艺之一,是制造机械产品不可缺少分
的一个重要环节,在国民经济中占有举足轻重的地位。它是装备制造领域,特别是机械、0
市管一
汽车、军工等工业中不可或缺的主要加工工艺。锻压生产制造能力也是衡量一个国家工业水平的重要标志。
第二节 锻坯的加热和锻件的冷却分
锻压材料应具有良好的塑性,以便加工中产生塑性变形时不被破坏。常用的锻造材料有3.
钢、铜、铝及其合金等;常用的冲压材料有各种低碳钢板、铜板、铝板、皮革及有机玻璃板甘
等。锻造用钢分为钢锭和钢坯两种。大中型锻件宜选用钢锭,小型锻件宜选用钢坯。钢坯是省
对钢锭经轧制或锻造而成的圆形或方形棒料,一般用剪切、锯削或氧气切割等方法截取所需的坯料。
国
33
工程实训指导书(金工实习)
第三章
锻压 一、锻坏的加热
表3—3 钢常见的加热缺陷名称
实 质
危 害
防止(减少)措施 (一)加热的目的和要求
好的组织及性能。一般地说,随着温度的升高,金属的强度降低而塑性提高。所以,加热后
量。加热的目的是提高金属的塑性和降低金属的变形抗力,以便提高其可锻性和最后得到
氧化
坯料表面铁元素氧化,使表层金
烧损材料,降低锻件精度和表面
快速加热,减少高温区的加热时最造前对金属还料进行加热,是锻造工艺过程中的一个重要环节,它直接影响锻件的质
属变成氧化皮进而烧损
质量,降低模具使用寿命
间,采用控制炉气成分的少(无)氧坯料表面碳元素氧化,造成表层
降低锻件表面硬度,表层易产生
化加热或电加热以及在保护性气脱碳
含碳量减少,形成脱碳层
龟裂
体中或涂保护层加热 锻造可以用较小的锻打力,使坯料获得较大的变形量。
对金属坯料加热的要求是在坯料均匀热透的前提下,用最短的时间加热到锻造所需的温
严格控制加热温度和保温时间,过热
超过规定温度或在始锻温度下
锻件的力学性能降低,锻造时易
保证锻后有变形量来破碎粗品或保温时间过长,造成内部品校粗大
产生裂纹
锻后热处理 度,以减少金属的氧化和降低燃料的消耗。
加热到接近材料熔化温度并长
致命的加热缺陷,一锻即碎,无
严格控制加热温度、保温时间和(二)锻造温度范围
锻造过程中,加热温度太高会使得锻件质量下降,甚至造成废品。开始锻造时坯料的温
过烧
时间停留,造成品粒界面杂质氧化
法锻造
炉气成分 裂纹
坯料内外温差大,组织变化不
坯料内部产生裂纹
严格控制加热速度和装炉温度度称为始锻温度。
坯料在锻造过程中,随着热量的散失,温度不断下降,塑性会越来越差,变形抗力越来
均,造成材料内应力过大越大。温度下降到一定程度后,不仅难以继续变形,且易锻裂,必须及时停止锻造,或重新
(四)加热设备 加热。坯料经过锻造成形,在停锻时锻件的瞬时温度称为终锻温度。
按所用能源和形式的不同,锻造加热设备主要分为火焰炉和加热炉两大类。锻造温度范围是指坯料开始锻造的温度(始锻温度)和终止锻造的温度(终锻温度)
1.火焰炉 之间的范围。始锻温度在保证不产生加热缺陷的前提下应尽可能取高些;终锻温度在保证坯
火焰炉指的是直接利用燃料燃烧产生的火焰直接加热坯料的炉子。常用的火焰炉有利用料有足够塑性的前提下应尽可能定低些。这样扩大了锻造温度范围,减少锻造过程的加热次
煤、焦炭为燃料的手锻炉及反射炉,以及利用重油、柴油、煤气及天然气作为燃料的室式炉,它们均通过热能辐射、传导和对流形式来加热锻坯。
数,提高锻件质量。常用材料的锻造温度范围见表3—1。
手锻炉(图3—1)采用烟煤或焦炭为燃料,坯料堆放在燃料上直接加热。其特点是结构表3—1 常用材料的锻造温度范围
简单、使用方便,是目前锻造实习中普遍采用的加热设备之一。但热效率低,加热不均匀,材料种类
始温度/℃
终锻温度/℃
材料种类
始锻温度/℃
终锻温度/℃
生产率不高,一般用于小型锻件的单件小批手工锻或小型空气锤自由锻的生产。低碳钢
1200-1250
800
合金工具钢
1050-1150
800-850
室式炉(图3—2)采用重油为燃料。重油与压缩空气分别进入喷嘴,压缩空气从喷嘴喷中碳钢
1150-1200
800
高速工具钢
1100-1150
900
出时,将重油带出,在喷嘴口附近混合雾化后,喷入炉膛进行燃烧。调节重油及空气流量,合金结构钢
1100-1180
800-850
铝合金
150-500
350-380 碳素工具钢
1050-1150
750-800
铜合金
800-900
650-700
炉膛 由于锻造过程都是在动态下进行的,温度测量和控制使用一般的接触式测温仪很难实
现。因此,现在的工艺技术都选择非接触红外测温仪。但一般锻钢件的锻造温度范围大,现场多用观察火色的方法来大致判断。钢加热至530℃以上的高温后,在不同的温度下会发出
喷嘴 不同颜色的光波(俗称“火色”),通常温度越高,则颜色越浅,亮度越高。有经验的加热
工和锻工依据火色目测温度的误差在±20~50℃。锻钢加热温度与其火色的关系见表3—2。
表3—2 锻钢加热温度与其火色的关系
加热温度/℃
1300
1200 火色
1100 900 800 700
600以下 黄白
淡黄 黄
烟道 淡红
樱红 暗红
赤褐 (三)钢的加热缺陷
图3-1 手锻炉
图3-2 室式炉 钢在锻压加热过程中,表层的铁和碳会与炉气中的氧化性气体发生化学反应,形成氧化
1—灰炉 2—火沟槽 3—鼓风机皮和脱碳层。若加热温度过高,还会产生过热、过烧及裂纹等缺陷。在加热过程中要通过控
4—炉算 5—后炉网 6—烟囱制炉气、加热温度、加热时间来尽量减少这些加热缺陷。钢常见的加热缺陷见表3—3。
34
35▶
工程实训指导书(金工实习)
便可调整炉膛的燃烧温度。其特点是加热较迅速,而加热质量一般,适用于大型单件或成批
第三章
锻压 大型锻件和高合金锻件的冷却。
中小最件的生产。煤气炉的构造与室式炉基本相同,主要区别在于燃料不同,以及喷嘴的构
一般地说,锻件材料的含碳量或合金元素含量越高、体积越大、形状越复杂,越应采用
较缓慢的冷却速度,以保证锻件质量。反之则可能造成锻件硬化、变形、开裂甚至报废。造不同。
加热炉是利用电流通过布置在炉算上的电热元器件产生的电阻热为热源,通过辐射和对2.加热炉
流将坯料加热。其通常做成箱形,主要有箱式炉和中频、工频感应炉。
箱式妒(图3—3)是利用电热元器件产生热量、间接加热金属的。箱式炉具有结构简
第三节 锻压方法 适应范围较大等优点。但电能消耗大,热效率较低,适合于自由锻或模锻合金钢、有色金属
单、体积小、操作简便、炉温均匀并易于调节、坯料氧化较小、加热质量好、坯料加热温度
一、自由锻
将加热后的金属坯料置于铁砧上或锻压机器的上、下砧之间直接进行的锻造,称为自由坯料的单件或成批的加热。
