生物质锅炉除尘器厂家定做制造工艺介绍
(1)设备焊接采用CO2气体保护焊,内部间断段焊接,外部连续焊接,按国家标准检测;气体保护焊的焊接性能稳定,焊接热变形区小,焊接应力小,没有焊渣,没有氧化皮,保证除尘器本体焊接内应力小,保证焊接质量,有效防止设备在使用过程中由于应力释放产生的本体变形和开裂,提高设备的可靠性,确保焊接的气密性。
(2)花板孔采用大型冲床冲压成型,保证花板孔的大小,位置符合设计要求,保证布袋配合符合规范要求,布袋间距达到设计要求,防止布袋配合松动易脱落或配合过紧难以安装;花板孔端经过人工打磨处理,有利于布袋的紧固和安装,防止对布袋损伤。
(3)设备出厂前内外表面修磨光滑,用铁红醇酸底漆均匀喷刷两遍,安装后再喷涂面漆;
(4)脉冲阀采用ASCO结构脉冲阀,该阀结构设计合理,膜片使用寿命100万次以上,灵敏度高,喷吹量大,对气源压力适应范围广,应用广泛;
(5)滤料采用性能好的氟美斯滤料,它具有优良的高温性能,工作温度高达180℃,瞬间可达190 ℃,拒水防油且易于清灰。
(6)袋笼采用直径3.0的优质线材制造,表面有机硅处理,能确保袋笼长期使用。袋笼采用专用焊接设备一次焊接成型,骨架结构及焊接质量通过在焊接区域进行钢丝弯曲试验来测试,确保焊接牢固没有虚焊和裂缝。所有焊缝和其它连接处检查毛刺等尖锐突起物。做到无飞边无毛刺,有利于袋笼的安装、使用和拆卸。
(7)电控设备采用我公司专业制造的脉冲控制器,核心控制程序和电路结构设计是多年气箱脉冲袋式除尘器控制经验的总结,核心元件采用专用器件,确保实现长期稳定和可靠运行。
生物质锅炉布袋除尘器的工作原理概述:
工作时,含尘气体由进气口进入灰斗通过滤袋时,尘气得以分离,粉尘阻流在布袋外表面,净气则经过滤袋进入上箱体,再经上箱体上部出口、由风机排出。粉尘积附在滤袋内表面,且不断增厚,使收尘器的阻力不断上升。当控制柜时间继电给出清灰信号时,脉冲阀按事先设定的程序逐排启动电磁脉冲阀,脉冲阀得到信号后,瞬间释放压缩空气,并引射周围空气形成强大的气流对布袋进行反向清灰,_附在滤袋外表面的粉尘,粉尘在重力的作用下沉入灰斗料仓,由卸灰阀排出。
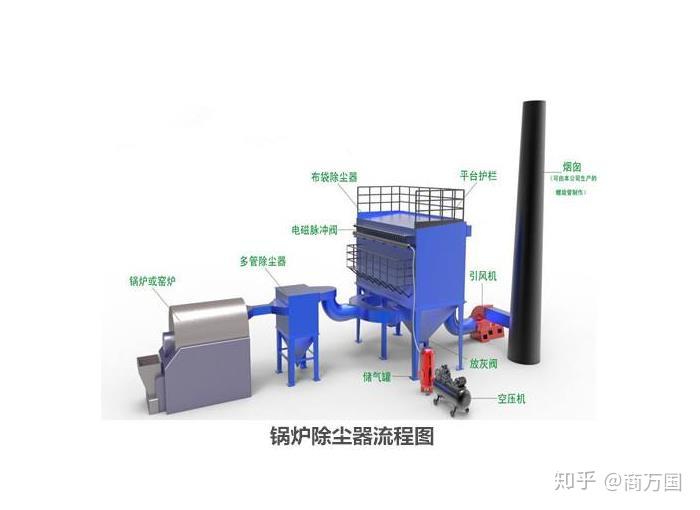
生物质锅炉除尘器工艺流程:锅炉→旋风捕集器→布袋除尘器→风机→烟筒→达标排放
生物质锅炉除尘器烟气处理采用旋风除尘+布袋除尘器+气力输灰设备基本形式。在袋式除尘器前设置旋风分离器作为燃烧沉降室。生物质锅炉除尘器综合了分室反吹和脉冲喷吹清灰等诸类除尘器的优点,克服了分室反吹清灰强度不够、脉冲喷吹清灰与过滤同时进行会产生粉尘再吸附现象的缺点,具有占地面积小、运行稳定、性能稳定、滤袋使用寿命长、除尘、维修方便等特点,广泛应用于各种大小立式锅炉及电力锅炉行业的消烟除尘。
锅炉布袋除尘器的系统简介:
1.旋风除尘的设计。旋风除尘器可捕集颗粒径为5um以上的粉尘,允许含尘浓度为1000g/m3,温度450℃,气流速度12~20m/s,阻力损失588pa~1960pa,除尘效率50%~90%。流场模型试验研究表明,以螺壳形结构的入口性能较好。螺壳与筒体相切面角度以气流旋转180°后,与筒体外缘相切。在下部气力输灰系统不正常工作时,为防止积灰导致除尘器内部流场遭到破坏,旋风除尘器灰斗下部增加一旁路下灰口,在仓泵输灰装置故障后使用旁路下灰,旁路管上设置手动闸板及卸灰阀。旋风除尘器主要的磨损部位分布在蜗壳入口处和锥体下半部,有渗硼法、涂料法、内衬法及用材料制作除尘器等四种方法,设计选用龟甲网内衬法提高性。
2.保护系统的设计。生物质锅炉除尘器在锅炉出现异常情况时,对除尘器设置旁路进行保护。旁路通常有两种,一种采用外置旁路形式,另一种采用内置旁路形式。在旁路接入口设气动提升阀或电动执行机构,并纳入自动控制系统和手动启闭。旁路风门的阀板要求密封,关闭时要求做到零泄漏。除尘系统设置旁路管道,在锅炉投油、烟温异常等状态下使烟气经旁路管道排放而不经过滤袋,从而地保护除尘器。同时,除尘器配置了预喷涂装置(管道喷粉装置),用于预喷涂时对除尘器滤袋的保护。
 生物质锅炉除尘器,锅炉除尘器-泊头市金珠环保设备有限公司
生物质锅炉除尘器,锅炉除尘器-泊头市金珠环保设备有限公司
问:2023年锅炉价格/多少钱?
上一篇:生物质锅炉除尘器出厂价格
下一篇:生物质锅炉除尘器改造价格