电炉除尘器1吨2吨3吨4吨5吨6吨7吨8吨9吨10吨型号齐全
电炉除尘器1吨2吨3吨4吨5吨6吨7吨8吨9吨10吨型号齐全,电炉布袋除尘器设计制作选型的主要技术参数包括处理气体流量、过滤风速、除
电炉除尘器1吨2吨3吨4吨5吨6吨7吨8吨9吨10吨型号齐全,电炉布袋除尘器设计制作选型的主要技术参数包括处理气体流量、过滤风速、除尘效率、近口粉尘浓度、排放浓度、滤袋规格数量、除尘骨架规格数量、电磁脉冲阀规格数量、压力损失、漏风率、耗钢量、引风机规格型号、除尘器的长宽高等。处理气体粉尘流量,也叫处理风量,一般用单位体积下的流量表示,单位为m3/h。处理风量一般是指除尘设备在一定时间内所能净化气体的量(用体积来表示)。它是袋式除尘器设计中重要的因素之一。依风量为依据设计或选择袋式除尘器时,一般不能使除尘器在超过划定风量的情况下运行,否则,滤袋轻易堵塞,寿命缩短,压力损失大幅度上升,除尘效率也要降低;但也不能将风量选的过大,否则增加设备投资和占地面积。选择处理风量经常是根据工艺情况和经验来决定的。
除尘器的外形尺寸的长宽高是由布袋除尘器所需的过滤面积来决定的。同时也取决于安放布袋除尘器的地理位置,如果受限就得按实际情况来调整。
使用温度对于袋式除尘器来说,其使用温度取决于两个因素,一是除尘布袋的承受温度,二是气体温度必需在露点温度以上。目前,因为玻纤滤料的大量选用,其使用温度可达280℃,对高于这一温度的气体必需采取降温措施,对低于露点温度的气体必需采取提温措施。
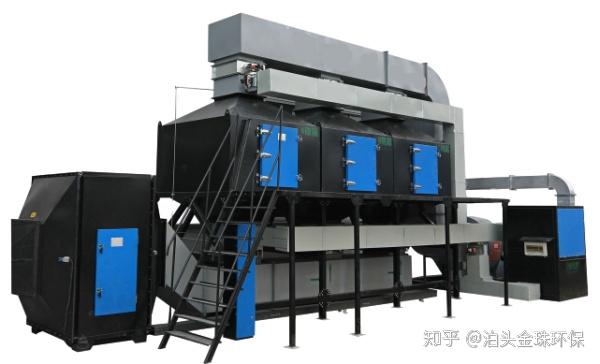
电炉除尘器的技术特点:
1、电炉除尘系统主要组成有捕集罩,烟道,火花捕集器,除尘器本体,滤袋及喷吹装置,卸灰装置,电控系统,风机和烟囱等。
2、设计过程中,优化滤袋排列,降低除尘器阻力损失。
3、设备的运转部分有防护措施和防雨措施。
4、高可靠性低压大规格脉冲阀配置,反吹效果好显菩。
5、除尘器采用离线清灰,比在线清灰效果好,无二次吸附现象。
6、铸造厂除尘器烟气近口处增加预沉降均温设计,避免烟气对滤袋直接冲刷,利用预沉降减少大颗粒烟尘对滤袋的负荷,减少烧滤袋现象,延长滤袋使用寿命。
7、每台除尘器的进口都应配备多孔板或其他形式的均流装置(采用耐磨材质),以保证烟气的均匀性并可进行预除尘。
8、除尘器箱体成形后应光滑平整,不允许有明显凹凸不平现象,内部筋板布置合理,保证箱体强度和刚性。除尘器本体设计密封、坚固。
9、设备支撑件的底座应考虑到地震力加速度对它的作用。
10、外壳应充分考虑到膨胀要求。
11、每台除尘器都应有结构上独立的壳体。
12、壳体应密封、防雨、壳体设计应尽量避免死角或灰尘积聚区,且顶部不积水。
13、除尘器上应设有必要的检修人孔和通道。园形人孔门直径不小于Φ600mm,矩形人孔门不小于450mm×600mm。
14、所有平台均设栏杆和护沿,平台载荷应为4kN/m2。 9)扶梯应能满足到各层需检修和操作的作业面,扶梯载荷应为2kN/m2。扶梯宽度为800mm,角度不大于45°。 10)由零米到本体全部扶梯。
15、花板开孔采用冲压工艺,位置要求准确,与理论位置的偏差不得大于±0.05mm,确保两孔洞的中心距离误差在±1mm。花板孔洞制成后焊接加强筋时,筋板布置合理。
16、焊接后通过整形确保花板平整,花板平面度<1/1000,对角线长度误差<3mm,内孔加工表面粗糙度为Ra=3.2。滤袋与花板的配合合理,滤袋安装后,必须严密、牢固不掉袋、装拆方便。
17、除尘器的所有连续焊缝应平直,不允许有虚焊、假焊等焊接缺陷并采用自动焊进行焊接,焊缝高度满足设计要求,并进行煤油渗漏试验。箱体和灰斗采用连续焊接,保证焊接的强度和密封性符合相应行业标准。焊接后的焊缝应进行清理焊接和飞溅物,不允许有明显的焊渣、飞溅物和锈末,一旦清除就涂刷底漆。关键部位用手提砂轮机修磨焊缝和飞溅物。
18、除尘器笼骨采用自动流水线制作,焊接点牢固、无毛刺,采用喷涂工艺,保证笼骨耐磨、耐腐。滤袋框架碰焊后必须光滑、无毛刺,并且有足够的强度不脱焊。投标方提供滤袋框架材质。
19、除尘器所有孔、门制作及装配结束后,进行密封试验,确保无变形、无泄漏。
20、除尘器所用钢材分加工前和涂装前两次机械除锈(Sa2.5级)。
21、除尘器滤袋应方便拆装、密封性好,安装可靠性高,滤袋合理剪裁,尽量减少拼缝。拼接处,重叠搭接宽度不小于10mm。
22、除尘器下部封闭由投标方统一考虑,完成整体设计,除尘器钢架应能承受其荷载。
23、除尘器所需烟气粉尘、温度等测点及其附属设施(测点座、测点平台及通往平台的扶梯等)配套设施齐全。