感应炉(图3—4)是利用交流感应线圈产生交变磁场,使置于线圈中的坯料产生涡流损
锻。前者称为手工自由锻(简称手锻),后则称为机器自由锻(简称机锻)。自由锻生产率低,耗和磁滞损耗热而升温加热。具有加热速度快、加热质量好、控温准确和易于实现自动化等
劳动强度大,锻件的精度低,对操作工人的技术要求较高。但是自由锻所使用的工具简单,设特点,但成本较高。感应加热的坯料尺寸小,适合于模锻或有色金属的大批量加热。接触加
备的通用性强,工艺灵活性高,所以广泛用于单件、小批量零件及大型锻件毛坯的生产。热是利用大电流通过金属坯料产生的电阻热加热,这种加热方式加热速度快、金属消耗少及
(一)自由锻的设备和工具
机器自由锻常用的锻造设备有空气锤、蒸汽—空气自由锤和水压机。其中空气锤使用灵热效率高,适合于模锻坯料的大批量加热。
活,操作方便,是生产小型锻件最常用的自由锻设备。电阻体
热电偶
空气锤(图3—5)是一种由电动机驱动的小型自由锻设备。其特点是结构简单,维修方便,操作容易,但吨位(指落下部位的质量)较小。空气锤加工过程中,电动机通过减速机构和曲柄连杆机构推动压缩缸中的压缩活塞产生压缩空气,再通过上、下旋阀的配气作
用,使压缩空气进入工作缸的上腔或下腔,推动落下部分(活塞、锤头和上砧组成)上升坯料
线圈
或下降,完成各种打击动作。空气锤通过操纵手柄或脚踏板的位置来控制旋阀,以改变压缩空气的流向,来实现上悬、下压、单打、连打及空转五个动作的循环。
00000 00000 00000 炉门
旋阀 0000000000 00000
压缩缸 工作缸
图3-3 箱式炉
图3-4 感应炉
上旋阀 手柄
工作缸
压缩缸 锤杆
锤身
工作活塞
压缩活塞 二、锻件的冷却
锻件的冷却是指锻后从终锻温度冷却到室温。锻件的冷却同加热一样,也是保证锻件质量
上砧 下砧
锤杆 的重要环节。如果冷却的方法不当,会造成坯料产生硬化、变形或裂纹缺陷。为获得一定力学
砧垫
减速机构
上砧
连杆 性能的合格锻件,应采取不同的冷却方式。锻件常用的冷却方式有三种:空冷、坑冷和炉冷。
电动机 1.空冷
砧座
下砧 砧垫
曲柄 空冷是锻件锻后在无风的空气中,堆放在干燥的地面上冷却。其特点是冷却速度快、晶
粒细化,适用于中小型低、中碳钢及低合金结构钢的锻件。
踏杆
图3-5 空气锤 2.坑冷
坑冷是锻件锻后放到填满砂子、石灰或炉渣等绝缘材料的地坑或铁箱中冷却。一般先空
空气锤的规格用落下部分的总重量表示,常用规格是50~750kg,打击力约为落下部分冷至650~700℃后再置于坑中。其特点是冷却速度可以调节,适用于碳素工具钢和合金工具
重量的800~1000倍。例如150kg空气锤就是指锤的落下部分的质量为150kg,要根据锻件钢锻件的冷却。
3.炉冷
的重量和尺寸合理选用不同规格的空气锤。空气锤既可进行自由锻,也可用于胎模锻,操纵
方便,但锤击力较小,且有噪声、振动,一般适用于锻造质量在100kg以下的小型锻件。炉冷是锻件锻后直接置于500~700℃的炉中,随炉缓冷。其特点是冷却速度慢,适用于
4 36
37
工程实训指导书(金工实习)
蒸汽—空气自由锤适合锻造中、大型锻件,是利用蒸汽或压缩空气来推动锤头工作的。
第三章
锻压 所用蒸汽或压缩空气的压力通常达到4—5个大气压,故锻击力远大于空气锤,其规格也用
锤头(即落下部分)的质量来表示,一般为0.5—5t。蒸汽—空气自由锤必须附有一套辅助设备如蒸汽锅炉或空气压缩机,因此比空气锤结构更复杂一些。主要用于锻造质量在70~
夹层 700kg的中小型锻件。
水压机是通过高压水进入工作缸而产生静压力作用于坯料来进行锻压的,其压力为5000—125000kN,可锻压1—3001的钢锭,是大型锻件的生产设备。
锤、摔子、胎模)、夹持工具(手钳)、衬垫工具和测量工具(钢尺、卡钳)等。
图3-8 镦偏
图3-9 夹层 自由锻常用工具有锻打工具(大锤、手锤)、支承工具(铁砧)、成形工具(冲子、平
2.拔长 (二)自由锻的基本工序
基本过程,其作用是使金属坯料产生塑性变形,改变其形状和尺寸,以获得符合要求的锻件;
自由锻的变形工序分为基本工序、辅助工序和精整工序三类。其中基本工序是成形的主要
拔长是减小坯料横截面积,增加其长度的锻造工序,又称延伸
或引伸,常用于锻造轴类、杆类和长筒形锻件,也与镦粗相结合,工序是在完成基本工序后,用以提高锻件尺寸及位置精度的工序,如摔光、校直、滚圆。
辅助工序是为便于基本工序的实现而对坯料进行的预先变形,如压肩、倒棱、压钳口等;精整
作为改善坯料内部组织,提高锻件机械性能的准备工序。拔长一般有平砧拔长、赶铁拔长和芯棒拔长,如图3—10~图3—12所示。
自由锻的基本工序有镦粗、拔长、冲孔、弯曲、错移、扭转和切割等。
拔长的操作规则是:
1)坯料拔长时应沿铁砧的宽度方向送进,并保证每次送进1.镦粗
镦粗是减小坯料高度,增大其横截面积的锻造工序,常用于锻造圆盘类(如齿轮坯)
下砧 量L为铁砧宽度B的0.3~0.7倍,且不小于单面压下量h。送进
图3—10 平砧拔长及法兰等锻件,在锻造空心锻件时,可作为冲孔前的预备工序,镦粗可作为提高锻造比的预
量太大或太小,将会造成拔长效率降低或产生夹层(图3—13)。备工序。镦粗分为完全镦粗和局部镦粗(图3—6)。
另外,每次压下量也不要太大,压下量应等于或小于送进量,否则容易产生折叠。镦粗的操作规则是:
1)镦粗坯料的加热温度采用最高始锻温度,且要均匀热透。
2)坯料镦粗部分的高度与其直径之比应小于2.5,否则易镦歪(图3—7)。工件镦歪后应将其放平,轻轻锤击矫正。
Kzrd 上砧
坯料
图3—11 赶铁拔长
图3—12 芯棒拔长漏盘
2)坯料拔长时应不断翻转,以保证在方截面下进下砧
行变形和各部分温度的均匀,减少内应力和裂纹(图3—14)。用这种方法拔长时,应注意工件的宽度和厚度之
比不要超过2.5,否则再次翻转继续拔长时容易产生图3-6 镦粗
图3-7 镦歪
折叠。 a)完全镦租 b)局部敏粗
3)坯料从大直径拔长到小直径时,应先以正方截3)坯料的端面应平整,并与轴线垂直。镦粗时要不断翻转坯料,以免造成不均匀变形
面拔长,到一定程度后,再倒棱、滚圆(图3—15),这样锻造效率高、质量好。
和镦歪、镦偏(图3—8)。矫正镦歪的方法是将坯料斜立,轻打镦歪的斜角,然后放正,继续锻打。
4)锻件局部拔长时,必须先用三角刀或圆棒在截
b) 4)坯料镦粗高度和直径较大时,锤击力要重,否则会产生双鼓形,若不及时纠正会导
面分界处压肩,以使过渡面平直整齐,压肩深度应为台
图3—13 坯料拔长时的送进量致夹层(图3—9)。
阶高度的1/2~2/3(图3—16)。
开始送进 b)产生折叠438
