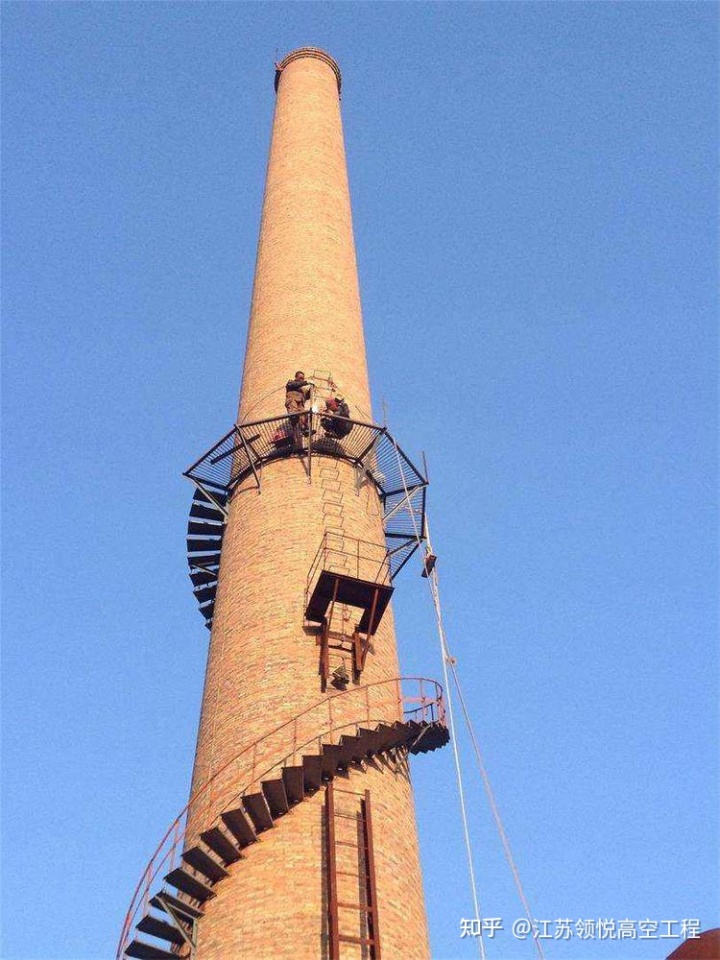
锅炉烟囱安装之字梯平台
锅炉烟囱安装之字梯平台
一、工程概况:120米烟囱在标高30米处 ,制作安装旋转爬梯一座。

二、施工方法(一)、施工顺序:下料→防腐处理→焊接安装→焊接处防腐处理
(二)下料 根据业主方提供的120米烟囱图纸,由技术人员计算出整个囱身旋转爬梯所需的材料,并结合图纸上尺寸,由操作工切割下料,技术员全程指导。材料全部切割好后进行热浸锌防腐处理。
(三)平台焊接安装结合我施工队多年的旋转爬梯及平台施工经验及贵公司的实际情况,我公司拟定以下施工方案: 1、本工程采用不搭脚手架、悬吊作业新工艺、新技术进行施工。主要采用“人工登高法”结合带、白棕绳等必要的工具进行施工。2、对120米烟囱身从下向上依次焊接安装,将块踏步板焊接在囱身后,就依块板为作业平台依次向上逐步焊接安装。同时准备两台焊机,一台焊接负责焊接安装踏步板,另一台负责焊接栏杆及加固用。3、在焊接安装平台时,先将平台三角支撑焊接固定在囱身,后再铺焊平台板。4、对踏步板、平台及栏杆等焊接处进行油漆防腐。
(四)、平台基材刷防锈漆
1、基层表面处理 根据我公司钢结构防腐长期施工总结,基层表面处理的质量好坏直接影响防腐涂料的附着力,所以必须采用电动打磨机、钢丝刷等对钢结构表面进行打磨处理。除锈后的表面在涂装前清理干净钢结构表面无氧化皮、灰尘等,并立即涂装,以免引起二次生锈。 表面预处理:钢材在进入除锈前,确认表面无油脂、其它污染物等,如有,使用碱性清洁剂或淡水以去除结构表面的油脂、污物、可溶性盐份和其它污染物。清洗完毕后,自然晾干后,才可进行后续处理。 钢材表面清理干净后检验结构的焊接和外观,以发现存在的结构缺陷并及时处理。 用电动钢丝刷、磨光机等动力工具清除钢材表面的氧化皮。有的自由边、角使用磨机处理至R≥2mm。清除所有的焊渣、飞溅和焊豆。咬边和气孔采取补并磨平。 手工焊缝采取打磨处理以减少尖锐的表面存在。对于修补表面边缘的原有涂层,使用动力砂纸圆盘羽化边缘,形成光顺的斜坡,以利于修补油漆与原有涂层的光顺过 渡,保证整个涂层的良好外观和漆膜的均匀。除锈后在刷道底漆前,清除表面的灰尘、油污、及其它杂质,彻底清除表面的锈斑、残余氧化皮、旧漆皮和残液等。
2、涂层的施工在施工过程中按照防腐材料说明,严格按材料比例搅拌均匀后方可使用,每道工序都必须经甲方监督部门验收合格后进行下道工序的施工,直至涂层防腐施工全部结束。
A、除锈后应在6小时内涂刷底漆。
B、本工程防腐的施工方法采用刷涂。
C、防腐施工条件:环境温度应为-5 ℃~+40℃,相对温度小于85%。大风、下雨、下雪或雾天情况下不宜于施工。
D、涂层漆膜的干燥采用自然干燥,各层的涂刷间隔应根据实际采用的防腐油漆性能确定,防锈漆应大于2小时。漆膜干燥过程中应保持周围环境清洁,防止灰尘、水等触碰到。
E、 采用刷涂的方法,先涂底漆一道,要求将底漆稍加稀释后,使之能更好地附着在钢材表面,并在涂刷时往复3至5次,以增加涂料涂层的附着力。对边角、孔隙等部 位先进行预涂,然后对大面积部位进行涂装,以保证漆膜的外观及质量 。待道底漆表面干燥后,即涂第二道底漆,常温下涂装间隙为4小时。
F、面漆涂装:在常温情况下最少间隔4小时后涂面漆,按检查要领进行漏电、厚度、外观检查。全部合格后,滚涂一层面漆,注意滚涂均匀。要求涂层厚薄均匀,无针孔、剥落、起泡、误涂以及漏涂等缺陷。
技 术 要 求:
1、表面后钢结构表面应无氧化皮、灰尘等杂物。
2、基层在涂刷前,如表面潮湿或水滴时,在吹干后再施工,确保涂层的施工质量。 3、每一涂层必须保证涂层光滑均匀,无漏涂、无翘皮现象,严格按涂料的施工工艺进行施工。
4、施工时保证施工场地整齐、清洁,对每天的施工场地进行必要的清理,做到工完料尽、场地清,做好环保工作。
5、每度涂层完工后,乙方组织有关人员自检,再进行下道工序的施工。
6、施工环境温度控制在-5℃-40℃之间,湿度控制在85%以下。
上一篇:锅炉烟尘净化器,锅炉除尘除灰系统
下一篇:锅炉烟囱抱箍维修