「图文案例」现场解决发电厂锅炉引风机轴承位磨损的首选方案
一、多级离心风机轴磨损情况
某发电厂锅炉引风机出现轴承烧蚀事故,导致引风机意外停机,该风机设计转速为950r/min;轴承型号为:NSK222320轴承,拆卸后发现该风机轴承位磨蚀情况较为严重,磨损量为单边2mm左右,轴径为φ165mm,磨损宽度为80mm。由于此次设备为意外停机,因此寻找快速有效的现场修复工艺是设备管理人员的首选方案。
二、设备问题分析
广义来说轴类出现磨损的原因有很多,但是最主要的原因就是用来制造轴的金属特性决定的,金属虽然硬度高,但是退让性差(变形后无法复原),抗冲击性能较差,抗疲劳性能差,因此容易造成粘着磨损、磨料磨损、疲劳磨损、微动磨损等,大部分的轴类磨损问题都不易察觉,只有出现机器高温、跳动幅度大、异响等情况时,大部分轴都已磨损严重,从而致使机器停机。
此次修复的风机轴承位磨损原因经后期分析为轴承润滑不足导致的,该设备为非自动润滑设备,巡检人员定期往轴承座内加注润滑油,此类设备经常会出现巡检人员责任不到位,未按时、按规定加油,导致轴承润滑不足,轴承干磨,最终导致设备轴承损坏,轴承位磨损。
三、发电厂引风机轴承位磨损问题的现场修复工艺
针对这类轴承位磨损问题传统办法一般采用的是将轴拆卸后运输至机修厂进行补焊、镶轴套等处理,补焊机加工工艺本身容易使轴表面局部产生热应力,造成断轴的隐患,而且补焊机加工工艺需要花费大量的人力和时间对设备进行拆卸、运输和安装,其修复时间较长,综合修复成本高。该厂风机为意外事故停机,必须快速有效的恢复设备运行,因此传统修复工艺显然不适合此次轴承位磨损的修复。
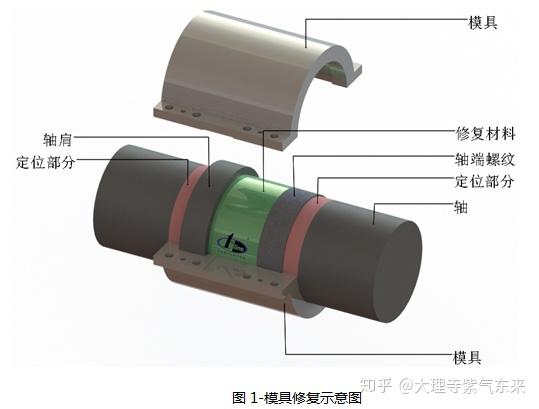
高分子复合材料针(2211F金属修复材料)对轴承位磨损问题可根据设备转速、轴承型号、使用要求等参数选取不同的设备修复工艺,其中最常用的为模具修复工艺(见图1),该修复工艺利用材料特性,结合现场实际情况加工修复工装,是利用模压法根据定位部位修复磨损部位的一种现场修复工艺,具有修复时间短、修复精度高、修复成本低、对设备无二次伤害、易于操作等特点。
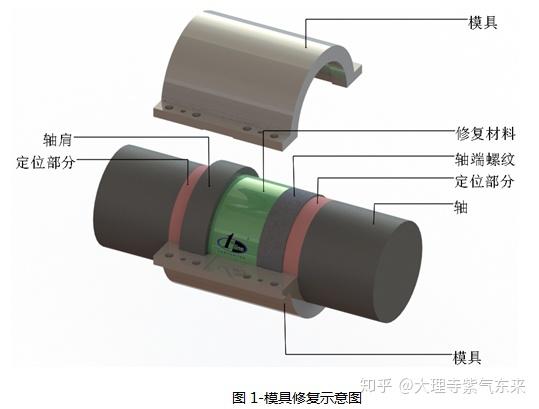
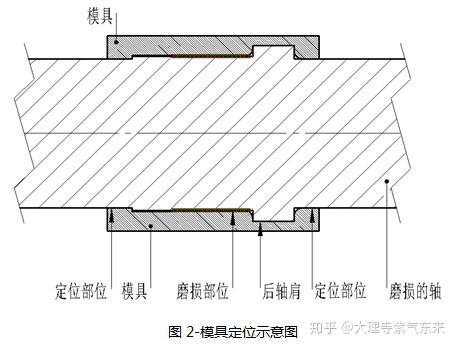
针对此次磨损的轴承位我们采用高分子复合材料配合修复模具(见图2)在现场对磨损部位进行修复,为提高修复精度将修复模具进行改进,使用后轴肩之后的加工面以及轴端螺纹前段的加工面进行定位修复,而是为了保证修复效果,最大限度的保证修复精度。
四、现场修复过程
1、表面处理:首先将磨损位置进行烤油处理,去除渗入到金属微孔内的油脂;
2、打磨:使用砂纸将磨损位置进行打磨处理,并用酒精或丙酮清洗干净。
3、空试模具:将模具装配至修复部位,观察模具扣合情况,然后拆卸后刷涂脱模剂备用;
4、调和材料:按比例调和福世蓝2211F金属修复材料并搅拌均匀直到没有色差。
5、涂抹材料:使用福世蓝2211F金属修复材料将磨损位置填平并略大于磨损量。
6、装配模具,等待材料固化;
7、材料固化完成后拆卸模具,再次涂抹材料装配轴承。

通过此次修复,再次证明了使用高分子复合材料搭配修复模具可以很好的解决设备的传动部位磨损问题,证明了使用福世蓝现场修复工艺具有较高的修复精度,很好的满足设备的精度要求,在修复环节控制精确的前提下与传统的机加工离线修复有着异曲同工之处,具有修复成本低、修复时间短、对设备无二次伤害、操作简单等优势。


![[湖北诺贝思热能]蒸汽发生器在水泥生产中应用及水位计清洗方法](https://img.tktggl.com/d/hctimg/dhr5ikodhuv.jpg)
![[湖北诺贝思热能]蒸汽发生器为什么要进行水质检测? 如何进行水质检测?](https://img.tktggl.com/d/hctimg/xi43bnn4r1t.jpg)