39
工程实训指导书(金工实习)
第三章
锻压 2
图3—14 坯料拔长时的翻转
a)反复翻转90°b)沿螺线装转90°c)镶完一面后再转90°
图3—19 双面冲孔
图3—20 空心冲子冲孔
1—上砧 2—第二节套筒 3—第一节套筒4—空心冲子 5—钢锭冒口端 6—第三节套筒
7—芯料 8—垫圈 9—垫板(或下砧)19円日1
图3—15 圆坯料的拔长方法
2)冲孔坯料的加热温度应采用最高始锻温度,且均匀热透,以防止坯料冲裂和损坏冲子。
5)锻件拔长后必须进行修整,以使其表面平整光滑、尺寸准确(图3—17)。圆形截面
3)冲孔时,直径小于25mm的孔一般不冲,由后续切削加工时钻出;大于450mm的孔的锻件用手锤或摔子修整。
用空心冲头冲孔。
4)冲较大孔时,要用直径较小的冲头冲出小孔,再用直径较大的冲头逐步扩孔至所需尺寸。
5)冲孔过程中,冲子要适时浸水冷却,以防止受热变软。4.弯曲
使坯料弯成一定角度或形状的锻造工序称为弯曲。弯曲用于锻造吊钩、链环、弯板等锻件。
压铁 弯曲前应将弯曲部分进行局部镦粗,并修出凸
工件 b)
肩。弯曲时,需在坯料的受弯部进行加热。锻件
垫铁 的加热部分最好只限于被弯曲的一段,加热必须
图3-16 压肩
图3—17 拔长后修整
均匀。在空气锤上进行弯曲时,将坯料夹在上、a)圆棒压肩 b)双面三角刀压肩
a)矩形截面锻件的修整 b)圆形截面锻件的修整c)单面三角刀压肩
下砧间,使欲弯曲的部分露出,用手锤或大锤将
(q 坯料打弯,或借助于垫铁、压铁等辅助工具使其
3.冲孔
弯曲(图3—21)。
图3-21 弯曲 冲孔是在坯料上冲出通孔或不通孔的锻造工序,常用于锻造齿
5.错移
a)角度弯曲 b)弧度弯曲轮、套筒和圆环等锻件。一般规定:锤的落下部分重量在0.15—51
错移是将坯料的一部分相对于另一部分错开,但仍保持两轴线平行的锻造工序,常用于锻冲子
之间,最小冲孔直径相应为φ30—ф100mm;孔径小于ф100mm,而
造曲轴类锻件。错移前应先在错移部位压肩,再用上下砧移位加压使坯料错开(图3—22)。孔深大于φ300mm的孔可不冲出;孔径小于φ150mm,而孔深大于
工件
6.扭转 500mm的孔也不冲出。根据冲孔所用冲子的形状不同,可分为实心
漏盘
扭转是将坯料的一部分相对于另一部分绕其轴线旋转一定角度的锻造工序,常用于锻造冲子冲孔和空心冲子冲孔。实心冲子冲孔分为单面冲孔(图3—18)
曲轴、连杆等锻件或校正锻件。扭转前,应将整个坯料先在一个平面内锻造成形,并使受扭和双面冲孔(图3—19);空心冲子冲孔均为单面冲孔(图3—20)。
部分表面光滑,然后进行扭转。扭转时,由于金属变形剧烈,要求受扭部分加热到最高始锻冲孔的操作规则是:
图3—18 单面冲孔
温度,且均匀热透。扭转后,要注意缓慢冷却,以防出现裂纹。如图3—23所示为大锤打击1)冲孔前,需将坯料镦粗,以减小冲孔的深度并使冲孔面平整。
的扭转。
41 AA40
第三章
工程实训指导书(金工实习)
锻压
(续) 序号
工序名称
操作方法
工序简图
使用工具
圆嘴钳 3
锻六孔
圆冲子 在胎膜上依次翻转最六角
样板
平锤 b)
图3-23 扭转 图3-22 错移
4 覃圆
尖嘴钳 罩圆,形成螺母头部球面形状
)一个平面内错移 b)两个平面内错移
窝模 7.切割
切割是使坯料分开的工序,如切去料头、下料和切割成一定形状等。用手工切割工件
芯棒 5
修整
检查及修整轴向弯曲
平锤 时,把工件放在砧面上,剁刀垂直于工件轴线,边錾削边旋转工件,当快切断时,应将切口
稍移至砧边处,轻轻将工件切断。常用方法如图3—24所示。
二、胎模锻和模锻 1.胎模锻
胎膜锻是在自由锻设备上采用可移动的简单锻模(胎模)生产模锻件的锻造方法。胎剁刀
模不固定在锤头和砧座上,使用时才放到下砧上进行锻造。胎模锻兼有自由锻和模锻的特剁垫
点,一般用自由锻制坯,再在胎模中最后成形。此外,胎模锻的模具制造简便,在自由锻锤工件
上即可进行锻造,不需模锻锤。成批生产时,模锻与自由锻相比较,锻件质量好,生产率
高,能锻造形状较复杂的锻件,在中小批生产中应用广泛。但劳动强度大,只适于小型b)
锻件。 图3-24 切割
胎模按其结构可分为摔模、扣模、垫模、弯模、套模、合模和漏模等。如图3—25所示a)方料的切割 b)圆料的切割
的扣模用于非回转体锻件的局部或整体成形,或为合模锻造制坯。(三)典型锻件自由锻工艺实例
上扣 六角螺母的自由锻工艺过程见表3—4。
坯料 表3—4 六角螺母的自由锻工艺过程
坯料
下扣 锻件图
图3-25 扣模 序号
工序名称
操作方法
工序简图 微租
将坯料镦粗
使用工具
2.模锻 1
尖嘴钳
将加热后的坯料放到锻模的模膛内,经过锻造,使其在模膛所限制的空间内产生塑性2
冲孔
双面冲孔
尖嘴钳
变形,从而获得锻件的锻造方法称为模锻。锻模(图3—26)是由模膛的上、下模及紧固件圆钩钳
等组成的,上、下模的尾部做成燕尾形,用楔铁分别紧固在锤头和模垫上,前后定位用键及冲子
垫块调整。锻模的模膛按功能可分为制坯模膛和模锻模膛两大类。
43
工程实训指导书(金工实习)
模假可分为锤上模俄和压力机模锻。锤上模锻是在蒸汽一空气模最锤上进行的,常用的模锻压力
模铁
第三章
■压 模额
压力机(图3—28)是曲柄压力机的一种,可完机有曲柄压力机、摩擦螺旋压力机、平锻机和液压
分模面
成除剪切外的绝大多数基本工序,是冲压生产的基
带艳 机等。
证号■ 模锻与自由锻相比,生产的锻件形状更为复杂,
本设备。冲压时冲模的凸模(或冲头)装在滑块的模铁
尺寸精度较高,表而粗糙度值小,且力学性能较高;
紧固楔铁
下端,凹模装在工作台上,压力机的曲柄连杆机构
制动菲 锻件加工余量和锻造公差小,材料利用率高;生产
将旋转运动转变成滑块的上、下往复运动,实现冲过程操作简便,劳动强度小,易于实现自动化,生
压。压力机主要技术参数有额定压力、滑块行程距
连村 产率高。但模锻的设备投资大;生产准备周期,尤
电动机 离(mm)、滑块行程次数(次/min)和封闭高
其是锻模的设计制造周期长,费用高;锻模成本高;
度等。 工艺灵活性差,适用于中小锻件的大批量生产。
图3-26 锻模
(二)冲压的基本工序
床身
金期 导敏
冲压的基本工序主要有分离工序(落料和冲
■块 三、板料成形
孔)和变形工序(弯曲和拉深)。
工作台 1.落料和冲孔
利用冲压设备和冲模使金属或非金属板料产生分离或变形的压力加工方法称为冲压,也称为
落料和冲孔是使坯料分离的工序,又称为冲裁板料成形。这种加工方法通常是在常温下进行的,所以又称冷冲。板料成形的原材料是具有较高
