鑫意诚无缝钢管批发】:20G高压锅炉管安装过程注意事项
本文介绍高压锅炉管安装过程中有别于普通碳钢材料安装的方面,包括焊接工艺、热处理以及无损检测等方面,同时指出了 P11钢管安装过程需要注意的事项以及解决方法。
1.前言
A335P11 是 ASTM(美国材料与试验协会)发行的一种合金钢材质代号,公称成分为 1.25Cr-0.5Mo, 与国标 15CrMo 成分最为接近。P11高压锅炉管在制造过程中得到保证的力学性能,对于保障化工厂的安全运行,尤其是石油化工企业高温高压管道的稳定性有着十分重大的意义。
2.材料验收
P11等铬钼高压锅炉管应具有质量证明文件,质量证明文件包括下列内容:
1)材料标准代码
2)材料规格、牌号及特性数据
3)材料生产批号及供货状态
4)生产单位名称
5)检验印签标志
3.使用前外观质量检查
在 P11高压锅炉管使用前还应该核对其材质、规格和牌号,进行外观质量检查,并符合下列要求:
1)表面不得有裂纹、折叠、发纹、夹层、结疤等缺陷。
2)表面锈蚀、凹陷划痕及其他机械损伤的深度不应超过相应产品标准允许的厚度负偏差。
3)有符合产品规格的标识。
4.焊接
(1)焊接方法和焊接材料的选择
根据我公司 P11焊接工艺评定 09-28 内容,焊接方法选用钨极氩弧焊和焊条电弧焊。两寸以上的管子焊接接头形式为对接,一般是采用氩弧焊打底、电弧焊盖面的焊接方式;两寸以下的薄壁管的焊接接头形式为承插焊角接,采用全氩的焊接方式。
对于焊接材料的选择应根据被焊钢材的化学成分、力学性能以及使用和施焊条件综合考虑,工评 09-28 中选用的是 ER80S-B2 焊丝和 E8018-B2 焊条。然而对于 P11 与碳素钢或与其他铬钼合金钢之间组成的异种钢焊接接头,可按合金含量较低一侧的钢材选用焊接材料。
(2)焊工要求
参加 P11 等铬钼合金钢焊接的焊工必须按 《锅炉压力容器压力管道焊工考试与管理规则》规定进行考试。考试合格的焊工才能承担相应项目的焊接工作。
(3)焊前准备
焊前准备包括坡口制备、组对和定位等,与普通碳钢焊接无异,这里不再详细叙述。
(4)焊接作业
焊接作业应在焊接工艺要求的范围内进行。而且对壁厚大于 10mm 的 P11 钢管施焊前应进行预热,预热温度为 150~200℃。焊件达到预热温度后应及时进行焊接,在保持 预热温度的条件下,每条焊缝宜一次连续焊完。焊件达到预热温度后应及时进行焊接。 焊接结束后应该立即清理焊缝,去除焊渣、飞溅物等,进行外观检查。
5.焊后热处理
(1)热处理相关规定
对 P11 等铬钼合金钢设计文件一般要求在焊后应立即进行消除应力的热处理。P11合金钢的热处理温度为 700~750℃,最短恒温时间未 2h。热处理的加热速度及冷却速度,应符合下列要求:
1)升温至 300℃,加热速度应按 5125/T.℃/h 计算,且不大于 220℃/h;
2)恒温期间各测点的温度均应在热处理温度规定的范围内,其差值不得大于 50℃;
3)恒温后的冷却速度应按 6500/T.℃/h 计算,且不大于 260℃/h。冷却 300℃后可 自然冷却。(注:T 为管子的实际厚度 mm)
不能立即进行热处理的焊道, 焊后应按工艺说明书要求立即进行 300~350℃、 时间为 10~15min 的后热消氢处理,然后保温缓冷至室温。再焊接时应对焊缝进行检查,确认无裂纹等缺陷后方可按原焊接工艺继续进行焊接,条件具备后进行焊后热处理。
(2)热处理质量检查
根据规范要求,经焊后热处理的焊接接头,应对焊缝和热影响区进行硬度值检测。P11 焊缝和热影响区经过热处理后的布氏硬度值不应超过 225(详见 SH/T 3501 表 10 规 定) ,对于硬度检测不合格的焊缝应重新进行热处理。 热处理后的硬度检测也是一项不可忽视的工作,它将直接影响 P11 钢管安装进度。
根据 SH/T 3501-2011 规定,应对焊缝和热影响区进行 100%硬度值检测。不过根据 GB 50517-2010《石油化工金属管道工程施工质量验收规范》的要求,在炉内热处理的每一 热处理炉次可抽查焊接接头的 10%进行硬度检测[3],这将减少一部分工作量。但对于小 径管和角接接头,由于检测仪器直径和检测空间的限制硬度检测工作很难进行,不过目前仅在镇海地区宣贯使用的 SH/T 3554-2013《石油化工钢制管道焊接热处理规范》中规定:确因规格或结构原因无法进行硬度检测的角焊缝和支管连接焊接接头,当施工单位 能提供含有硬度检测合格的焊接工艺评定报告时,可免做相应焊接接头的硬度检测。我 认为,SH/T 3554-2013 宣贯使用将会对 P11 钢管的使用和发展起到一定的推动作用。
6.无损检测
P11 等铬钼合金钢属于易产生延迟裂纹和再热裂纹倾向的材料,无损检测应在焊接 完成 24h 和热处理完成两者之后进行。无损检测的比例可参考 SH/T 3501-2011 表 12 和 GB 50517-2010 表 9.3.1。需要指出的是对于管道级别为 SHA1、SHA2、SHB1 和 SHB2 级 管道的对接焊缝,根据 SH/T 3501-2011 的规定需同时进行内部缺陷检测(检测方法 RT 或 UT)和表面缺陷检测(检测方法 PT 或 MT) ,这一点有别于碳钢和不锈钢。
7.施工过程中注意事项
P11高压锅炉管在施工过程中最应该注意的就是发生与碳钢的混用,一旦发生,在高温高压工况下存在重大安全隐患。所以在施工过程中应设置专门的材料管理人员,对 P11 等特殊钢材按相关规定涂刷色标并且全程管理 P11 等合金钢的领用、发放。还应加强对现场施工的监督检查,杜绝材料混用的发生。 另一个值得注意的就是焊接材料的发放使用,为了防止焊接材料用错,规范 SH/T 3501-2011 和 GB 50517-2010 都规定要对每条管线抽取至少两条焊缝进行化学成分的检测,目前主要用的检测方法是快速光谱法。
上一篇:新型蒸汽发生器_维护方便
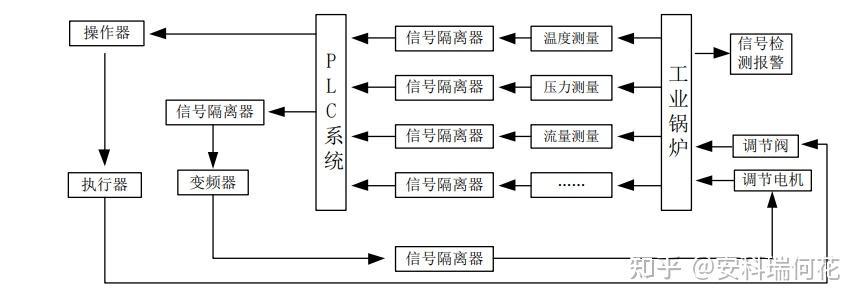
下一篇:信号隔离器在锅炉控制系统中的应用