工序。从板料上冲下所需形状的零件(或毛坯)为
■板 塑性的金属材料,如低碳钢、铜及其合金、镁合金等。还可以加工某些非金属(如石棉板、硬橡
落料,即冲下部分为成品,剩下周边部分为废料;胶、胶木板、皮革等)的板材、带材或其他型材。用于加工的板料厚度一般小于6mm。
而冲孔则相反,它是在板料上冲出所需形状的孔,冲压的特点是可冲出形状复杂的零件,材料利用率高;冲压件表面质量高,强度高,刚
即冲下部分为废料,剩余周边部分为成品,如图
图3-28
压力机 性好;操作简单,生产率高,易于实现机械化和自动化;冲模精度要求高,结构复杂,制造
3-29所示。 成本大等,因此冲压常适用于大批量生产场合。
落料和冲孔所用的模具称为冲裁模,其凸、凹模刃口必须锋利且应有很小的冲裁间隙(一)冲压设备
(单边间隙为材料厚度的5%~10%)。冲压生产常用的设备是剪板机和压力机。
2.弯曲和拉深 剪板机是将板料切成一定宽度的条料,是冲压生产的备料设备。剪板机(图3—27)的
弯曲是使板料的一部分相对于另一部分弯成一定角度的冲压变形工序(图3—30)。弯曲
件有最小弯曲半径的限制,凹模的工作部位必须有圆角过渡,以免拉伤工件。弯曲主要应用传动原理为:电动机带动带轮、齿轮转动,经离合器带动曲轴转动,使装在滑块上的上刀刃
于制造各种弯曲形状的冲压件。弯曲模的凸模端部和凹模边缘应做成一定的圆角,以防止工沿导轨做上、下运动,并与固定在工作台上的下刀刃配合,进行剪切。制动器的作用是使上
件外表面被弯裂或划伤;凹模的角度应略小于工件的角度。刀刃剪切后停在最高位置上,为下次剪切做准备,挡铁用来控制下料尺寸。为了减小剪切
力,剪切宽度大的板材用斜刃剪切,当剪切窄而厚的板材时,应选用平刃剪切。
废料
冲头 剪板机的规格是以剪切板料的厚度和宽度来表示的。例如Q11—2x1000型剪板机,表示
能剪切厚度为2mm、长度为1000mm的板料。
制动器 带轮
齿轮 电动机
离合器 滑块
习H 导轨
滑块
图3—29 落料与冲孔
图3-30 弯曲 上刀刃
上刀刃
a)落料 b)冲孔 板料
下刀刃 工作台
板料
下刀刃
拉深是将板料冲成开口的中空形状零件的冲压变形工序(图3—31)。拉深模的凸模端部工作台
和边缘除应带有圆角外,凸、凹模之间还应留有一定(略大于板料厚度)的间隙;拉深过图3-27 剪板机
程中为了防止起皱,要用压边圈将板料压紧,凹模和凸模必须有圆角过渡。
45
工程实训指导书(金工实习)
第三章 (三)冲模
冲模按工序的组合特征可分为单工序模、连续模(级
锻压
齿轮。其齿形部分可直接锻出而不必再经过切削加工。模锻件尺寸精度可达IT12—IT15,表进模)和复合模。
单工序模是指在压力机的一次行程中只完成一个冲压工
压边■
面粗糙度值Ra为1.6—3.2μm,材料利用率提高2—3倍。精密模锻分为冷锻、温锻和热锻,序的模具(图3—32),其结构简单,制造容易,适用于小批
板料
它将零件上一些需要切削加工才能达到精度要求的部分直接锻出或仅留少量切削余量。因量生产。连续模是指在压力机的一次行程中,在模具的不同
凹模
此,采用精密模锻工艺需对模锻的有关环节提出更严格的技术要求。例如:对毛坯的下料质部位上能同时完成数道冲压工序的模具(图3—33),其生产
量及表面质量的控制;毛坯的合理设计;毛坯的少、无氧化加热;加热规范及冷却规范的控率高,易于实现自动化,但定位精度要求高,成本较高。复
制;模具制造和使用精度的控制;合适的润滑及冷却条件的选取等。合模是指在压力机的一次行程中,在模具的同一位置上能同
精密模锻具有节约金属和减少切削加工工时的显著优点;但是,由于强化了模锻的有关时完成数道冲压工序的模具(图3—34),能较好地保证零件
环节而会使部分成本提高。所以,对具体产品是否选择精密模锻工艺生产应根据生产成品零件的综合经济指标以及零件结构和性能的特殊要求进行综合考虑。
的位置精度,生产率高,但制造复杂,成本高。
图3-31 拉深
2.粉末锻造
粉末锻造通常是指将粉末烧结的毛坯经加热后,在闭式模中锻造成零件的成形工艺方
法。它是将传统粉末冶金和精密锻造结合起来的一种新工艺,并兼两者的优点。可以制取密模柄 上模板
落模凸模
度接近材料理论密度的粉末锻件,克服了普通粉末冶金零件密度低的缺点。使粉末锻件的某定位销
些物理性能和力学性能达到甚至超过普通锻件的水平,同
时保持了普通粉末冶金少屑、无屑工艺的优点。通过合理压模板
摆头(上模) 设计毛坯和实行少、无飞边,具有成形精确,材料利用率
凹模
高,锻造能量消耗少等特点。
坯料 落料凹模
冲孔凹模
3.摆动辗压
滑块 导料板
下模板
产品 废料
摆动辗压是坯料在有摆角的上模旋转挤压下连续局部
进给油缸 图3—32 单工序模
图3-33 连续模
变形而获得锻件的加工方法(图3—35)。摆动辗压时坯料
的变形只在坯料内的局部产生,且使塑性变形区随模具沿切余材料
瞬时塑变区 坯料做相对运动,使整个坯料逐步变形,这样就大大降低
拉深凹模
顶出器
00
条料
了锻压力和设备吨位容量,从而可以用较小吨位的锻压设落料凸模
压板
备辗压出盘类零件。摆动辗压主要适用于生产回转体的轮挡料销
(卸料器)
坯料
盘类或带法兰的轴类锻件。
图3—35 摆动■压中
落料 拉深
拉深件 凹模
凸模
零件
特种锻造广泛应用的还有辊轧(辊锻、斜轧、横轧、辗环)、挤压(正挤压、反挤压、复合挤压、径向挤压)、拉拔和径向锻造等。
图3-34 复合模
二、特种冲压 第四节
特种锻压
1.精密冲裁
精密冲裁属于无屑加工,是在普通冲压技术基础上发展起来的一种精密冲压方法。它的特种锻压是在普通锻压工艺基础上发展和推出的,以满足高速发展的工业对锻件生产的
特点是能在一次冲压行程中获得比普通冲裁零件尺寸精度高、冲裁面光洁、翘曲小且互换性要求,使锻件更多地直接成为零件,实现少屑和无屑加工,且生产过程机械化、自动化。21
好的优质冲压件,并以较低的成本达到产品质量的改善。精密冲裁—半冲孔复合工艺就是利世纪的锻压技术和锻压加工产品正朝着优质轻量化、大型整体化、精密化、高效低成本化、
用这一特点而派生出的新工艺(图3—36)。多学科复合化的方向发展。
2.旋压
旋压是利用坯料随芯模旋转(或旋压工具绕坯料与芯模旋转)和旋压工具与芯模相对一、特种锻造
进给,使坯料受压连续变形而获得冲压件的加工方法(图3—37)。旋压是在专用旋压机上进1.精密模锻
行的。用旋压方法可以完成各种形状旋转体的拉深、翻边、缩口、胀形和卷边等工艺,如薄精密模锻是指在模锻设备上锻造出形状复杂、精度高的锻件的模锻工艺。如精密模锻锥
壁食品罐、涡轮轴等。
47 会46
第三章
工程实训指导书(金工实习)
锻压 使坯料产生塑性变形的电液成形(图3—39);利用电流通过线圈所产生磁场的磁力作用,使坯料产生塑性变形的电磁成形(图3—40)。
顶秆
开关 凸模
整流器
限流电阻 升压变压器
K
成形线圈 压边■
电容器 开关
毛坯 国籍
半冲孔凸模 反压板
排气孔
接真空泵 图3—36 精密冲裁—半冲孔复合工艺
图3-37 旋压
图3—39 电液成形
图3—40 电磁成形3.超塑成形
超塑成形是利用材料在特定的组织条件、温度条件和变形速度下变形所呈现的超塑性而进行成形加工的方法。超塑成形扩大了适合锻压生产的金属材料的范围,并可锻出精度高,
第五节 锻压生产与环境保护甚至不加工的零件。超塑性是指在特定的条件下,即在低的应变速率,一定的变形温度
(约为热力学熔化温度的一半)和稳定而细小的晶粒度(0.5~5μm)的条件下,某些金属
锻压生产有着悠久的历史,它最早是以手工作坊的形式出现的。近几十年来,特别是改或合金呈现低强度和大伸长率的特性(其伸长率可超过100%以上,如钢的伸长率超过
革开放之后,锻压业正以全新的姿态扮演着制造领域中的重要角色,尤其在电子工业及汽车500%,纯钛超过300%,铝锌合金超过1000%)。常用的超塑成形的材料主要有铝合金、镁
工业中起到越来越重要的作用。然而锻压从初具规模开始,伴随着对人类的重大贡献,它对合金、低碳钢、不锈钢及高温合金等。
环境的污染一刻也没有停止过,甚至成为制约其发展的重要因素。所以,在目前的锻压生产超塑成形的方法主要有超塑性板料拉深、超塑性板料气压成形和超塑性模锻、超塑性挤
中已开始采取各种有效措施来解决环保和能耗问题。
锻压生产中的环境污染源主要是燃料加热炉的废气,锻压设备的振动及噪声等。为减少压等。
废气对空气的污染,现已广泛采用高质量的电加热方法来替代煤、煤气和重油加热。锻压设高能成形是在极短时间内,将化学能、电能、电磁能或机械能传递给被加工的金属材
备的防振主要是采用基础防振和自身消振。基础防振中的支承式和悬挂式两种防振方式是用4.高能成形
弹性元件来减振的,而浮动式防振是用压缩空气与水作为减振介质来减振的;锻锤自身消振料,使其迅速成形的加工方法。高能成形具有模具简单、设备简化、可提高材料的塑性变形
是一种积极的减振措施。锻压设备的防噪主要是控制噪声的声源、传播、扩散及其综合治能力等突出优点;另外,高能成形由于成形速度高,加工时间短,因此可用于加工可锻性差
理,如用弹性基础和隔声、消声、吸声设施以及对设备、工艺装备进行合理设计等。此外,的材料,且加工精度高。其主要加工方法有:利用高压气体做介质,借助触发机构,使坯料
锻压机械液压传动中使用的工作介质为油及乳化液,这种油介质往往是不可分解的矿物油,在高速冲击下成形的高速锤成形;利用炸药爆炸时产生的高能冲击波,通过不同介质使坯料
其报废后回收难度大,造成对环境的污染和资源的浪费。产生塑性变形的爆炸成形(图3—38);利用在液体介质中高压放电时所产生的高能冲击波,
炸药
第六节 锻压技术的发展介质
坯料 炸药 模膛
容器
锻压技术的进步与社会经济的发展密切相关,随着航空、机械、汽车等工业的发展,锻上模
压边圈
坯料
压设备及产品的市场容量正不断扩大。可以预见在不久的将来,高科技含量的锻压技术将主导锻压装备市场的竞争格局。
下模
凹模
真空管道
一、计算机技术在锻压中的应用
近年来,计算机技术主要用于锻压加工中塑性成形过程的模拟、生产过程的控制和模具图3-38
爆炸成形
的CAD/CAM。通过计算机,采用有限元法或其他数值分析方法对各种塑性加工工序的变形a)封闭式爆炸成形
b)非封闭式爆炸成形
过程进行模拟,获得锻件在成形过程中不同阶段不同部位的应力分布、应变分布、温度分
工程实训指导书(金工实习)
布,权化有效控制。计算机数控技术在数控缎压设备、自动换模系统、自动送料系统和、高精度、多工位成形设备等方面的应用日益广泛,为适应多品种、小批量的生产需计算机技术在锻压生产过程的应用及控制,大大提高了锻压精度,缩短了加工时间,降低下
放压的柔性制造系统已逐步扩大应用:为提高锻压生产的安全性,已大量使用机械手,这些
第四章 模具CAD/CAM是在现代技术条件下发展起来的,是模具设计与制造的重要发展方向。
焊
接 能耗。
具CAD/CAM的一般过程是:将用计算机语言描述的产品几何形状输入计算机来获得产品的几何信息;再建立数据库来储存产品的数据库信息,然后由计算机自动进行工艺分析、工艺计算,自动设计最优工艺方案、模具结构和模膛等,并输出生产所需的模具总装图和模具零件
第一节 概
述 图。此外,计算机还将设计所得到的信息自动转化为模具制造的数控加工信息,以实现计算机
辅助制造。目前在冲模、锻模、挤压模及注塑成形模等方面都有较成熟的CAD/CAM系统。
焊接是一种以加热、高温或者高压的方式接合金属或其他热塑性材料(如塑料)的制
造工艺及技术。最早的现代焊接技术出现在19世纪末,它是现代工业生产中用来制造各种二、锻压新工艺的发展趋势
金属构件和机械零件的重要加工方法之一。焊接的对象称为焊件,用焊接方法将焊件连接起新工艺的出现是工业技术发展的重要标志。就锻压技术来说,新工艺的发展主要是发展
来所得到的金属结构称为焊接结构。焊接结构重量轻、省材料。焊接方法具有省工时、密封省力成形工艺和提高成形的柔度及精度。
好、适应性广的特点,尤其能使大型复杂结构件简化为小型简单结构件以及可以修补铸、锻省力成形工艺是通过改善成形工序的应力状态或减少接触面积或在特高温、低应变速率
件的缺陷及局部磨损、损坏,因而广泛地应用于汽车、船舶、飞机、锅炉、压力容器、建筑、电子等工业部门。
下完成成形加工的方法,属于这类成形工艺的有超塑成形、液态模锻、旋压、辊锻和摆动辗
按焊接过程的特点,焊接方法可分为熔焊、压焊及钎焊三大类。压等。提高成形的柔度及精度是锻压生产在市场经济条件下具有竞争力的重要因素,提高成
在熔焊过程中,将焊接接头在高温等作用下达到熔化状态。由于焊件是紧密贴在一起形的柔度主要是从设备的运动功能(多向模锻压机、快速换模装置、数控系统)和成形方
的,在温度场、重力等的作用下,不加压力,两个焊件熔化的溶液会发生混合现象。待温度法(无模成形、单模成形、点模成形)着手实现的。提高成形的精度主要采用等温锻来实
降低后,熔化部分凝结,两个焊件就被牢固地焊在一起,完成焊接。常用的熔焊有焊条电弧现精密锻造。
焊、气焊、埋弧焊、氩弧焊和电渣焊等。复习思考题
压焊是对焊件施加压力,使接合面紧密地接触产生一定的塑性变形而完成焊接的方法。常用的压焊有电阻焊与摩擦焊,此外压焊还有超声波焊和爆炸焊。
1.锻压加工主要有哪些工艺方法?各有何特点?
钎焊是指低于焊件熔点的钎料和焊件同时加热到钎料熔化温度后,利用液态钎料填充接2.坯料在锻造前为什么要加热?
头间隙使金属连接的焊接方法,分为硬钎焊、软钎焊。3.什么是锻造温度范围?常见的加热缺陷有哪些?
4.常用的加热设备有哪几种?
第二节 常用焊接方法5.锻件常用的冷却方式有哪几种?
6.自由锻的基本工序有哪些?
7.镦粗方法有几种?镦粗时应注意哪些问题?
一、焊条电弧焊 8.拔长时合适的送进量是多少?过大或过小会出现什么问题?
焊条电弧焊是以手工操作的焊条和焊件作为两个电极,利用焊条与焊件之间的电弧热量9.胎模锻有何特点?适用的范围是什么?
熔化金属进行焊接的方法。焊条电弧焊操作灵活、设备简单,并适用于各种接头形式和焊接10.模锻有何特点?适用的范围是什么?
位置,是目前应用最广的焊接方法。11.常见的冲压设备有哪些?
焊接时,将焊件和焊钳(夹持焊条用)分别与电焊机的两个输出端相接,接通电源,12.冲压有哪些基本工序?冲孔和落料各有什么不同?
使焊条与焊件间引燃电弧,电弧热将焊件接头处及焊条端部的金属熔化形成熔池,随着熔池13.举例说明特种锻压的特点及应用。
的冷却凝固便形成了焊缝,使分离的焊件连成整体,如图4—1所示。(一)焊接电弧
焊接电弧是指在焊条和焊件之间的空气电离区内产生的一种强烈而持久的气体放电现象
51
工程实训指导书(金工实习)
第四章 (图42)。焊接电弧不同于一般电弧,它有一个从点到面的轮票。点是电弧电拔的端,
焊接 调节手柄
、切料和治炼等。通常用焊条焊接时,阳极区产生的热量约占电弧总热量的43%,
有主要作用是把电能转换成热能,同时产生光辐射和响声(电弧声)。电弧的高热可用
线圈抽头 电流指示盘
(■调电流)
电流指示盘 (粗调电流)
交流 电动机
月
直流发电机 约为260K;阴极区产生的热量约占电弧总热量的36%,温度约为2400K;弧柱区产生的
量约占电弧总热量的21%,弧柱中心温度可达6000—8000K。
正极抽头
(粗调电流) 焊错
调节手柄 焊接电源两极
(细调电流) 焊条
(接焊件和焊条)
外接
接地螺钉 电源
焊接电源两极 (一)
接地螺钉
(接焊件和焊条) 阴极区
电焊机
图4—3 交流弧焊机
图4—4 旋转式直流弧焊机弧柱
焊接方向
接;焊接薄板、有色金属或采用低氢型焊条时,一般采用直流反接。但在使用碱性焊条时,阳极区
焊件
均采用直流反接。 焊件
图4-1 焊接过程
图4-2 焊接电弧 (二)焊条电弧焊设备
电流 指示
电源 焊条电弧焊的主要设备有交流弧焊机和直流弧焊机两类。
开关 电流
1.交流弧焊机
调节 交流弧焊机(简称弧焊变压器)是一种特殊的变压器(图4—3)。它供给的焊接电流可
依据焊条直径及焊件厚度来调节,电流的调节分为粗调和细调。
焊条 交流弧焊机具有结构简单、易造易修、成本低、效率高等优点。但焊接电弧电流波形为
焊件 正弦波,输出为交流下降外特性,电弧稳定性较差,功率因数低,因此不如直流弧焊机稳
输出端 定,且对某些种类的焊条不适应(酸性焊条优选)。值得注意的是,其接线无正接与反接
之分。
图4—5 整流式直流弧焊机
图4—6 直流弧焊机正反接2.直流弧焊机
a)正接 b)反接 直流弧焊机分为旋转式直流弧焊机和整流式直流弧焊机两类。
旋转式直流弧焊机是由一台具有特殊性能的、能满足焊接要求的直流发电机供给焊接电
(三)焊条
焊条 流以实现焊接(图4—4)。它引弧容易,电流稳定,焊接质量好,能适应各类焊条,但结构
焊条由焊芯和药皮组成(图4—7)。
夹持部分 焊条是在焊芯外将药皮均匀、向心地压涂
药皮 焊芯 复杂、价格高、噪声大。适合于焊接质量要求较高或焊接薄的碳素钢件、有色金属铸件和特
殊钢件等场合。
在焊芯上。焊条种类不同,焊芯也就不同。焊
焊条长度 整流式直流弧焊机(简称弧焊整流器)是用大功率的整流元件组成整流器,将符合焊
芯即焊条的金属芯,一般是一根具有一定长度
条径 接要求的交流电变成直流电,供焊接使用(图4—5)。它既具有比旋转式直流弧焊机结构简
焊直 及直径的钢丝。焊接时,焊芯有两个作用:一
图4-7 焊条 单、价格便宜、效率高、噪声小、维修方便等优点,又克服了交流弧焊机电弧不稳的缺点,
是传导焊接电流,产生电弧把电能转换成热是目前应用最广泛的直流弧焊机。
能;二是焊芯本身熔化作为填充金属与液体母材金属熔合形成焊缝。为了保证焊缝的质量与直流弧焊机输出端有正、负极之分,可采用正接(正极接焊件,负极接焊条)和反接
性能,对焊芯中各金属元素的含量都有严格的规定,特别是对有害杂质(如硫、磷等)的正极接焊条,负极接焊件)两种接线方法,如图4—6所示。焊接厚板时,一般采用直流正
含量,应有严格的限制。52
53
工程实训指导书(金工实习)
第四章 压除在焊芯表面的涂层称为药皮。药皮在焊接过程中起者极为重要的作用。若采用
焊接 皮的是像在焊接,则在焊接过程中,空气中的氧和氯会大量侵人始化金属,将金属铁和有
坡口是根据设计和工艺要求,在焊件待焊部位加工成一定几何形状的沟槽。常用的坡口的成、硅、锰等氧化和氯化形成各种氧化物和氯化物,并残留在焊缝中,造成焊维夹
较。而熔人熔池中的气体可能使焊缝产生大量气孔,以致焊缝的机械性能(强度、
形式有1形、V形、X形及U形坡口等(图4—9)。坡口通常采用切削加工、火焰气刨、碳弧气创等加工方法。坡口的几何形状和尺寸在国家标准中有规定。
等)大大降低,同时使焊缝变脆。
焊条种类很多,按用途可分为结构钢焊条、不锈钢焊条、铸铁焊条和有色金属用焊亲等。按药皮熔渣的化学性质可分为酸性焊条和碱性焊条。
国家标准GB/T5117—2012规定焊条型号根据熔敷金属的力学性能、药皮类型、焊接位置电流类型、融敷金属化学成分和焊后状态等进行划分。本标准规定焊条型号由五部分组成:
1)第一部分用字母“E”表示焊条。
2)第二部分以字母“E”后面的紧邻两位数字表示融敷金属的最小抗拉强度代号。3)第三部分为字母“E”后面的第三、第四两位数字,表示药皮类型、焊接位置和电流类型。
4)第四部分为融敷金属的化学成分分类代号,可为“无标记”或短划“一”后接字母、数字或字母和数字的组合。
图4—9 常用的坡口形式
a)1形坡口 b)V形坡口 e)X形坡口 d)U形坡口5)第五部分为融敷金属的化学成分分类代号之后的焊后状态代号,其中“无标记”表
示焊态,“P”表示热处理状态,“AP”表示焊态和焊后热处理两种状态均可。
2.焊接位置 酸性焊条(E4303、E4320)主要用于一般的低碳钢和相应强度等级的低碳合金钢结构
焊接位置可分为平焊、立焊、横焊和仰焊(图4—10)。平焊时操作方便、劳动条件好,的焊接;碱性焊条(E4315、E4316、E5015、E5016)主要用于低碳合金钢、合金钢及承受
生产率高、焊缝质量容易保证,对操作者的技术水平要求较低,所以应尽可能采用平焊。仰动载的低碳钢重要结构的焊接。常用碳素钢焊条见表4—1。
焊焊接难度最大。 表4—1 常用碳素钢焊条
型号
药皮类型
主要用途
焊接位置
焊接电流 E4303
饮型
焊接低碳钢结构
全位置
交流和直流正反接 E4320
氧化铁
焊接低碳钢结构
平焊、平角焊
交流和直流正接 E5015
碱性
焊接重要的低碳钢或中碳钢结构
全位置
直流反接 E5016
碱性
焊接重要的低碳钢或中碳钢结构
全位置
交流和直流反接
b) (四)焊条电弧焊工艺
图4—10 焊接位置1.接头形式与坡口形式
a)平焊 b)立焊 c)横焊 d)仰焊根据焊件结构、厚度和工作条件的不同,应选择不同的接头形式。常用接头形式有对
3.焊接参数 接、搭接、角接和T形接等(图4—8)。对接接头省材料、受力较均匀,应用最广。重要的
焊接参数是指焊接时为保证焊接质量而选定的物理量的总称。通常是指焊条直径、焊接焊接结构如锅炉、压力容器等的受力焊缝常采用对接接头。
电流、焊接速度、弧长和焊层等。
焊条直径通常根据焊件厚度选择。焊件较厚,则应选较粗的焊条。立焊、横焊和仰焊时,应选比平焊时较细的焊条。焊条直径的选择见表4—2。
CD
表4—2 焊条直径的选择焊件厚度/mm
2
3
4-7
8-12
≥13 焊条直径/mm
1.6-2.0
2.5-3.2
3.2~4.0
4.0-5.0
4.0-5.8 图4—8 常用的接头形式
a)对接 b)搭接 c)角接 d)T形接 e)塞焊
焊接电流主要根据焊条直径选择。焊接低碳钢时,焊接电流/和焊条直径d的关系是
55 ▶
工程实训指导书(金工实习)
1=(30~50)d
第四章
焊接 上式只提供了焊接电流的范围。实际生产中应根据接头形式、焊接位置、焊层和焊条种
类等因素,通过试焊进行调整。电流过小,易引起夹渣和未焊透;电流过大,易产生咬边
留在焊缝中的焊渣。未焊透是指接头根部有未完全熔透的现象。焊瘤是指焊接过程中,熔化金属流到焊缝外未熔化母材上所形成的金属瘤。
烧穿等缺陷。
焊接速度指焊条沿焊接方向移动的速度,即单位时间内完成的焊缝长度。焊条电弧知时,焊接速度由操作者凭经验来掌握。
弧长是指焊接电弧的长度。电弧过长及焊速过快时,燃烧不稳定,熔深减少,易产生每接缺陷,因此一般要求弧长小于或等于焊条直径,并在保证焊透的情况下,尽量快速施焊。焊接厚件时,宜开坡口多层焊或多层多道焊,以保证焊根焊透。每层的焊接厚度不超过4~5mm,当每层厚度等于焊条直径的0.8~1.2倍时,生产率较高。
4.焊接操作
焊条电弧焊的基本操作主要有引弧、运条和焊缝收尾。引弧是指在焊条和焊件之间产生稳定
的电弧。引弧有直击法和划擦法两种(图
引弧前
引弧前
图4—14 常见焊接缺陷4—11)。直击法容易产生气孔,不易掌握,
引弧后
a)未烨透 b)气孔 c)咬边 d)夹渣 e)裂纹划擦法因为容易操作,适合初学者使用,
焊件焊完后应对焊接接头进行必要的检验以确保焊接质量。检验方法可分为无损检验和不适合初学者练习,一般应用于酸性焊条。
一般应用于碱性焊条。焊接时,将焊条端
破坏检验两大类。无损检验包括:外观检查、气密性检验、射线探伤、超声波探伤、磁粉探部与焊件表面做直击或划擦接触,形成短
伤、渗透探伤等。破坏检验包括:焊接接头的机械性能试验、焊缝金属化学成分及金相组织检验和耐蚀性试验等。
路后迅速提起2~4mm,电弧即引燃。
图4—11 引弧方法运条是指在焊接过程中焊条应同时完
a)直击法 b)划擦法
二、气焊与切割 成沿其轴线向熔池方向的送进、沿焊接方
(一)气焊 向的匀速移动和沿焊缝方向的横向摆动三个基本动作(图4—12)。同时,还应掌握好焊条与
气焊是利用气体火焰来熔化焊件和焊丝以形成焊接接头的焊接方法(图4—15)。气焊所焊件之间的角度(图4—13)。运条的要点是:手腕运条,稳定均匀的速度、频率节奏鲜明。
用的可燃气体很多,有乙炔、氢气、液化石油气、煤气等,
乙炔+氧气 而最常用的是乙炔。乙炔的发热量大,燃烧温度高,制造方
便,使用安全,焊接时火焰对金属的影响最小,火焰温度高达3100~3300℃。氧气作为助燃气,其纯度越高,耗气
焊炬 烨条
向下送进
焊条
越少。
焊丝 70°~80
气焊与焊条电弧焊相比,设备简单,操作灵活,不带电源。但气焊的设备占用生产面积较大,热源的温度低,热量
焊件 熔池
焊缝 焊接方向
焊件 横向摆动
分散,生产率低,焊件易变形,接头质量不高。气焊适于各焊件
图4-15 气焊 种位置的焊接。适于焊接在3mm以下的低碳钢、高碳钢薄
图4—12 运条的基本动作
板、铸铁焊补以及铜、铝等有色金属的焊接。在无电或电力不足的情况下,气焊则能发挥更图4—13 平焊的焊条角度
大的作用。常用气焊火焰对焊件、刀具进行淬火处理,对纯铜皮进行回火处理,并矫直金属焊缝收尾时,焊条要停止前移,在收弧处画一个小圈并慢慢将焊条提起,拉断电弧,以
材料和净化焊件表面等。此外,由微型氧气瓶和微型熔解乙炔气瓶组成的手提式或肩背式气保证收尾处的成形。
焊气割装置,在旷野、山顶、高空作业中应用十分简便。(五)焊条电弧焊焊件质量分析
1.气焊设备与焊丝 焊条电弧焊时常见的焊接缺陷有气孔、咬边、夹渣、未焊透、焊瘤、裂纹、焊接变形、
(1)气焊设备 气焊设备及气路连接如图4—16所示。焊穿等(图4—14)。咬边是指焊缝两侧与基体金属交界处产生沟槽或凹陷。夹渣是指焊后残
氧气瓶是储存高压氧气的钢瓶,通常容积为40L,最高压力为14.7MPa,外表漆成天蓝56
57▶
工程实训指导书(金工实习)
第四章 色,并用黑漆写上“氧气”字样。
减压器 00
焊接 乙炔瓶的外壳漆成白色,用红色写
速减慢,火焰柔长,温度较低,最高温度为2850℃左右。明“乙炔”字样和“火不可近”字样。
回火保险器 减压器
碳化焰适用于高碳钢、铸铁、硬质合金和高速工具钢等金属材料的焊接或焊补。乙炔瓶的容量通常为40L,乙炔瓶的工作
乙炔胶管(红色)
(3)氧化焰 当氧气与乙炔的体积比大于1.2时,可得氧化焰。由于氧气过剩,燃烧压力为1.5MPa,而输送给焊炬的压力很
焊炬
剧烈,火焰缩短,温度最高可达3300℃。由于氧化焰对熔池有氧化作用,故很少采用,只小。因此,乙炔瓶必须配备减压器,同
用于焊接黄铜和镀锌铁皮,以防止锌在高温时蒸发。乙炔瓶
时还必须配备回火保险器。
3.气焊基本操作技术减压器是将高压气体降为低压气体
(1)点火、调节火焰和灭火 点火时,先微开氧气阀门,再打开乙炔阀门,随后点燃的调节装置。气焊时所需的气体工作压
火焰,逐渐开大氧气阀门,将碳化焰调整成中性焰。灭火时,应先关乙炔阀门,后关氧气阀力一般比较低,如氧气压力通常为0.2—
氧气胶管(黑成绿)
门。氧气开得过大时,易出现不易点火的现象,
焊接
开始 0.4MIPa,乙炔压力最高不超过0.15MPa。
图4—16 气焊设备及气路连接
这时应将氧气调节阀关小。
焊丝
90 因此,必须将氧气瓶和乙炔瓶输出的气
(2)平焊 气焊时,左手拿焊丝,右手握体经减压器减压后才能使用,而且可以调节减压器的输出气体压力。
焊炬。焊接开始时,焊炬倾角应大些,以便尽回火保险器是装在减压器和焊炬之间,用来防止火焰沿乙炔管回烧的安全装置。
快加热和熔化焊件形成熔池;焊接时,焊炬倾焊枪俗称焊炬,是气焊中的主要设备。它的构造多种多样,但基本原理相同,是用于控
角保持在40°~50°之间;焊接结束时,焊炬倾制气体混合比、流量及火焰并进行焊接的工具。各种型号的焊炬均备3~5个不同的焊嘴
角应减小,以便更好地填满弧坑和避免焊穿,
图4—18 焊炬倾角如图4-18所示。
以满足焊接不同厚度焊件的需要。焊炬有射吸式和等压式两种,常用的是射吸式焊炬(图
焊炬向前移动的速度应能保证焊件熔化并保持熔池具有一定的大小。焊件熔化形成熔池4-17)。
后,再将焊丝适量地送入熔池内熔化。乙炔阀门
手柄
(二)切割 C2H2
混合管
切割除机械切割外,常用的还有气割、等离子弧切割、激光切割等。1.气割
气割是利用气体火焰的能量将金属分离的一种加工方法,气体火焰(氧气与乙炔)的
热能将被切割处金属预热至燃点后,喷射高速切割氧流,使其燃烧并放热,同时生成的氧化图4-17 焊炬
物被氧流吹走,形成切口而实现切割(图4—19)。气割是生产中钢材分离的重要手段。气割
技术几乎是和焊接技术同时诞生的一对相互促进、相互发展的“孪生兄弟”,构成了钢铁一(2)焊丝 气焊用的焊丝在气焊中起填充金属作用,与熔化的母材一起形成焊缝。因
裁一缝。 此,焊缝金属的质量在很大程度上取决于焊丝的化学成分和质量。焊接低碳钢常用的焊丝牌
气割时用割炬代替焊炬,其余设备与气焊相同。手工气割的割炬比气焊的焊炬增加了输号是H08和H08A。焊丝直径应根据焊件厚度来选择,一般为2~4mm。焊接有色金属、合
出切割氧气的管路和控制切割氧气的阀门(图4—20)。金钢和铸铁时还需使用气焊熔剂来保护熔池,去除氧化物,改善液态金属的流动性。
量切割氧阀门 2.气焊火焰
割嘴
切割氧气管 常用的气焊火焰是乙炔与氧混合燃烧所形成的火焰,也称氧乙炔焰。根据氧与乙炔混合
氧流
预热火焰
乙炔阀门 08
比的不同,可得到中性焰、碳化焰和氧化焰三种火焰。
预热焰混合气体管
预热氧阀门 (1)中性焰 当氧气与乙炔的体积比为1.0—1.2时,可得中性焰,它由焰芯、内焰和
切口
割嘴
C2O2+O2 外焰构成。内焰温度最高,可达3000—3200℃。焊接时应使熔池及焊丝末端处于焰芯前2—
氧化物 待切割金属 4mm的最高温度区。
图4-19 气割
图4-20 割炬 用中性焰焊接时主要利用内焰加热焊件。中性焰燃烧完全,对红热或熔化了的金属没有
炭化和氧化作用,所以称为中性焰。气焊一般都可以采用中性焰。它广泛用于低碳钢、低合
气割的主要条件是: 金钢、中碳钢、不锈钢、纯铜、灰铸铁、锡青铜、铝及合金、铅锡、镁合金等的气焊。
1)金属在氧气中的燃点应低于熔点,这是氧气切割过程能正常进行的基本条件。(2)碳化焰 当氧气与乙炔的体积比小于1.1时,可得到碳化焰。由于氧气不足,燃
2)气割时形成氧化物的熔点应低于金属本身的熔点。氧气切割过程产生的金属氧化物58
段落
更改样式
國
分组:分为6组,每组实习安排见下表。
星
日期。
车工
四号
钩
周羽
1.
2月14日。
1、20
3、4
5c
备注。
60
20
2月21日。
1、20
3、4
50
60
4
3c
2月28日。
1、20
3、4
60
50
七
40
3月7日。
1、2
3、4
60
50
七
4
5
3月14日
3、4
5、6
10
20
6
3月21日上午
3、4
5、6
10
20
6
3月21日下午
3、4
5、6
20
1.
4
70
3月28日。
3、4
5、6
20
1
4
80
4月4日。
5、60
1、20
30
40
4月11日上午
5、60
1、20
30
40
9
,566
英语(美国)
插入
X
粘贴
选
□BΔ域
?·□ONY
择
刷
子
租
颜
颜
»合00
剪贴板
细
畅团
工具
形状
颜色
严重
事故
29次轻微事故
300起未遂先兆
1000起事故隐患
+254,322像素
698x515像素
考核包括两部分内容
遵守实习纪律
尺寸精度
学习态度端正
平时表现
作品成绩
表面光滑度
维持机床清洁
是否在规定时间
不玩手机
完成规定的数量